Soluciones de fresado y torneado CNC en superaleaciones para turbocompresores automotrices
Soluciones de mecanizado a alta temperatura para componentes de turbocompresor de precisión
Los turbocompresores automotrices operan bajo estrés térmico y mecánico extremo, lo que exige componentes fabricados con precisión a partir de superaleaciones de alto rendimiento. Desde impulsores y carcasas de turbina hasta bridas de escape y ruedas de compresor, estas piezas deben soportar temperaturas superiores a 1000 °C y velocidades de rotación que exceden las 100.000 rpm, requiriendo soluciones ultra precisas de fresado y torneado CNC.
Neway AeroTech ofrece mecanizado CNC avanzado para piezas de turbocompresor fabricadas en Inconel 625, Rene 41, Hastelloy X y otras superaleaciones fundidas o forjadas, adaptadas para sistemas impulsados por combustión.
Tecnologías clave para el mecanizado CNC de turbocompresores en superaleaciones
El mecanizado de componentes de turbocompresor exige estabilidad, repetibilidad y procesamiento a alta velocidad en geometrías 3D complejas y piezas simétricas rotacionalmente.
Fresado CNC de 5 ejes para ruedas de turbina, impulsores y superficies de flujo curvas
Torneado CNC de alta precisión para agujeros de ejes, carcasas y bridas con una excentricidad ≤ 0,005 mm
Herramientas con refrigerante interno para mecanizar aleaciones resistentes al calor a altas RPM
Centros integrados de fresado-torneado para operaciones en una sola configuración y reducción del tiempo de ciclo
Todas las piezas cumplen con las normas ISO/TS 16949 e IATF 16949 para la fabricación automotriz.
Superaleaciones comúnmente utilizadas en componentes de turbocompresores automotrices
Aleación | Temp. máx. (°C) | Límite elástico (MPa) | Aplicaciones comunes |
|---|---|---|---|
980 | 827 | Múltiples de escape, ruedas de turbina | |
980 | 950 | Impulsores, discos de turbocompresor | |
1175 | 790 | Carcasas de turbocompresor, anillos de tobera | |
920 | 1265 | Guías de válvulas, álabes de turbo |
Estas aleaciones resisten la fluencia térmica, la oxidación y la fatiga bajo condiciones de combustión cíclica.
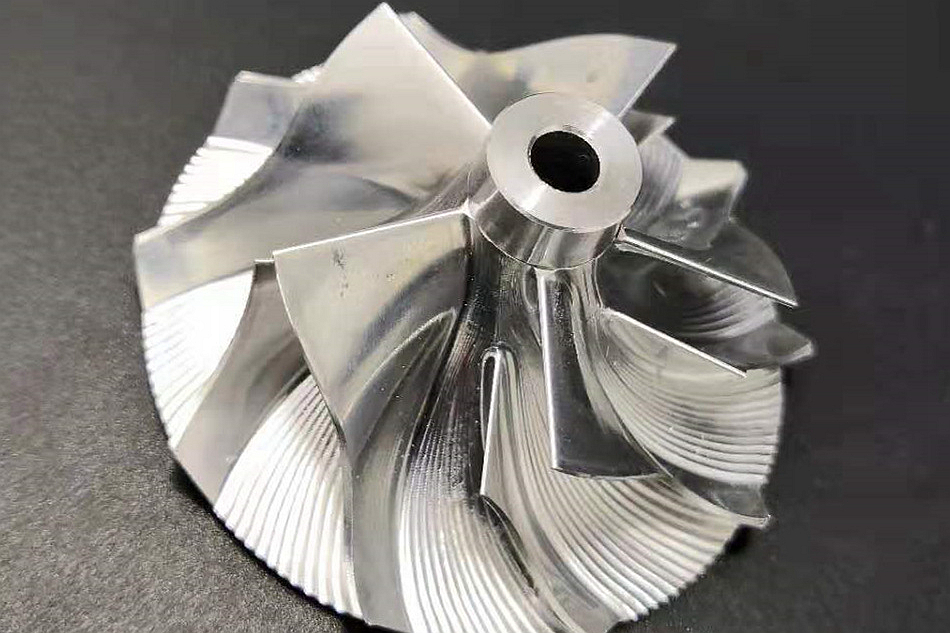
Caso de estudio: Fresado y torneado CNC de impulsores de turbo en Inconel 625
Antecedentes del proyecto
Un proveedor automotriz Tier 1 solicitó el mecanizado CNC de impulsores de Inconel 625 con 12 álabes torsionados, 60 mm de diámetro y un agujero axial de 20 mm. Tolerancias requeridas: ±0,006 mm, rugosidad superficial Ra ≤ 0,4 μm en las superficies de los álabes y excentricidad ≤ 0,01 mm en la interfaz de acoplamiento del eje.
Modelos típicos de componentes de turbocompresor y sus aplicaciones
Componente | Material | Precisión | Industria |
|---|---|---|---|
Impulsor del compresor | Rene 41 | ±0,005 mm | |
Disco de turbina de escape | Inconel 625 | ±0,006 mm | |
Carcasa de rodamiento | Hastelloy X | ±0,010 mm | |
Adaptador de brida de turbo | Nimonic 90 | ±0,008 mm |
Todas las piezas están validadas para equilibrio de masa, resistencia a la fatiga térmica y precisión rotacional.
Desafíos del mecanizado CNC para piezas de turbocompresor en superaleaciones
Mantener una excentricidad de ±0,005 mm en ejes torneados e interfaces de montaje
Mecanizar acabados superficiales Ra ≤ 0,4 μm en contornos curvos de álabes
Desgaste de herramientas y carga térmica durante el desbaste de aleaciones duras como Rene y Nimonic
Mantener un espesor de pared ≤ 1,0 mm en áreas de flujo de alta velocidad
Eficiencia del tiempo de ciclo preservando la integridad dimensional en la producción por lotes
Soluciones de mecanizado de precisión para componentes de turbocompresor
Los centros de fresado + torneado reducen la manipulación de piezas y preservan la concentricidad entre el agujero y la brida
Las estrategias CAM basadas en CFD aseguran una geometría de flujo optimizada en los perfiles del impulsor y el difusor
El monitoreo del desgaste de herramientas con retroalimentación para mantener ±0,006 mm en diámetros críticos
Herramientas de carburo con refrigerante para aleaciones de más de 40 HRC con avances de hasta 400 mm/min
Tratamiento térmico post-mecanizado para aliviar tensiones residuales y estabilizar la dureza superficial
Resultados y verificación
Métodos de fabricación
Las piezas se produjeron a partir de fundiciones al vacío y se pre-mecanizaron utilizando tornos CNC. El acabado final en máquinas de 5 ejes logró tolerancias de perfil inferiores a ±0,006 mm y radios de borde menores a 0,2 mm.
Acabado de precisión
Se logró un acabado superficial Ra ≤ 0,4 μm mediante acabado de contorno con fresas de barril. Las caras de montaje se tornearon planas dentro de 0,01 mm de TIR (lectura total del indicador).
Post-procesamiento
El HIP (prensado isostático en caliente) y la pasivación opcional garantizaron la integridad estructural y la resistencia a la corrosión. Los componentes sujetos a ciclos térmicos extremos recibieron recubrimientos TBC según especificación.
Inspección
La MTC (Máquina de Medición por Coordenadas) confirmó la alineación del agujero y la geometría del perfil. Los rayos X verificaron la calidad interna de la fundición. El SEM (Microscopio Electrónico de Barrido) comprobó la integridad de la microestructura después del mecanizado.
Preguntas frecuentes
¿Qué tolerancias pueden lograr para los componentes rotativos del turbocompresor?
¿Pueden mecanizar piezas de Inconel y Rene en una sola configuración?
¿Cómo garantizan el equilibrio térmico y la concentricidad en los impulsores de turbo?
¿Qué acabado superficial se requiere en los perfiles de los álabes?
¿Ofrecen mecanizado por lotes para piezas de turbocompresor a escala de producción?
