Servicio de Impresión 3D SLS para Componentes de Cámara de Combustión de Superaleación Aeroespacial
Introducción a la Impresión 3D SLS para Componentes de Combustión Aeroespacial
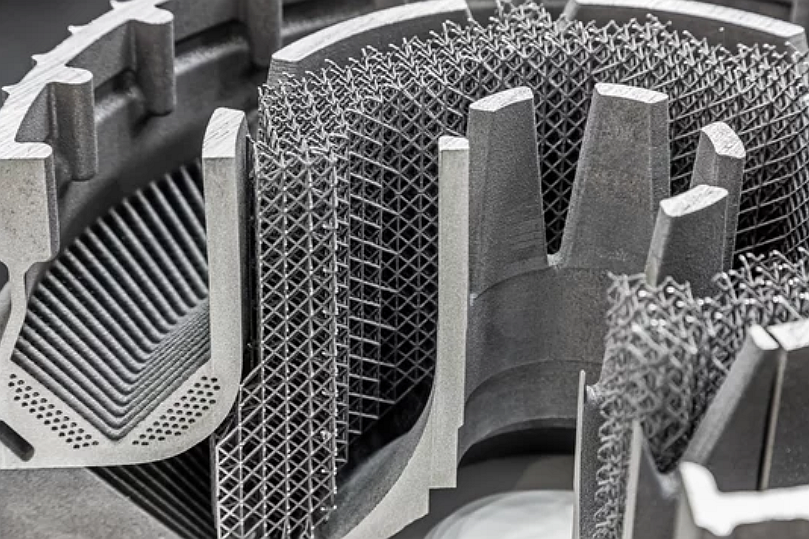
La Sinterización Selectiva por Láser (SLS) es un método fiable para fabricar componentes complejos de cámaras de combustión a partir de superaleaciones de grado aeroespacial. Este proceso de fusión de polvo capa por capa garantiza una densidad uniforme, una microestructura controlada y una integridad térmica en geometrías intrincadas bajo calor y presión extremos.
En Neway Aerotech, nuestros servicios de impresión 3D SLS apoyan la fabricación de piezas de combustión de superaleación para sistemas de propulsión, motores aeronáuticos y ensamblajes de combustión de turbinas.
Resumen de la Impresión 3D SLS
Capacidades del Proceso
Parámetro | Valor |
|---|---|
Espesor de Capa | 40–60 μm |
Tamaño Mínimo de Característica | ~0.5 mm |
Tolerancia Dimensional | ±0.1 mm por cada 10 mm |
Temperatura Máxima de la Cámara | >1000°C para construcciones de superaleación |
Densidad (después de HIP) | ≥99.7% |
SLS permite la creación de estructuras reticulares ligeras, redes de refrigeración internas y perfiles de pared complejos en un solo ciclo de construcción.
¿Por qué SLS para Cámaras de Combustión Aeroespaciales?
La fusión de capas sin contacto preserva la geometría de paredes delgadas
Admite la integración de características complejas (orificios de refrigeración, refuerzos reticulares, puertos integrados)
La fusión de polvo de alta resolución garantiza el rendimiento mecánico en entornos de más de 1000°C
Totalmente compatible con postprocesos como HIP, EDM y recubrimiento
Consideraciones sobre Materiales
Superaleaciones Comunes para Cámaras de Combustión SLS
Material | Temperatura Máxima (°C) | Resistencia @ 800°C (MPa) | Resistencia a la Oxidación | Caso de Uso de Aplicación |
|---|---|---|---|---|
700–750 | ~970 | Excelente | Revestimientos de combustores aeronáuticos, soportes de boquillas de combustible | |
>980 | ~1100 | Superior | Cámaras de combustión de turbinas, cuerpos de swirlers | |
>1000 | ~1200 | Excelente | Anillos de quemador, carcasas de encendedores | |
~1175 | ~880 | Excepcional | Paredes de combustión en rutas de gas oxidante |
Estudio de Caso: Fabricación SLS de un Segmento de Revestimiento de Combustión Inconel 939
Antecedentes del Proyecto
Un cliente del sector aeroespacial y de aviación requería un revestimiento de combustión de una sola pieza con canales de refrigeración internos impresos en 3D, rigidizadores reticulares y entradas de combustible integradas. El material seleccionado fue Inconel 939, adecuado para temperaturas de operación de 980–1050°C.
Flujo de Trabajo de Fabricación
Diseño para Fabricación Aditiva: Pasajes de refrigeración integrados de 1 mm, paredes reticulares de 0.7 mm y contorno de cámara optimizado
Construcción SLS: Espesor de capa de 50 μm, tiempo de construcción de 38 horas, tolerancia dimensional de ±0.08 mm
Tratamiento HIP: 1200°C, 100 MPa durante 4 horas para alcanzar un 99.8% de densidad
Acabado EDM: Erosión por chispa de puertos de boquilla y bridas de sellado con una tolerancia de ±0.005 mm
Recubrimiento: Aplicación de recubrimiento de barrera térmica en las paredes internas
Postprocesado e Inspección
Verificación CMM de todas las características funcionales
La inspección por rayos X no mostró contracción ni grupos de poros
El análisis SEM confirmó una fusión de grano uniforme
Las pruebas ultrasónicas por inmersión validaron la integridad interna
Resultados y Verificación
El segmento final del combustor Inconel 939 logró una precisión dimensional dentro de ±0.08 mm y un acabado Ra ≤ 0.6 μm en las zonas de sellado.
Todos los caminos de refrigeración internos estaban despejados, con una variación medida del espesor de la pared inferior a ±0.05 mm después del refinado por EDM.
Las pruebas de rayos X y ultrasónicas confirmaron una densidad >99.8% sin defectos subsuperficiales ni delaminación de capas.
La pieza soportó 1000 horas de pruebas con gas caliente a alta presión sin distorsión ni grietas por fatiga.
Preguntas Frecuentes
¿Qué tipos de superaleaciones son más adecuadas para piezas de combustor impresas en SLS?
¿Cómo se aborda la porosidad en los componentes de combustión de turbinas SLS?
¿Se pueden imprimir directamente canales de refrigeración por película y postprocesar mediante EDM?
¿Cuál es el espesor máximo de pared alcanzable para hardware de combustión SLS?
¿Qué postratamiento se necesita para la certificación aeroespacial de piezas SLS?
