AlSi10Mg 铝合金发动机部件 3D 打印增材制造
发动机部件 AlSi10Mg 3D 打印简介
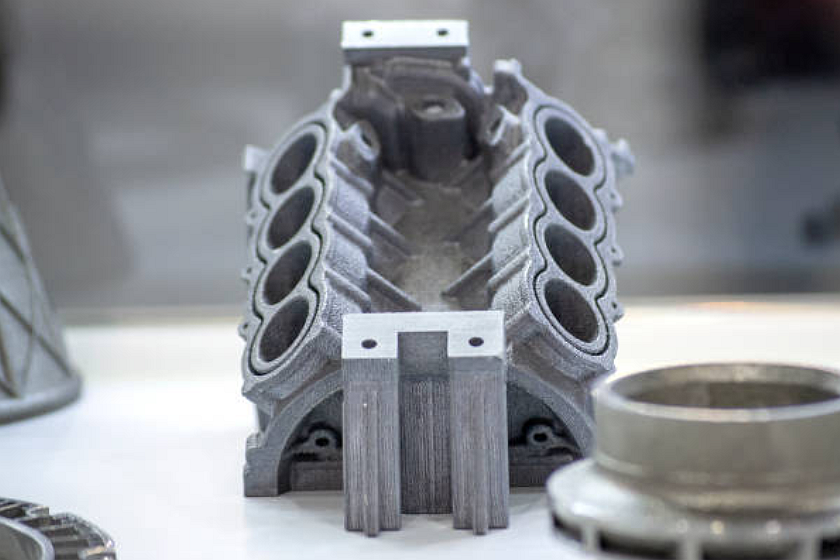
AlSi10Mg 是一种高性能铝合金,凭借其优异的强度重量比、导热性和耐腐蚀性,成为 3D 打印发动机部件的理想材料。增材制造技术能够生产具有内部冷却流道、晶格强化结构和高尺寸精度的复杂轻量化发动机零件。
在 Neway Aerotech,我们为需要优异热性能、轻量化结构及短交付周期的定制汽车和航空发动机部件提供 AlSi10Mg 增材制造服务。
AlSi10Mg 增材制造概述
材料与工艺数据
参数 | 数值 |
|---|---|
技术 | |
典型层厚 | 30–50 μm |
密度(HIP 处理后) | ≥99.5% |
极限抗拉强度 | ~320 MPa(成形态),最高可达 460 MPa(T6 态) |
延伸率 | 5–10%(热处理后) |
导热系数 | ~160 W/m·K |
工作温度限值 | ~200°C(连续工作) |
AlSi10Mg 在中等热负荷下运行的发动机部件中,提供了刚度、轻量化结构和可打印性的绝佳平衡。
为何选择 AlSi10Mg 进行发动机部件 3D 打印?
典型的 AlSi10Mg 发动机应用
部件 | 功能描述 |
|---|---|
涡轮增压器压缩机壳体 | 带有集成安装座的薄壁内冷壳体 |
气缸盖原型 | 水冷套和支撑肋,经 HIP 处理后具备气密性 |
进气歧管 | 轻量化、流体优化的流道,集成温度传感器 |
油道盖板 | 具有复杂流体路由通道且重量轻 |
电动机安装座 | 具有散热功能的结构支架,带减震特性 |
案例研究:AlSi10Mg 3D 打印涡轮增压器压缩机壳体
项目背景
一家汽车初创公司需要一种用于高性能混合动力总成的轻量化 铝制涡轮壳体。目标是将零件数量减少,并将流道、法兰和支撑肋集成到单个打印部件中。
制造流程
设计:将 4 个零件合并为 1 个设计,优化流动几何形状和内部加强筋
打印:SLM 工艺,层厚 50 μm,构建尺寸 210 × 180 × 110 mm
热处理:T6 硬化处理以提高强度和延展性
HIP:采用 热等静压 封闭微孔隙并增强耐压能力
后机加工:法兰面和螺纹凸台 精加工至 ±0.02 mm
阳极氧化:表面处理以提供防腐保护和视觉一致性
检测与验证
三坐标测量机(CMM) 检测确认几何公差在 ±0.08 mm 以内
进行 3.5 bar 内部压力泄漏测试——无变形或泄漏
X 射线 验证了 HIP 的有效性,未发现孔隙簇
通过 100 小时测功机循环测试,无裂纹或热疲劳损伤
结果与性能
3D 打印的 AlSi10Mg 涡轮壳体重量比铸造铝基准件轻 27%,并集成了三个额外的安装特征。
由于内部散热特征和随形水道,热性能提高了 15%。
公差和密封完整性超过了小批量试产验证的 OEM 规格。该设计已获批用于小系列电动汽车性能车型的集成。
常见问题解答
AlSi10Mg 打印的发动机部件需要哪些后处理?
AlSi10Mg 部件仅用于原型还是也可用于量产?
AlSi10Mg 与发动机中使用的 A356 或铸造 6061 相比如何?
AlSi10Mg 是否兼容用于防腐保护的阳极氧化或涂层?
对于发动机壳体,3D 打印铝材相较于 CNC 加工的成本效益如何?
