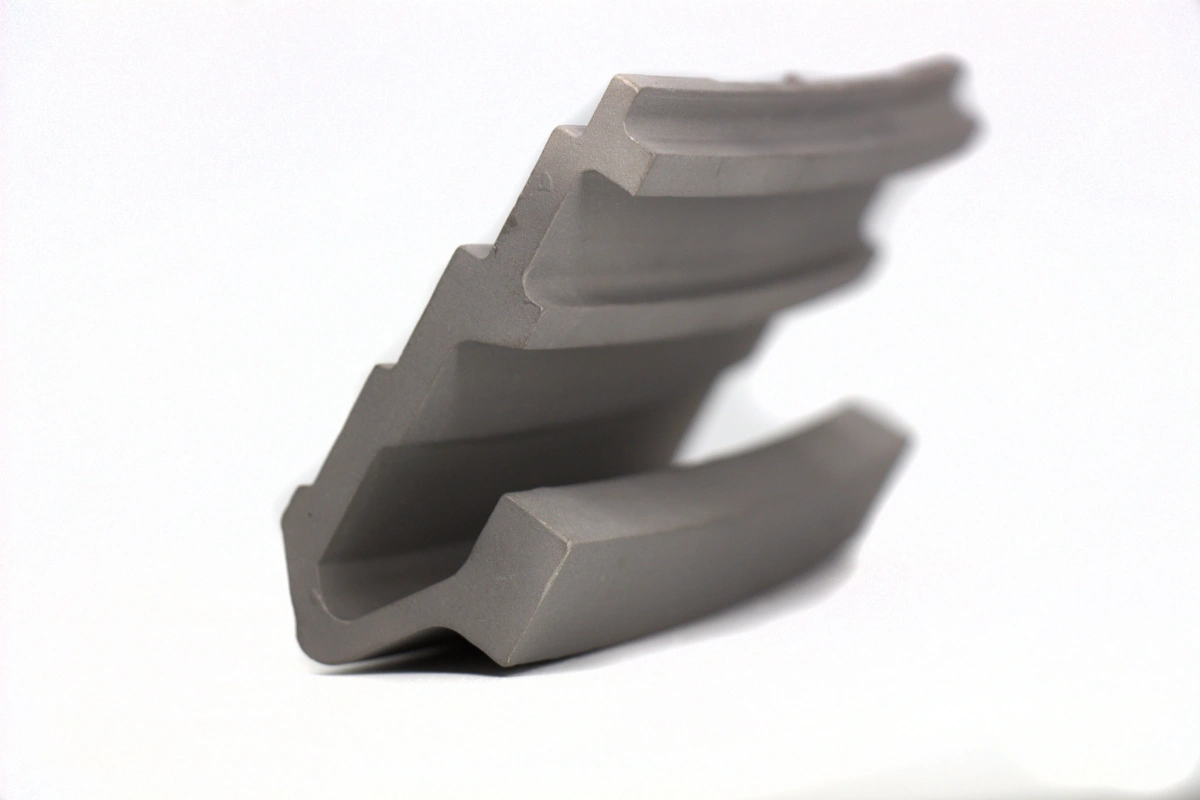
燃气轮机热端维修用涡轮叶冠和密封块
NewayAeroTech 为燃气轮机热端维修项目制造定制涡轮叶冠、密封块、叶片环段、热气流路径段、叶冠块和耐磨密封组件。这些零件可根据客户图纸、旧样件、3D 扫描数据或涡轮机型号信息进行生产,并通过铸造、CNC 加工、电火花加工 (EDM)、热处理、涂层制备和检验完成最终加工。
对于发电用燃气轮机,叶冠和密封块并非简单的保护块。它们有助于控制叶尖间隙、提高密封效率、保护周围的热端结构并维持稳定的气流路径性能。如果叶轮廓形、密封面、段块配合、涂层表面或安装接口不正确,将影响涡轮效率和热端可靠性。
NewayAeroTech 支持发电涡轮热端部件的制造,包括替换叶冠段、密封块、叶片环段和定制燃气轮机维修零件。
直接回答:定制涡轮叶冠和密封块
NewayAeroTech 为燃气轮机热端维修和更换项目提供定制涡轮叶冠和密封块。根据原始零件设计、材料要求、涂层系统和检验标准,制造路线可能包括特种合金铸造、真空熔模铸造、CNC 加工、电火花加工 (EDM)、热处理、后处理、涂层制备和最终检验。
我们的制造支持涵盖:
用于燃气轮机维修的定制涡轮叶冠
用于发电涡轮的替换密封块
叶片环段和热气流路径段的制造
叶冠块和耐磨密封组件
高温合金叶冠段的铸造和加工
小批量维修零件和长期备用叶冠供应
我们的目标是提供成品的热端叶冠和密封块替换件,确保弧形几何形状、密封表面、安装槽、段块配合、材料一致性、可涂层表面以及检验文档均受控。
涡轮叶冠和密封块的部件功能
涡轮叶冠和密封块安装在热气流路径中旋转涡轮叶片的周围。其主要功能是控制叶尖与周围静止结构之间的间隙。该间隙会影响气体泄漏、涡轮效率、叶尖摩擦风险以及热端的耐久性。
在燃气轮机运行中,叶冠和密封块执行以下重要功能:
控制叶尖间隙并减少气体泄漏
提高涡轮密封效率和级性能
保护周围机匣或支撑结构免受高温气体侵蚀
提供可更换的磨损和热防护表面
维持沿叶片路径的段块间配合
支持抵抗氧化、磨损和热疲劳的涂层系统
由于这些部件与涡轮效率和热端可靠性密切相关,替换叶冠必须严格控制弧面轮廓、密封面几何形状、安装特征和表面质量。
为何需要更换叶冠和密封块
涡轮叶冠和密封块在高温环境下运行,面临气流、叶尖相互作用、振动、氧化、涂层退化以及热循环等挑战。在长期的服务间隔内,这些条件可能会损坏叶冠表面并改变叶尖与静止密封结构之间的间隙。
常见的失效模式包括:
由反复启停循环引起的热裂纹
迎气表面的氧化或高温腐蚀
叶尖摩擦磨损或局部表面损耗
涂层剥落、起皮或侵蚀
密封面损坏或受控间隙丧失
段块变形、弯曲或相邻块之间不匹配
安装槽磨损、定位孔损坏或接口变形
停机检查期间发现的裂纹或缺陷
当磨损、裂纹、涂层失效或尺寸变化超出维修极限时,需要更换叶冠段以恢复热气流路径的密封性能和涡轮运行的可靠性。
热端叶冠和密封块的材料选项
涡轮叶冠和密封块需要能够抵抗高温、氧化、磨损、热疲劳和气流侵蚀的材料。材料选择取决于涡轮机型号、级位置、温度、叶尖相互作用、涂层系统和原始规格。
常见的材料选择包括 Inconel 合金、Stellite 合金、钴基合金、Rene 合金以及其他耐磨高温合金。对于替换零件,应尽可能遵循原始图纸或经验证的样件数据。
NewayAeroTech 支持用于镍基热端叶冠和密封件的Inconel 合金真空熔模铸造。对于耐磨和钴基应用,可审查Stellite 合金真空熔模铸造。对于先进的涡轮热端项目,Rene 合金真空熔模铸造可支持材料比较和替换零件开发。
材料家族 | 在叶冠项目中的典型用途 | 选择考量 |
|---|---|---|
Inconel 合金 | 镍基叶冠、密封块和热气流路径组件 | 适用于高温强度、抗氧化性和铸造高温合金性能 |
Stellite 合金 | 耐磨密封块和热端密封表面 | 当需要耐磨性、抗高温腐蚀性和钴合金耐久性时适用 |
Rene 合金 | 先进涡轮热端叶冠及相关组件 | 当原始设计要求更高的热端性能时可予以审查 |
耐磨高温合金 | 叶尖密封区和可更换的热气流路径耐磨件 | 根据摩擦条件、涂层系统、氧化暴露情况和维修策略进行选择 |
涡轮叶冠和密封块的制造路线
叶冠和密封块通常需要组合制造路线,因为这些零件包含铸造几何形状、弧形曲面、安装特征、密封面和涂层控制区域。铸造形成近净成形毛坯,而 CNC 加工则完成控制装配和段块配合的接口。
典型路线可能包括:
审查涡轮机型号、级位置、图纸、旧样件或 3D 扫描数据
确认合金牌号、铸造路线、涂层要求和检验标准
生产铸造工装、蜡模、陶瓷壳和加工余量
通过特种合金铸造或真空熔模铸造铸造叶冠或密封块毛坯
根据材料要求实施热处理或铸后处理
加工弧形表面、密封面、安装槽、定位孔和基准区域
在需要时使用电火花加工 (EDM) 处理槽、窄特征、尖锐内角或刀具难以触及的区域
为涂层、耐磨处理或客户指定的后处理准备表面
检验弧面轮廓、段块配合、密封表面、铸造致密性和最终尺寸
NewayAeroTech 提供用于涡轮叶冠的特种合金铸造,需综合考虑高温材料行为、几何形状和下游加工要求。对于近净成形高温合金毛坯,用于叶冠段的真空熔模铸造也可支持复杂的热端替换零件。
密封块的 CNC 加工重点
CNC 加工对于涡轮叶冠和密封块至关重要,因为这些零件必须精确贴合叶片路径并保持受控的密封表面。铸造毛坯提供主要材料和形状,但加工决定了最终功能。
NewayAeroTech 提供用于密封块的高温合金 CNC 加工,包括镍基、钴基和耐磨高温合金材料。
加工重点包括:
内外弧形轮廓
密封面和叶尖间隙表面
安装槽、凹槽和固定特征
定位孔和装配参考特征
段块间的配合表面
用于三坐标测量机 (CMM) 和弧面检验的基准面
涂层余量表面和遮蔽边界
加工基准的选择非常重要,因为段块几何形状必须同时匹配涡轮机匣和相邻的叶冠段。局部尺寸可能正确,但如果弧面几何形状和配合表面未协调一致,段块仍可能无法正确装配。
叶冠段的电火花加工 (EDM) 和局部特征处理
某些叶冠段包含窄槽、倒扣、尖角、冷却相关开口或刀具难以触及的几何形状。当材料为硬质镍基或钴基高温合金时,这些特征可能难以通过传统切削刀具进行加工。
在传统加工产生过大切削力或刀具 access 受限的情况下,可使用 EDM 处理局部特征。对于密封块,EDM 加工应控制:
槽宽和边界精度
尖锐内角的几何形状
局部孔或开口的尺寸
重铸层和边缘状况
涂层或最终检验前的 EDM 后清洗
与密封表面和耐磨涂层区域的兼容性
如果 EDM 特征位于密封表面或涂层边界附近,工艺流程应与最终检验和后处理要求相协调。
热端叶冠的后处理和涂层制备
热端叶冠和密封块在交付前可能需要热处理、应力消除、表面清洁、涂层制备、抛光或耐磨表面处理。正确的后处理路线取决于材料牌号、涂层系统、服务温度和原始设计。
NewayAeroTech 支持高温合金后处理和涂层制备,将铸造、加工、表面状态控制、涂层制备和最终检验连接成一个完整的制造工作流程。
后处理可能包括:
用于材料状态和微观组织控制的热处理
在需要时对加工或 EDM 后进行应力消除
表面清洁和氧化物去除
为抗氧化、可磨耗或热障涂层系统进行涂层制备
围绕槽、孔和密封面的去毛刺和边缘精整
检验和交付前的最终表面审查
应在最终加工前考虑涂层余量。如果涂层厚度改变了密封面、段块配合或叶尖间隙表面,零件可能通过涂层前检验,但在涂层后的最终装配中失败。
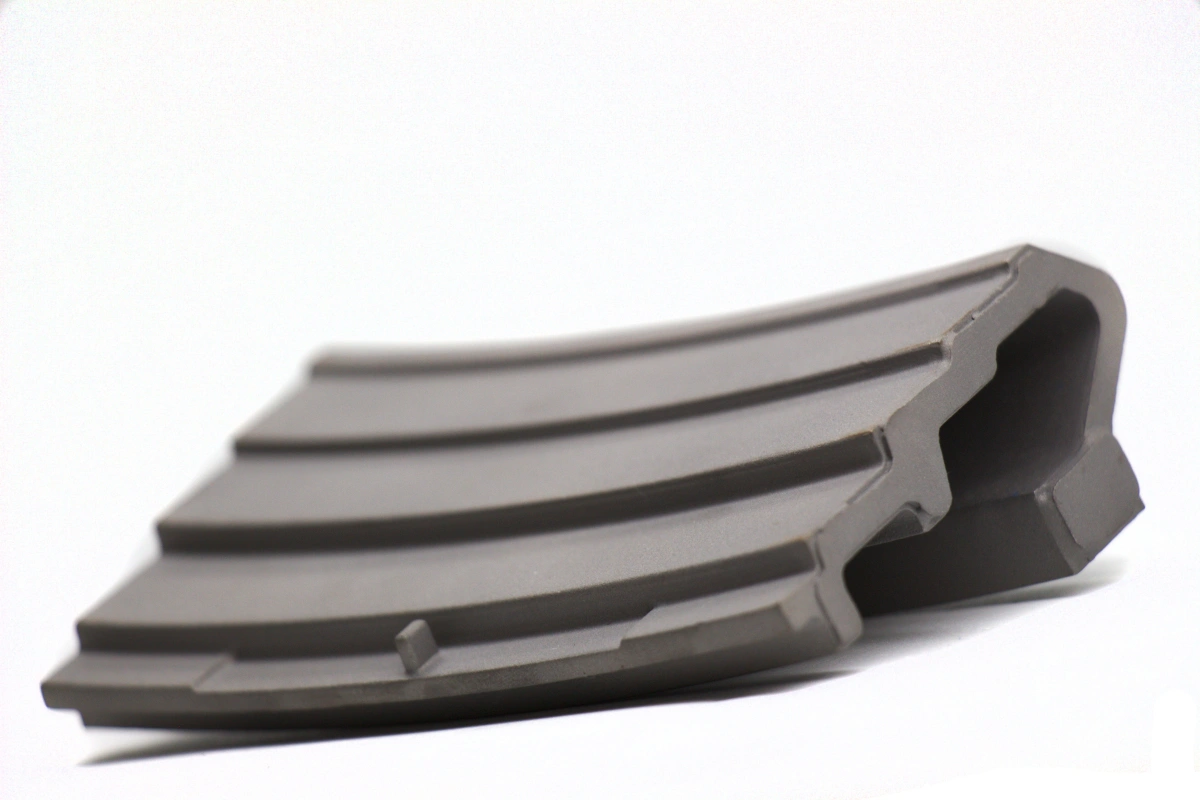
涡轮叶冠和密封块的关键几何形状
涡轮叶冠和密封块必须保持精确的弧面几何形状和段块间配合。这些零件通常作为多个段块组装在涡轮叶片路径周围,因此局部误差可能会累积并影响整个环形组件。
关键几何形状包括:
内弧轮廓和叶尖间隙表面
外弧轮廓和机匣接口
段块端面及相邻段块间的间隙控制
密封面和耐磨接触区域
安装槽、挂钩、凹槽和固定特征
定位孔和基准面
涂层边界和遮蔽区域
如果弧面几何形状不正确,组装后的叶冠环可能会导致叶尖间隙不均匀。如果密封表面受损或不准确,高温气体泄漏可能会增加。如果段块接口不一致,服役期间的装配应力和局部磨损可能会加剧。
涡轮叶冠和密封块的检验
检验至关重要,因为涡轮叶冠和密封块必须同时满足铸造质量和装配几何形状的要求。完整的检验计划应验证材料、铸造致密性、弧面轮廓、段块配合、密封表面质量和最终尺寸。
检验项目 | 检查内容 | 重要性 |
|---|---|---|
弧面轮廓 | 内半径、外半径、曲率、叶片路径几何形状 | 控制叶尖间隙和段块环配合 |
段块配合 | 端面、间隙、配合表面、组装段块的连续性 | 防止泄漏、装配应力和不均匀磨损 |
密封表面尺寸 | 平面度、轮廓、涂层余量、磨损表面几何形状 | 支持密封效率和受控的叶尖间隙 |
FPI (荧光渗透检测) | 表面裂纹和开放性缺陷 | 在涂层、装配或交付前识别裂纹风险 |
X 射线或 CT | 内部气孔、缩松、夹杂物、隐藏铸造缺陷 | 验证热端服役的铸造致密性 |
CMM 检验 | 安装槽、定位孔、基准面、配合几何形状 | 确认尺寸精度和装配可靠性 |
应在报价前确认检验要求,因为弧面检验、段块配合检查、FPI、X 射线、CT、CMM 和涂层相关检验会影响成本和交货周期。
叶冠和密封块更换的逆向工程支持
许多燃气轮机叶冠和密封块更换项目始于磨损零件、不完整的图纸或 3D 扫描数据。逆向工程必须识别原始的功能几何形状,而不是复制服役损伤。
NewayAeroTech 可基于以下内容审查更换项目:
原始图纸和 3D CAD 文件
旧叶冠或密封块样件
3D 扫描数据和重建模型
显示裂纹、氧化、摩擦磨损、涂层脱落或密封损坏的照片
旧零件的材料分析
涡轮机型号、级号和热端运行条件
对于磨损的密封块,不应盲目复制叶片摩擦痕迹、涂层脱落、氧化表面、变形的端面或损坏的安装槽。替换零件应围绕功能性弧面几何形状、密封表面和装配配合进行重建。
热端叶冠维修项目的供应商价值
合格的涡轮叶冠供应商应提供的不仅仅是铸造能力。供应商应了解叶尖间隙、密封功能、材料选择、铸造路线、加工基准、涂层余量、段块配合和检验规划。
NewayAeroTech 通过提供以下支持来协助热端叶冠维修和更换项目:
高温合金和耐磨材料审查
特种合金铸造和真空熔模铸造选项
用于弧面轮廓、密封面、安装槽和基准特征的 CNC 加工
针对槽、孔、尖角和刀具难以触及特征的 EDM 审查
热处理、表面清洁和涂层制备支持
弧面轮廓、段块配合、FPI、X 射线、CMM 和最终检验规划
原型、小批量维修零件和长期备用叶冠制造
这种集成路线有助于减少铸造、加工、涂层和检验供应商之间的沟通差距,特别是在维修项目具有紧张的电厂停机时间表时。
涡轮叶冠和密封块的询价单 (RFQ) 检查清单
为了准确报价涡轮叶冠和密封块,客户应提供与材料、几何形状、涂层、检验和服务条件相关的技术数据。这有助于供应商评估铸造可行性、加工成本、检验要求和交付风险。
完整的询价单应包括:
涡轮机型号、级号、零件名称、零件编号和修订版本
如有,提供 2D 图纸和 3D CAD 文件
如需逆向工程,提供旧叶冠样件、照片或 3D 扫描数据
所需材料牌号,如 Inconel、Stellite、Rene 合金、钴合金或客户指定的高温合金
铸造路线要求,如特种合金铸造或真空熔模铸造
热处理、涂层、可磨耗表面或后处理要求
弧面轮廓、密封面、叶尖间隙表面、安装槽和段块配合要求
检验要求,如 FPI、X 射线、CT、CMM、材料报告、弧面检验或涂层检验
原型、维修批次或长期备用零件计划的数量
交货时间表、停机时间、包装和文档要求
如果项目基于磨损样件,客户应指明摩擦区域、磨损的密封表面、涂层脱落、裂纹、氧化损伤、变形的段块末端和功能性安装特征。这有助于防止逆向工程错误并支持可靠的热端更换制造。
结论
用于燃气轮机热端维修的涡轮叶冠和密封块需要严格控制材料、铸造质量、弧面几何形状、密封表面、段块配合、涂层制备和检验。这些部件有助于控制叶尖间隙、提高密封效率、保护热端结构并维持燃气轮机性能。
NewayAeroTech 支持根据图纸、旧零件、3D 扫描数据或涡轮机型号信息进行定制涡轮叶冠和密封块制造。我们的能力包括特种合金铸造、真空熔模铸造、高温合金 CNC 加工、EDM 特征处理、后处理、涂层制备、弧面检验、段块配合检查、FPI、X 射线、CMM 和最终文档编制。
如需涡轮叶冠或密封块维修零件的报价,请发送涡轮机型号、级号、零件编号、2D 图纸、3D 文件、样件照片、材料要求、涂层要求、检验标准、数量和交货目标。我们的工程团队可以为您的燃气轮机热端维修项目审查最合适的制造路线。
