Stellite 6K 精密铸造汽轮机导叶制造商
简介
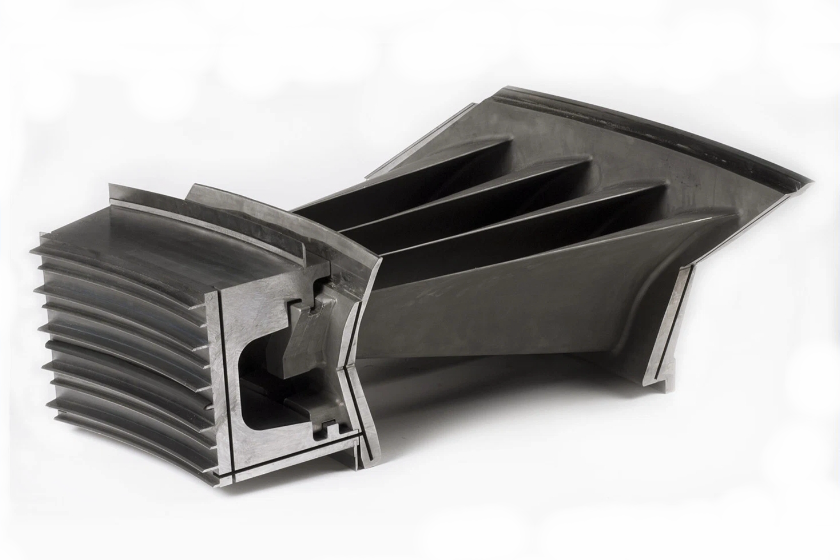
Stellite 6K 是一种钴基合金,专为卓越的抗咬合性、优异的耐侵蚀和耐腐蚀性以及高温机械强度而设计。作为一家专业的精密铸造制造商,我们生产的 Stellite 6K 汽轮机导叶尺寸公差为 ±0.05 毫米,晶粒结构经过优化,具有高周疲劳抗力。
我们的铸件满足现代汽轮机系统的关键需求,在恶劣的工业环境中提供更长的使用寿命和稳定的热性能。
核心技术:Stellite 6K 精密熔模铸造
我们的 Stellite 6K 涡轮叶片通过精密熔模铸造生产,采用多层陶瓷壳型(8-10 层涂料),在约 1430°C 下真空熔炼,并在 1000-1100°C 下进行模具预热。以 40-90°C/分钟的速度控制凝固,可获得 0.5-2 毫米的等轴晶粒尺寸和低于 1% 的铸造孔隙率,确保在高工作温度下具有优异的疲劳性能和结构完整性。
Stellite 6K 合金的材料特性
Stellite 6K 是一种耐磨的钴铬合金,具有优异的冶金稳定性,是涡轮机中旋转和静止部件的理想选择。主要性能包括:
性能 | 数值 |
|---|---|
熔化范围 | 1380–1430°C |
密度 | 8.45 g/cm³ |
抗拉强度(室温) | 870 MPa |
屈服强度 | 610 MPa |
硬度(HRC) | 38–44 HRC |
抗咬合性 | 优异 |
热稳定性 | 高达 900°C |
耐侵蚀/耐腐蚀性 | 优异 |
Stellite 6K 的细碳化物弥散分布和均衡的机械强度使其非常适合暴露于湿蒸汽侵蚀、氧化和滑动磨损的精密铸造导叶。
案例研究:Stellite 6K 汽轮机导叶
项目背景
一家火力发电站需要为 350 MW 汽轮机提供导叶,该汽轮机在饱和和过热蒸汽流下运行,并频繁进行负荷循环。我们的解决方案:精密铸造的 Stellite 6K 导叶,符合 ASTM F75 标准和公用事业级公差,其表面完整性和疲劳抗力针对长维护间隔期进行了定制。
典型汽轮机叶片应用
GE D11 控制级导叶: 部署在 GE D11 汽轮机的控制级,这些导叶承受极端入口压力和高速蒸汽,侵蚀和冲击疲劳最为关键。
西门子 SST-5000 中压(IP)叶片: 用于 IP 级的 Stellite 6K 叶片在联合循环应用中典型的中等温度和波动载荷下保持优异的边缘保持性和形状。
斗山 SKD 低压排气叶片: 位于大型基荷涡轮机的低压部分,这些叶片承受潮湿、大流量的蒸汽条件,通常会加速空蚀和表面侵蚀。
阿尔斯通 GRT 可变导叶: 适用于先进涡轮机升级中的改造或模块化几何形状,这些系统中的 Stellite 6K 叶片在压力调节级的旋转调整下提供高抗咬合性。
这些模型展示了 Stellite 6K 在各种原始设备制造商涡轮机平台和运行阶段的通用性,提供了增强的热和机械可靠性。
导叶制造解决方案
铸造工艺 采用陶瓷壳型的失蜡熔模铸造确保了尺寸一致性(±0.05 毫米)和几何复杂性。在约 1430°C 下真空浇注和在约 1050°C 下模具预热,可在叶片表面获得精细的微观结构和均匀的碳化物分布。
后处理 叶片在约 1180°C 和 100 MPa 下进行热等静压处理,以消除残余孔隙并提高机械均匀性。最终机加工确保叶根、安装孔和密封接口的公差。
表面处理 为了增加耐用性,可选择性地对表面进行耐侵蚀陶瓷或金属涂层处理。钝化和抛光可降低表面粗糙度,最大限度地减少高速蒸汽液滴造成的侵蚀。
测试与检验 每个叶片都经过数字X 射线检测、CMM 尺寸验证以及室温和高温下的拉伸测试。金相分析确认碳化物分布和晶粒结构。
汽轮机导叶的核心制造挑战
在复杂的薄壁气动几何形状上实现 ±0.05 毫米的公差。
最小化孔隙率(<1%),以确保在热循环下无裂纹性能。
控制碳化物弥散,避免侵蚀热点和结构弱化。
结果与验证
我们铸造厂提供的 Stellite 6K 导叶实现了:
使用 3D CMM 扫描验证尺寸一致性在 ±0.05 毫米以内。
表面硬度为 40-44 HRC,抗拉强度 ≥870 MPa。
在饱和蒸汽环境中,耐侵蚀性超过 10,000 运行小时,且没有可测量的轮廓退化。
常见问题
为什么 Stellite 6K 是汽轮机导叶应用的首选?
对于叶片生产,精密铸造相对于机加工有哪些优势?
如何在 Stellite 6K 铸件中实现尺寸精度?
哪些涂层可以进一步增强叶片的耐侵蚀性?
Stellite 6K 叶片能否设计用于改造现有的涡轮机级?
