उच्च-तापमान अनुप्रयोगों के लिए 3डी प्रिंटेड स्टेलाइट मिश्रधातु इंसुलेटिंग शील्ड्स
परिचय
स्टेलाइट मिश्रधातुएं उच्च तापमान पर उनकी उत्कृष्ट घिसाव प्रतिरोध, ऑक्सीकरण स्थिरता और यांत्रिक शक्ति के लिए प्रसिद्ध हैं, जो उन्हें उच्च-प्रदर्शन इंसुलेटिंग शील्ड्स निर्माण के लिए आदर्श सामग्री बनाती हैं। न्यूवे एयरोटेक में, हम 3डी प्रिंटिंग सेवाओं में विशेषज्ञ हैं स्टेलाइट मिश्रधातुओं के लिए, जो एयरोस्पेस, ऊर्जा और औद्योगिक उच्च-तापमान अनुप्रयोगों के लिए अनुकूलित जटिल, टिकाऊ, हल्के इंसुलेटिंग शील्ड्स प्रदान करती हैं।
उन्नत चयनात्मक लेजर पिघलाव (एसएलएम) प्रौद्योगिकी का लाभ उठाते हुए, न्यूवे अनुकूलित स्टेलाइट घटकों का उत्पादन करता है जिनमें श्रेष्ठ तापीय और यांत्रिक प्रदर्शन होता है, जो चरम परिचालन स्थितियों में विश्वसनीयता सुनिश्चित करता है।
स्टेलाइट इंसुलेटिंग शील्ड्स के लिए मुख्य निर्माण चुनौतियाँ
स्टेलाइट 6 और स्टेलाइट 21 से 3डी प्रिंटेड इंसुलेटिंग शील्ड्स निर्माण विशिष्ट चुनौतियाँ प्रस्तुत करता है:
मिश्रधातु की कम तापीय चालकता (11–14 W/m·K) के कारण उच्च-ऊर्जा परत-दर-परत संलयन प्रक्रियाओं के दौरान अवशिष्ट प्रतिबलों का प्रबंधन और विरूपण को न्यूनतम करना।
इष्टतम यांत्रिक शक्ति बनाए रखने और प्रारंभिक थकान विफलताओं को रोकने के लिए लगभग-पूर्ण घनत्व स्तर (>99.5%) प्राप्त करना।
विमीय सहनशीलताओं को ±0.05 मिमी के भीतर बनाए रखना, जो असेंबली संरेखण प्राप्त करने और गतिशील प्रदर्शन सुनिश्चित करने के लिए महत्वपूर्ण है।
सतह परिष्करण Ra ≤5 µm का उत्पादन करना, जो ऑक्सीकरण स्थलों को कम करने और लंबी सेवा अंतराल सुनिश्चित करने के लिए आवश्यक है।
स्टेलाइट मिश्रधातु इंसुलेटिंग शील्ड्स के लिए 3डी प्रिंटिंग प्रक्रिया
स्टेलाइट हीट शील्ड्स के लिए हमारी योगात्मक निर्माण प्रक्रिया में शामिल है:
पाउडर गुणवत्ता नियंत्रण: 15–45 µm के बीच कण आकार वाले गैस-एटमाइज्ड स्टेलाइट पाउडर का उपयोग, जो सुसंगत परत निर्माण सुनिश्चित करता है।
चयनात्मक लेजर पिघलाव (एसएलएम): ऑक्सीकरण को समाप्त करने और उच्च-घनत्व भाग निर्माण को बढ़ावा देने के लिए आर्गन वातावरण में नियंत्रित लेजर पिघलाव।
प्रक्रिया अनुकूलन: ऊर्जा इनपुट को संतुलित करने और अवशिष्ट प्रतिबलों को कम करने के लिए स्कैन गति (~600–800 मिमी/सेकंड), लेजर शक्ति (250–400 W), और हैच स्पेसिंग (~0.1–0.13 मिमी) का सूक्ष्म समायोजन।
सपोर्ट हटाना और एचआईपी उपचार: सपोर्ट्स को हटाना और उसके बाद 1200°C और 100 MPa पर 4 घंटे के लिए हॉट आइसोस्टेटिक प्रेसिंग (एचआईपी) आंतरिक दोषों को समाप्त करने के लिए।
परिशुद्ध सीएनसी मशीनिंग: महत्वपूर्ण इंटरफेस पर ±0.01 मिमी की अंतिम विमीय परिशुद्धता और सतह परिष्करण Ra ≤1.6 µm प्राप्त करना।
ताप उपचार: 1150°C पर सॉल्यूशन एनीलिंग लागू करना और उसके बाद सूक्ष्मसंरचना को स्थिर करने और तापीय थकान प्रदर्शन को बढ़ाने के लिए वायु शीतलन।
स्टेलाइट इंसुलेटिंग शील्ड्स के लिए निर्माण विधियों की तुलना
निर्माण विधि | विमीय सटीकता | सतह परिष्करण (Ra) | तापीय स्थिरता | घिसाव प्रतिरोध | लागत दक्षता |
|---|---|---|---|---|---|
3डी प्रिंटिंग (एसएलएम) | ±0.05 मिमी | ≤5 µm | श्रेष्ठ (950°C तक) | श्रेष्ठ (HRC 43–55) | मध्यम |
वैक्यूम इन्वेस्टमेंट कास्टिंग | ±0.1 मिमी | ≤3.2 µm | अच्छा (800°C तक) | अच्छा | मध्यम |
सीएनसी मशीनिंग (ठोस से) | ±0.01 मिमी | ≤0.8 µm | उत्कृष्ट (950°C से ऊपर) | अच्छा | उच्च |
निर्माण विधि चयन रणनीति
सही निर्माण विधि चुनना भाग जटिलता, प्रदर्शन मांगों और लागत पर निर्भर करता है:
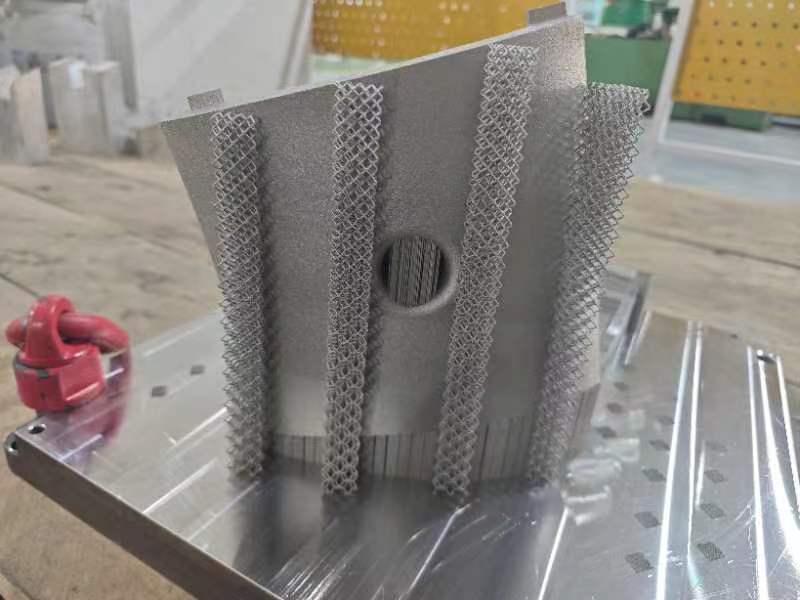
3डी प्रिंटिंग (एसएलएम): अत्यधिक जटिल और हल्के इंसुलेटिंग शील्ड्स के लिए सर्वोत्तम जिन्हें 1.0 मिमी तक की दीवार मोटाई और जटिल आंतरिक जाली संरचनाओं की आवश्यकता होती है।
वैक्यूम इन्वेस्टमेंट कास्टिंग: सरल ज्यामिति के लिए अधिक उपयुक्त जो ±0.1 मिमी विमीय विचलन को सहन कर सकते हैं।
सीएनसी मशीनिंग (ठोस से): ठोस शील्ड्स के लिए आदर्श जिन्हें अति-उच्च परिशुद्धता (±0.01 मिमी) की आवश्यकता होती है लेकिन भारी घटक वजन की कीमत पर।
स्टेलाइट मिश्रधातु प्रदर्शन मैट्रिक्स
मिश्रधातु सामग्री | अधिकतम सेवा तापमान (°C) | कठोरता (HRC) | रेंढ़ प्रतिरोध | ऑक्सीकरण प्रतिरोध | विशिष्ट अनुप्रयोग |
|---|---|---|---|---|---|
800 | 43–50 | अच्छा (600°C तक) | उत्कृष्ट | तापीय शील्ड्स, क्षरण अवरोधक | |
800 | 35–45 | मध्यम (500°C से नीचे) | उत्कृष्ट | उच्च-तापमान शील्ड्स, संरचनात्मक भाग | |
850 | 48–55 | अच्छा (650°C तक) | अच्छा | घर्षण-प्रतिरोधी इंसुलेटिंग भाग | |
800 | 42–48 | अच्छा (600°C निरंतर) | उत्कृष्ट | रोटर शील्ड्स, घिसाव-प्रतिरोधी पैनल | |
780 | 35–42 | मध्यम (500°C तक) | अच्छा | एग्जॉस्ट शील्डिंग घटक | |
950 | 30–38 | अच्छा (700°C तक) | उत्कृष्ट | उच्च-तापमान संरचनात्मक शील्ड्स |
इंसुलेटिंग शील्ड्स के लिए मिश्रधातु चयन रणनीति
सही स्टेलाइट मिश्रधातु का चयन इष्टतम तापीय सुरक्षा और सेवा जीवन सुनिश्चित करता है:
स्टेलाइट 6: इंसुलेटिंग शील्ड्स के लिए मानक जहाँ 800°C तक परिचालन, उच्च घिसाव और संक्षारण प्रतिरोध आवश्यक है।
स्टेलाइट 21: उन अनुप्रयोगों के लिए चुना जाता है जिन्हें मध्यम रेंढ़ आवश्यकताओं के साथ लचीलापन और ऑक्सीकरण प्रतिरोध का अच्छा संतुलन चाहिए।
स्टेलाइट 12: उन शील्ड्स के लिए अनुशंसित जो 850°C तक के तापमान पर अपघर्षक कणों और चक्रीय तापीय भार के संपर्क में आते हैं।
स्टेलाइट 6B: घूर्णन शील्ड्स या कवर के लिए आदर्श जिन्हें थकान प्रतिरोध और घिसाव सुरक्षा की आवश्यकता होती है।
स्टेलाइट 20: मध्यम तापीय और रासायनिक एक्सपोजर के तहत एग्जॉस्ट सिस्टम शील्डिंग के लिए लागत-प्रभावी विकल्प।
स्टेलाइट 25: एयरोस्पेस और ऊर्जा क्षेत्रों के लिए पसंदीदा जहाँ 950°C तक उच्च-तापमान परिचालन ऑक्सीकरण प्रतिरोध के साथ महत्वपूर्ण है।
मुख्य पोस्ट-प्रोसेसिंग तकनीकें
आवश्यक पोस्ट-प्रोसेसिंग विधियों में शामिल हैं:
हॉट आइसोस्टेटिक प्रेसिंग (एचआईपी): पूर्ण-घनत्व भाग (>99.9%) प्राप्त करता है और आंतरिक छिद्रों को बंद करके थकान प्रदर्शन में सुधार करता है।
परिशुद्ध सीएनसी मशीनिंग: तंग असेंबली आवश्यकताओं (±0.01 मिमी) के लिए सतहों और सहनशीलताओं का सूक्ष्म समायोजन।
ताप उपचार: 1150°C पर सॉल्यूशन उपचार सूक्ष्मसंरचनात्मक एकरूपता और यांत्रिक विश्वसनीयता को बढ़ाता है।
सतह कोटिंग: उन्नत टीबीसी (थर्मल बैरियर कोटिंग्स) का अनुप्रयोग कभी-कभी तापीय प्रतिरोध को 1000°C से परे बढ़ा देता है।
परीक्षण विधियाँ और गुणवत्ता आश्वासन
सभी न्यूवे एयरोटेक इंसुलेटिंग शील्ड्स कठोर एयरोस्पेस-ग्रेड सत्यापन से गुजरते हैं:
कोऑर्डिनेट मेजरिंग मशीन (सीएमएम): ±0.005 मिमी सटीकता तक विमीय सत्यापन।
एक्स-रे निरीक्षण: आंतरिक अखंडता और छिद्र वितरण का अविनाशी निरीक्षण।
धातुविज्ञान सूक्ष्मदर्शी: कार्बाइड वितरण और फेस संतुलन के लिए सूक्ष्मसंरचना विश्लेषण।
तन्यता परीक्षण: यांत्रिक गुण सत्यापन जो निर्दिष्ट शक्ति और दीर्घीकरण सुनिश्चित करता है।
केस स्टडी: 3डी प्रिंटेड स्टेलाइट 6 इंसुलेटिंग शील्ड्स
न्यूवे एयरोटेक ने टरबाइन इंजन हॉट सेक्शन के लिए 3डी प्रिंटेड स्टेलाइट 6 इंसुलेटिंग शील्ड्स का उत्पादन किया:
सेवा तापमान: 800°C तक निरंतर एक्सपोजर
विमीय परिशुद्धता: जटिल फ्रीफॉर्म ज्यामिति में ±0.05 मिमी बनाए रखा
सतह परिष्करण: न्यूनतम ऑक्सीकरण स्थलों के लिए Ra ≤4.5 µm प्राप्त किया
प्रमाणन: AS9100 एयरोस्पेस गुणवत्ता मानकों के साथ पूर्ण अनुपालन
अक्सर पूछे जाने वाले प्रश्न
स्टेलाइट मिश्रधातुएं 3डी प्रिंटेड उच्च-तापमान इंसुलेटिंग शील्ड्स के लिए उपयुक्त क्यों हैं?
न्यूवे एयरोटेक 3डी प्रिंटेड स्टेलाइट शील्ड्स के लिए कौन सी विमीय सहनशीलताएँ प्राप्त कर सकता है?
हॉट आइसोस्टेटिक प्रेसिंग (एचआईपी) 3डी प्रिंटेड स्टेलाइट घटकों की विश्वसनीयता में कैसे सुधार करता है?
800°C से ऊपर परिचालन करने वाले इंसुलेटिंग शील्ड्स के लिए कौन सी स्टेलाइट ग्रेड अनुशंसित हैं?
इंसुलेटिंग शील्ड्स निर्माण के लिए न्यूवे एयरोटेक कौन से गुणवत्ता नियंत्रण मानकों का उपयोग करता है?
