Fundición de Cristales Equiaxiales de Piezas de Turbina IN713LC
Introducción
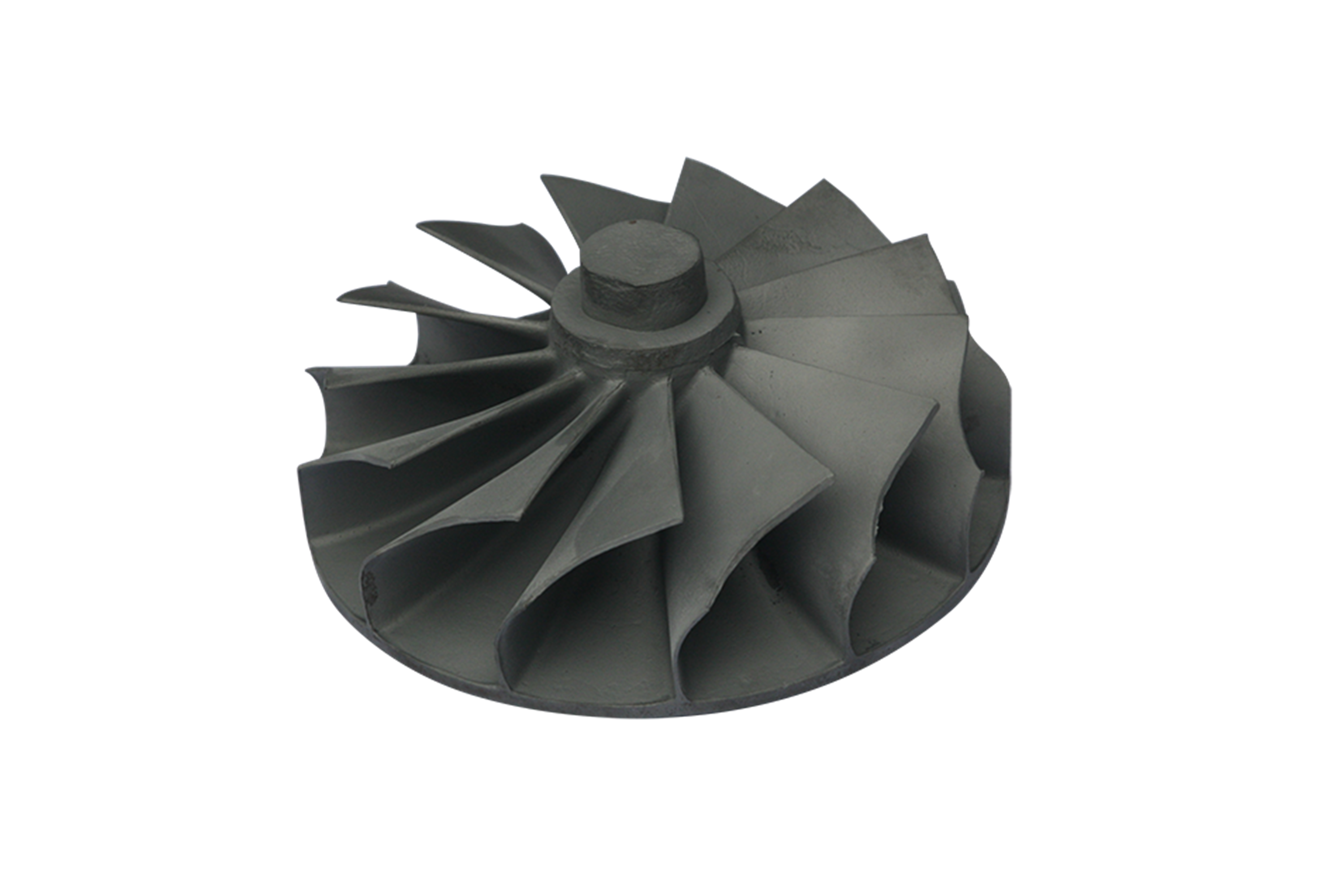
La fundición de cristales equiaxiales de la superaleación de níquel IN713LC se emplea ampliamente en la fabricación de componentes de turbina de alto rendimiento para aplicaciones exigentes en los sectores de aeroespacial y generación de energía. Reconocida por su excepcional estabilidad a altas temperaturas, las piezas de IN713LC operan consistentemente a temperaturas de hasta 982°C (1800°F), ofreciendo resistencias a la tracción superiores a 1034 MPa.
Neway AeroTech se especializa en fundición avanzada de cristales equiaxiales de superaleaciones, aprovechando la tecnología de fusión por inducción al vacío para producir componentes de turbina con tamaños de grano uniformes entre 0,5 y 2 mm. Este control meticuloso garantiza una resistencia a la fatiga excepcional, propiedades mecánicas optimizadas y una fiabilidad sobresaliente bajo severas condiciones de estrés térmico y mecánico.
Tecnología Central de la Fundición de Cristales Equiaxiales IN713LC
Inyección de Modelos de Cera: Los modelos de cera de alta precisión se inyectan en moldes de aluminio, replicando con precisión la geometría del componente de turbina con una exactitud de ±0,05 mm.
Formación de la Carcasa Cerámica: Los modelos se recubren varias veces con una suspensión cerámica y estuco refractario, construyendo capas robustas de aproximadamente 6–8 mm de espesor.
Eliminación de la Cera (Desencerado): Los moldes de la carcasa se someten a desencerado en autoclave a 150°C, eliminando eficazmente los modelos de cera sin comprometer la integridad estructural del molde o la precisión dimensional.
Calcinación de la Carcasa: Las carcasas cerámicas se calcinan a aproximadamente 1000°C, mejorando la resistencia mecánica y eliminando completamente la humedad residual y las impurezas orgánicas.
Fusión por Inducción al Vacío: Los lingotes de aleación IN713LC se someten a fusión por inducción al vacío a unos 1450°C, asegurando una composición química precisa y eliminando defectos relacionados con gases.
Solidificación de Cristales Equiaxiales: La aleación fundida llena las carcasas precalentadas a velocidades controladas; el enfriamiento rápido y uniforme produce cristales equiaxiales (tamaño de grano de 0,5–2 mm).
Eliminación de la Carcasa (Desmoldeo): Después de enfriarse a temperatura ambiente, los moldes cerámicos se eliminan mecánicamente mediante chorro de agua a alta presión y técnicas suaves de vibración abrasiva.
Tratamientos Posteriores a la Fundición: Los componentes se someten a tratamientos térmicos controlados, HIP a 1150°C y 150 MPa de presión, mejorando la integridad mecánica y eliminando la porosidad residual.
Características del Material IN713LC
IN713LC es una aleación de níquel endurecible por precipitación optimizada para resistencia a altas temperaturas y resistencia a la corrosión. Las propiedades clave del material incluyen:
Temperatura Máxima de Operación: hasta 982°C (1800°F)
Resistencia a la Tracción: ≥1034 MPa (150 ksi) a temperatura ambiente
Límite Elástico: ≥862 MPa (125 ksi) a temperatura ambiente
Alargamiento: ≥5%
Resistencia a la Fluencia: Resistencia superior a la rotura por fluencia que supera los 200 MPa después de 1000 horas a 760°C
Resistencia a la Oxidación: Resistencia excepcional bajo exposición prolongada a temperaturas elevadas
Estas características hacen que IN713LC sea ideal para aplicaciones de turbina en motores aeroespaciales y turbinas de gas industriales.
Estudio de Caso: Fundición de Cristales Equiaxiales de Piezas de Turbina
Antecedentes del Proyecto
Neway AeroTech se asoció recientemente con un fabricante líder de turbinas para suministrar componentes de turbina de fundición de precisión utilizando fundición de cristales equiaxiales de IN713LC. El cliente requería un rendimiento confiable bajo condiciones operativas extremas en motores de aviación de alto empuje y turbinas de gas industriales, exigiendo el cumplimiento de estrictos estándares de calidad AS9100 y NADCAP.
Modelos Comunes de Turbina
Los modelos típicos de turbina que emplean IN713LC incluyen:
Serie Pratt & Whitney PT6: Motores turbohélice ampliamente utilizados que impulsan aviones regionales, helicópteros, aviones agrícolas y plataformas de aviación general.
General Electric (GE) LM2500: Turbinas de gas industriales comúnmente aplicadas para propulsión marina, instalaciones de generación de energía y estaciones de bombeo de petróleo y gas a nivel mundial.
Rolls-Royce RB211: Un motor turbofán de alto índice de derivación ampliamente utilizado en aviación comercial, notablemente impulsando los modelos de aviones Boeing 747 y 757.
Honeywell TPE331: Motores turbohélice preferidos en aviones de cercanías, entrenadores militares, aviones agrícolas y aplicaciones especializadas de drones de vigilancia y reconocimiento.
Selección y Características Estructurales de Piezas Típicas de Turbina
Los componentes de turbina seleccionados incluían álabes, álabes directores y segmentos de tobera. Características estructurales críticas consideradas:
Geometrías aerodinámicas complejas optimizadas mediante análisis CFD
Pasajes de refrigeración internos para mitigar altos gradientes térmicos
Configuraciones de pared delgada (de hasta 0,8 mm de espesor) para optimización del peso
Tolerancias dimensionales precisas dentro de ±0,05 mm, verificadas utilizando CMM
Solución de Fabricación de Componentes de Turbina
Preparación de la Fundición: Se producen modelos de cera precisos y moldes cerámicos, manteniendo la precisión dimensional dentro de los estándares de la industria aeroespacial de tolerancias de ±0,05 mm consistentemente.
Fundición al Vacío: La fusión por inducción al vacío a 1450°C bajo vacío controlado (≤10^-3 Pa) asegura un baño libre de contaminación para una estabilidad óptima de la composición química.
Solidificación Controlada: La aleación fundida se solidifica dentro de moldes precalentados a velocidades de enfriamiento controladas para producir estructuras de grano uniforme con un promedio entre 0,5–2 mm.
Prensado Isostático en Caliente (HIP): Los componentes se someten a HIP a 1150°C y 150 MPa, reduciendo efectivamente la porosidad interna y mejorando la integridad mecánica y estructural.
Tratamiento Térmico: Se realiza un tratamiento térmico a 1200°C durante 2 horas, enfriamiento rápido al aire, seguido de un envejecimiento a 850°C durante 16 horas.
Mecanizado CNC de Precisión: Se realiza un mecanizado CNC de alta precisión para lograr perfiles aerodinámicos complejos y dimensiones críticas con tolerancias de ±0,02 mm de exactitud.
Mecanizado por Descarga Eléctrica (EDM): Se emplea EDM para crear con precisión pasajes de refrigeración internos intrincados y características de pared delgada de hasta 0,8 mm de espesor con exactitud.
Acabado Superficial e Inspección: Acabado superficial combinado con inspecciones dimensionales rigurosas (CMM), pruebas no destructivas (Rayos X, ultrasónico), asegurando el cumplimiento de los estándares AS9100.
Desafíos Centrales de Fabricación de Piezas de Aleación de Alta Temperatura
Mantener un control preciso del tamaño de grano (<2 mm) y uniformidad
Minimizar defectos microestructurales, como microcontracción y precipitación de carburos
Asegurar propiedades mecánicas consistentes en geometrías complejas
Precisión dimensional dentro de especificaciones aeroespaciales estrictas
Resultados y Verificación
La uniformidad del tamaño de grano se mantiene consistentemente dentro del rango objetivo de 0,5–2 mm, asegurando una resistencia a la fatiga óptima y estabilidad mecánica.
Las inspecciones no destructivas de rayos X y ultrasónicas no detectaron defectos internos críticos, confirmando la integridad del componente y el cumplimiento de los estándares aeroespaciales.
Las pruebas de resistencia a la tracción confirmaron un rendimiento superior a 1034 MPa a temperatura ambiente, validando la fiabilidad bajo severas tensiones y temperaturas operativas.
Las pruebas de fatiga superaron el objetivo de 100.000 ciclos bajo condiciones operativas simuladas, demostrando una durabilidad mejorada y capacidades de vida útil extendida.
Preguntas Frecuentes
¿Qué ventajas específicas ofrece IN713LC en aplicaciones de turbina de alta temperatura?
¿Cuáles son los controles de calidad críticos implementados durante la fundición de cristales equiaxiales?
¿Qué industrias utilizan principalmente piezas de turbina fundidas de cristales equiaxiales IN713LC?
¿Qué tolerancias dimensionales se pueden lograr con los componentes de turbina IN713LC?
¿Qué métodos de prueba aseguran la fiabilidad mecánica en piezas de turbina de aleación de alta temperatura?
