हस्तेलॉय मिश्रधातु सीएनसी मशीनिंग टर्बो सुपरचार्जर पार्ट्स के लिए उत्कृष्ट सटीकता के साथ
परिचय
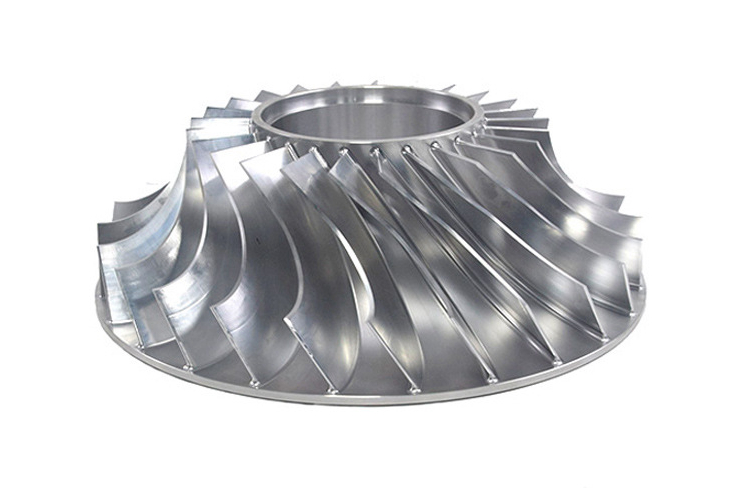
हस्तेलॉय मिश्रधातु अपने उत्कृष्ट संक्षारण प्रतिरोध, तापीय स्थिरता और यांत्रिक शक्ति के लिए जाने जाते हैं, जो उन्हें कठोर वातावरण में संचालित होने वाले टर्बो सुपरचार्जर पार्ट्स के लिए आदर्श सामग्री बनाते हैं। न्यूवे एयरोटेक में, हम सटीक सीएनसी मशीनिंग में विशेषज्ञता रखते हैं हस्तेलॉय मिश्रधातु, असाधारण आयामी सहनशीलता (±0.005 मिमी) और श्रेष्ठ थकान और तापीय थकान प्रतिरोध के साथ टर्बोचार्जर घटकों का उत्पादन करते हैं।
उन्नत बहु-अक्ष सीएनसी उपकरण, अनुकूलित मशीनिंग पैरामीटर और एयरोस्पेस-ग्रेड गुणवत्ता नियंत्रण का उपयोग करते हुए, न्यूवे यह सुनिश्चित करता है कि प्रत्येक हस्तेलॉय टर्बो घटक स्थायित्व और परिचालन विश्वसनीयता के उच्चतम मानकों को पूरा करता है।
हस्तेलॉय टर्बो घटकों के लिए मुख्य निर्माण चुनौतियाँ
सीएनसी मशीनिंग हस्तेलॉय मिश्रधातु जैसे हस्तेलॉय एक्स और हस्तेलॉय सी-22 कई तकनीकी चुनौतियाँ प्रस्तुत करते हैं:
उच्च शक्ति और कार्य-कठोरीकरण विशेषताएँ तेजी से उपकरण घिसाव का कारण बनती हैं।
अति-सटीक सहनशीलता (±0.005 मिमी) बनाए रखना टर्बोचार्जर वायुगतिकीय और सीलिंग कार्यों के लिए महत्वपूर्ण है।
मशीनिंग के दौरान ताप संचय का प्रबंधन और तापीय विरूपण को कम करना।
इष्टतम वायु प्रवाह और असेंबली प्रदर्शन के लिए उत्कृष्ट सतह परिष्करण (Ra ≤0.8 µm) प्राप्त करना।
हस्तेलॉय टर्बोचार्जर पार्ट्स के लिए सटीक सीएनसी मशीनिंग प्रक्रिया
हस्तेलॉय टर्बो पार्ट्स के लिए हमारी सीएनसी मशीनिंग प्रक्रिया में शामिल हैं:
सामग्री विश्लेषण: सही उपकरण और मशीनिंग रणनीति का चयन करने के लिए हस्तेलॉय गुणों का मूल्यांकन करें।
उन्नत उपकरण: कम तापीय चालकता और उच्च कठोरता वाली सामग्रियों के लिए अनुकूलित कार्बाइड या सिरेमिक इंसर्ट का उपयोग करें।
बहु-अक्ष सीएनसी मशीनिंग: सेटअप कम करने, सुविधा सटीकता में सुधार करने और कड़ी सहनशीलता बनाए रखने के लिए 5-अक्ष मशीनिंग।
अनुकूलित मशीनिंग पैरामीटर: सामग्री हटाने की दर और सतह गुणवत्ता को संतुलित करने के लिए नियंत्रित गति (15–40 मीटर/मिनट) और फीड (0.02–0.10 मिमी/रेव)।
सतह परिष्करण पास: आयामी अखंडता को बनाए रखते हुए Ra ≤0.8 µm प्राप्त करने के लिए हल्के परिष्करण कट।
अंतिम निरीक्षण: सीएमएम और ऑप्टिकल सिस्टम का उपयोग करके व्यापक आयामी और सतह गुणवत्ता सत्यापन।
हस्तेलॉय टर्बो घटकों के लिए निर्माण विधियों की तुलना
निर्माण विधि | आयामी सटीकता | सतह परिष्करण (Ra) | तापीय स्थिरता | यांत्रिक शक्ति | लागत दक्षता |
|---|---|---|---|---|---|
सटीक सीएनसी मशीनिंग | ±0.005 मिमी | ≤0.8 µm | श्रेष्ठ | उत्कृष्ट | मध्यम-उच्च |
वायर ईडीएम मशीनिंग | ±0.003 मिमी | ≤0.4 µm | श्रेष्ठ | उत्कृष्ट | उच्च |
पारंपरिक मशीनिंग | ±0.01 मिमी | ≤1.6 µm | अच्छा | अच्छा | मध्यम |
निर्माण विधि चयन रणनीति
सर्वोत्तम निर्माण दृष्टिकोण का चयन ज्यामिति जटिलता, सटीकता आवश्यकताओं और मात्रा पर निर्भर करता है:
सटीक सीएनसी मशीनिंग: जटिल टर्बो घटकों जैसे टरबाइन हाउसिंग, एग्जॉस्ट फ्लैंज और सीलिंग रिंग के उत्पादन के लिए सबसे उपयुक्त, जिन्हें उच्च शक्ति, थकान प्रतिरोध और ±0.005 मिमी के भीतर आयामी सहनशीलता की आवश्यकता होती है।
वायर ईडीएम मशीनिंग: अत्यधिक जटिल या आंतरिक सुविधा आवश्यकताओं के लिए उपयोग की जाती है जहाँ कड़ी सहनशीलता (±0.003 मिमी) महत्वपूर्ण है, हालांकि आमतौर पर धीमी और अधिक महंगी होती है।
पारंपरिक मशीनिंग: कम महत्वपूर्ण पार्ट्स या सरल ज्यामिति वाले घटकों के लिए उपयुक्त जहाँ ±0.01 मिमी की सहनशीलता स्वीकार्य है।
हस्तेलॉय मिश्रधातु प्रदर्शन मैट्रिक्स
मिश्रधातु सामग्री | अधिकतम सेवा तापमान (°C) | तन्य शक्ति (MPa) | संक्षारण प्रतिरोध | तापीय स्थिरता | विशिष्ट अनुप्रयोग |
|---|---|---|---|---|---|
900 | 860 | श्रेष्ठ | उत्कृष्ट | टर्बोचार्जर हॉट सेक्शन, एग्जॉस्ट फ्लैंज | |
800 | 690 | असाधारण | अच्छा | कंप्रेसर हाउसिंग, टर्बो सील | |
850 | 790 | असाधारण | अच्छा | टर्बो एग्जॉस्ट मैनिफोल्ड, टरबाइन डक्ट | |
815 | 750 | उत्कृष्ट | अच्छा | औद्योगिक टर्बोचार्जर घटक |
टर्बोचार्जर पार्ट्स के लिए मिश्रधातु चयन रणनीति
परिचालन प्रदर्शन के लिए उपयुक्त हस्तेलॉय मिश्रधातु का चयन करना महत्वपूर्ण है:
हस्तेलॉय एक्स: टर्बोचार्जर हॉट-सेक्शन पार्ट्स के लिए सबसे उपयुक्त जो 900°C तक लगातार संचालित होते हैं और उत्कृष्ट ऑक्सीकरण और तापीय थकान प्रतिरोध प्रदान करते हैं।
हस्तेलॉय सी-22: कंप्रेसर हाउसिंग और सीलिंग घटकों के लिए आदर्श जिन्हें श्रेष्ठ संक्षारण प्रतिरोध और मध्यम तापीय स्थिरता की आवश्यकता होती है।
हस्तेलॉय सी-276: आक्रामक रासायनिक और तापीय वातावरण के अधीन एग्जॉस्ट सिस्टम पार्ट्स के लिए पसंदीदा।
हस्तेलॉय सी-2000: औद्योगिक टर्बोचार्जर पार्ट्स के लिए चुना गया जो संक्षारण प्रतिरोध और यांत्रिक प्रदर्शन को संतुलित करता है।
मुख्य पोस्ट-प्रोसेसिंग तकनीकें
हस्तेलॉय टर्बो पार्ट्स के लिए महत्वपूर्ण पोस्ट-प्रोसेसिंग संचालन में शामिल हैं:
सटीक सतह परिष्करण: प्रवाह दक्षता के लिए Ra ≤0.8 µm प्राप्त करने के लिए ग्राइंडिंग और पॉलिशिंग।
ताप उपचार: यांत्रिक गुणों को अनुकूलित करने के लिए तनाव-मुक्ति और विलयन उपचार।
सुरक्षात्मक कोटिंग्स: विस्तारित पार्ट जीवन के लिए संक्षारण और ऑक्सीकरण प्रतिरोधी कोटिंग्स का अनुप्रयोग।
हॉट आइसोस्टेटिक प्रेसिंग (HIP): आंतरिक रिक्तियों को समाप्त करना और थकान प्रदर्शन को बढ़ाना।
परीक्षण विधियाँ और गुणवत्ता आश्वासन
न्यूवे एयरोटेक निम्नलिखित के माध्यम से प्रत्येक हस्तेलॉय टर्बो घटक के लिए श्रेष्ठ गुणवत्ता सुनिश्चित करता है:
कोऑर्डिनेट मेजरिंग मशीन (CMM): ±0.005 मिमी सटीकता के साथ आयामी निरीक्षण।
एक्स-रे गैर-विनाशकारी परीक्षण: आंतरिक दोष का पता लगाना।
धातुविज्ञान सूक्ष्मदर्शी: अनाज संरचना और सूक्ष्म संरचना मूल्यांकन।
तन्य परीक्षण: यांत्रिक शक्ति और बढ़ाव का सत्यापन।
सभी गुणवत्ता प्रणालियाँ AS9100-प्रमाणित मानकों के तहत संचालित होती हैं।
केस स्टडी: सीएनसी मशीनीकृत हस्तेलॉय एक्स टर्बो हॉट-सेक्शन घटक
न्यूवे एयरोटेक ने उच्च-प्रदर्शन टर्बोचार्जर अनुप्रयोगों के लिए सटीक सीएनसी-मशीनीकृत हस्तेलॉय एक्स हॉट-सेक्शन घटकों का उत्पादन किया:
परिचालन तापमान: 900°C तक लगातार सेवा
आयामी सटीकता: ±0.005 मिमी लगातार प्राप्त
सतह परिष्करण: बारीक मशीनिंग पास के बाद Ra ≤0.6 µm
प्रमाणन: AS9100 एयरोस्पेस गुणवत्ता मानकों के साथ पूर्ण अनुपालन
अक्सर पूछे जाने वाले प्रश्न
हस्तेलॉय मिश्रधातु टर्बोचार्जर और सुपरचार्जर घटकों के लिए आदर्श क्यों हैं?
हस्तेलॉय टर्बो पार्ट्स के लिए कौन सी सीएनसी मशीनिंग सहनशीलता प्राप्त की जा सकती है?
हस्तेलॉय की मशीनिंग करते समय न्यूवे एयरोटेक उपकरण घिसाव का प्रबंधन कैसे करता है?
हॉट-सेक्शन टर्बोचार्जर पार्ट्स के लिए कौन से हस्तेलॉय ग्रेड की सिफारिश की जाती है?
कौन सी पोस्ट-प्रोसेसिंग और गुणवत्ता नियंत्रण हस्तेलॉय टर्बो पार्ट विश्वसनीयता सुनिश्चित करते हैं?
