CMSX-Legierung Einkristallgussteile Wärmebehandlungswerkstatt
Präzisionswärmebehandlung für CMSX-Serien Turbinenschaufeln und -Leitschaufeln
Einkristall-Superlegierungen der CMSX-Serie – wie CMSX-4 und CMSX-10 – sind die Grundlage moderner Hochleistungs-Gasturbinenkomponenten. Diese Legierungen bieten überlegene Kriechbeständigkeit, thermische Ermüdungsfestigkeit und Oxidationsschutz. Ihre mechanischen Eigenschaften hängen jedoch stark von einer präzisen Wärmebehandlung nach dem Einkristall-Vakuum-Fein- bzw. Präzisionsguss ab, um die γ′-Ausscheidung zu steuern, Eigenspannungen abzubauen und Rekristallisation zu verhindern.
Neway AeroTech betreibt eine spezielle Wärmebehandlungswerkstatt für CMSX-Legierungsturbinenkomponenten und bietet OEM-gerechte Stabilisierungs-, Auslagerungs- und Nach-HIP-Wärmebehandlungsprozesse. Unsere Werkstatt unterstützt Kunden aus der Luft- und Raumfahrt, der Stromerzeugung und der Industrieturbinenbranche mit NADCAP-konformen thermischen Zyklen, die auf die Geometrien von Schaufeln, Leitschaufeln und Segmenten zugeschnitten sind.
Kern-Wärmebehandlungsdienstleistungen für CMSX-Superlegierungen
Die Einkristall-Wärmebehandlung erfordert geringe Aufheizraten, Inertgasatmosphären und mikrostrukturgetriebene Auslagerungsprofile.
Stabilisierung bei 1140–1175°C zum Spannungsabbau und zur Erstarrungsstabilisierung
Zweistufige Auslagerung bei 870°C und 760°C zur Optimierung der γ′-Morphologie und mechanischen Festigkeit
Vakuum- oder Hochreinargon-Öfen zur Verhinderung von Oxidation und Erhalt der Oberflächengüte
Langsame Aufheizraten (≤2°C/min) zur Vermeidung von Fremdkornkeimbildung oder Rekristallisation
Jede CMSX-Behandlung ist mit vollständiger Temperatur- und Zeitprofil-Dokumentation rückverfolgbar.
Häufige CMSX-Sorten und Schaufelanwendungen
Legierung | Max. Einsatztemperatur (°C) | Streckgrenze (MPa) | Anwendung |
|---|---|---|---|
1140 | 980 | Turbinenschaufeln der ersten Stufe | |
1160 | 1040 | Hochdruckturbinen-Leitschaufeln | |
1100 | 900 | Turbinenschürzen und Kühlsegmente | |
1120 | 910 | Düsentriebwerks-Leitschaufeln, Rotorprofile |
CMSX-Legierungen sind für den langfristigen Einsatz unter thermischer und mechanischer Belastung in Hochdruckturbinenabschnitten ausgelegt.
Fallstudie: Wärmebehandlung eines CMSX-10 Profilsatzes
Projekthintergrund
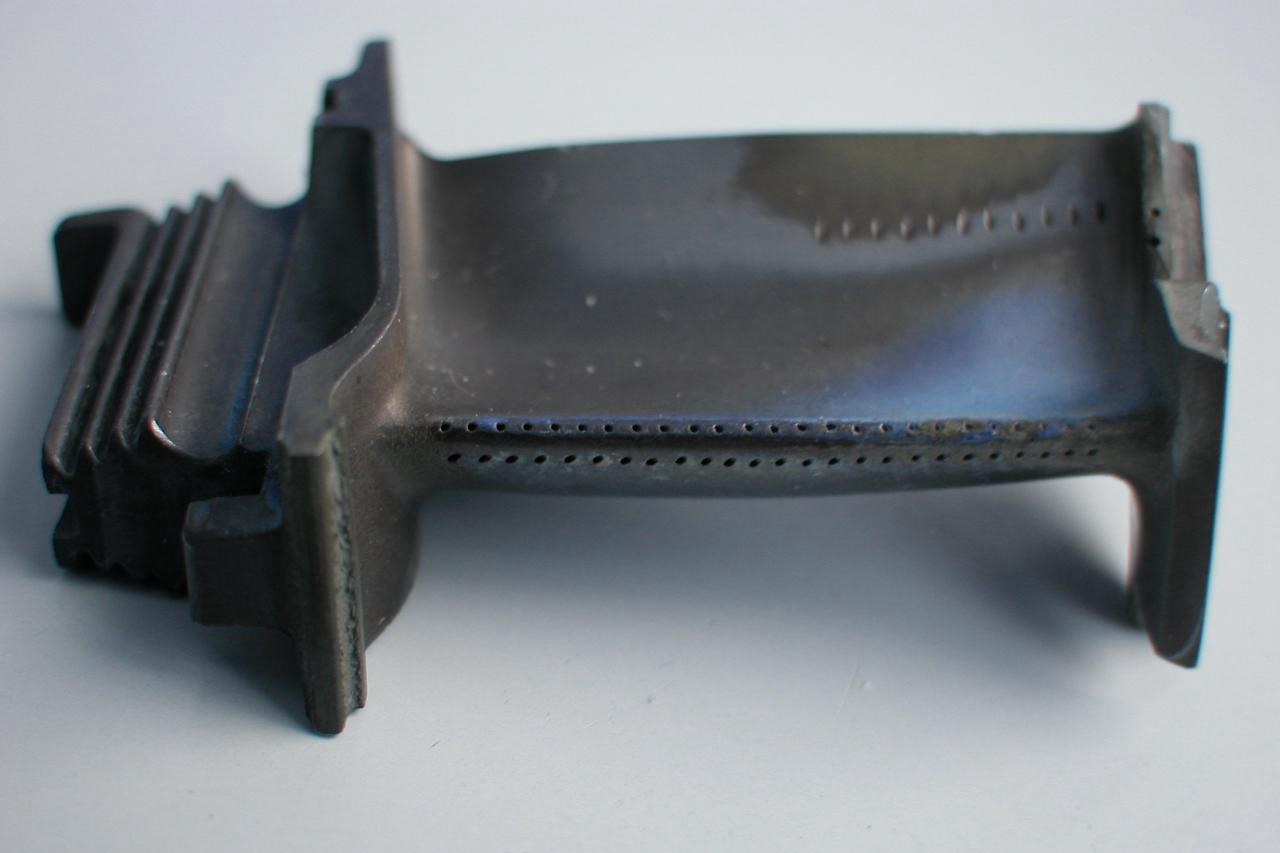
Ein Luft- und Raumfahrt-OEM benötigte Stabilisierung und Auslagerung für CMSX-10 Turbinenschaufeln mit 3D-Kühlkanälen. Die Schaufeln wurden bei 1165°C für 4,5 Stunden stabilisiert, gefolgt von einer Auslagerung bei 870°C und 760°C. Die REM-Auswertung bestätigte vollständige γ′-Ausscheidung, keine Rekristallisation und eine Karbidverteilung, die mit den OEM-Mikrostrukturspezifikationen übereinstimmte.
Behandelte CMSX-Komponenten und Branchen
Komponente | Legierung | Prozess | Branche |
|---|---|---|---|
HPT-Schaufel (Hochdruckturbine) | CMSX-4 | Stabilisierung + Zweifachauslagerung | |
Schürzensegment | CMSX-6 | Glühen + Auslagern | |
Rotorprofil | CMSX-2 | HIP + Auslagern | |
Leitschaufel-Cluster | CMSX-10 | Spannungsarmglühen + Auslagern |
Alle Komponenten durchlaufen nach der Bearbeitung metallografische Validierung, Härteprüfung und Profilinspektion.
Herausforderungen bei der CMSX-Wärmebehandlung
Rekristallisationsrisiko, wenn Aufheiz- oder Abschreckraten nicht kontrolliert werden
Unvollständige γ′-Bildung verringert die Kriechbeständigkeit und Festigkeit
Oberflächenoxidation in unkontrollierten Ofenumgebungen verschlechtert die Bauteillebensdauer
Verzug von Plattform und Hinterkante aufgrund von Temperaturgradienten
Fremdkornbildung beeinträchtigt die Einkristallintegrität und -orientierung
Technische Lösungen aus der CMSX-Wärmebehandlungswerkstatt
Mehrzonen-Ofensteuerung ±2°C für thermische Gleichmäßigkeit über den Schaufelchargen
Vakuumglühen mit <10⁻⁵ Torr für oxidationsfreie Ergebnisse
Zeitgesteuerte Zweifachauslagerung für optimierte γ′-Größe (Ziel 300–500 nm)
Orientierungsgeschützte Vorrichtungen zur Vermeidung von Plattformbewegungen während der Wärmezyklen
Ergebnisse und Validierung
Durchführung der Wärmebehandlung
Die Öfen hielten eine Gleichmäßigkeit innerhalb von ±2°C. Alle Schaufeln wurden einzeln mit Chargen-ID, thermischen Kurven und Echtzeitprotokollierung verfolgt. Gesamte thermische Zykluszeit: 23 Stunden.
Metallurgische Ergebnisse
Die Endmikrostruktur zeigte eine homogene γ′-Verteilung über Plattform und Profil. Keine Rekristallisation festgestellt. Erreichte Härte 400–430 HV mit minimaler Streuung über die Chargen.
Endprüfung
CMM-Prüfung bestätigte keine Verformung über ±0,02 mm hinaus. Röntgenprüfung zeigte strukturelle Integrität. REM-Analyse validierte die Phasenmorphologie und Korngrenzen.
Häufig gestellte Fragen (FAQ)
Welcher Auslagerungszyklus wird für CMSX-4 Turbinenschaufeln verwendet?
Können CMSX-10 Schaufeln ohne Rekristallisationsrisiko bearbeitet werden?
Wie wird die γ′-Ausscheidungsgröße während der Auslagerung kontrolliert?
Welche Prüfmethoden bestätigen die Einkristallintegrität nach der Wärmebehandlung?
Bieten Sie HIP- und Wärmebehandlungsintegration für CMSX-Gussteile an?
