एयरोस्पेस टर्बाइन रोटर घटकों के लिए सुपरलॉय सीएनसी मशीनिंग
जैसे-जैसे वैश्विक एयरोस्पेस प्रणोदन कार्यक्रम उच्च थ्रस्ट-टू-वेट अनुपात और तापीय दक्षता की ओर बढ़ रहे हैं, परिशुद्धता से मशीन किए गए सुपरलॉय टर्बाइन घटकों की मांग लगातार बढ़ रही है। 2024 में, केवल एयरोस्पेस सीएनसी मशीनिंग क्षेत्र ने 5.3 अरब अमेरिकी डॉलर से अधिक का आंकड़ा पार कर लिया, जिसमें टर्बाइन रोटर उच्च तापमान मिश्र धातु के उपयोग का 32% से अधिक हिस्सा रखते हैं।
Neway AeroTech इस क्षेत्र में महत्वपूर्ण समाधान प्रदान करता है। हमारी Inconel, Rene, और Nimonic मिश्र धातुओं की उन्नत सीएनसी मशीनिंग 15,000 आरपीएम और 1000°C से ऊपर संचालित होने वाले टर्बाइन रोटरों के लिए बेहतर आयामी स्थिरता, थकान प्रतिरोध और प्रदर्शन को सक्षम बनाती है।
सुपरलॉय सीएनसी मशीनिंग की मुख्य तकनीक
Neway AeroTech में सुपरलॉय सीएनसी मशीनिंग चरम अनुप्रयोगों के लिए परिशुद्धता, तापीय स्थिरता और टूल लाइफ अनुकूलन तकनीकों को जोड़ती है।
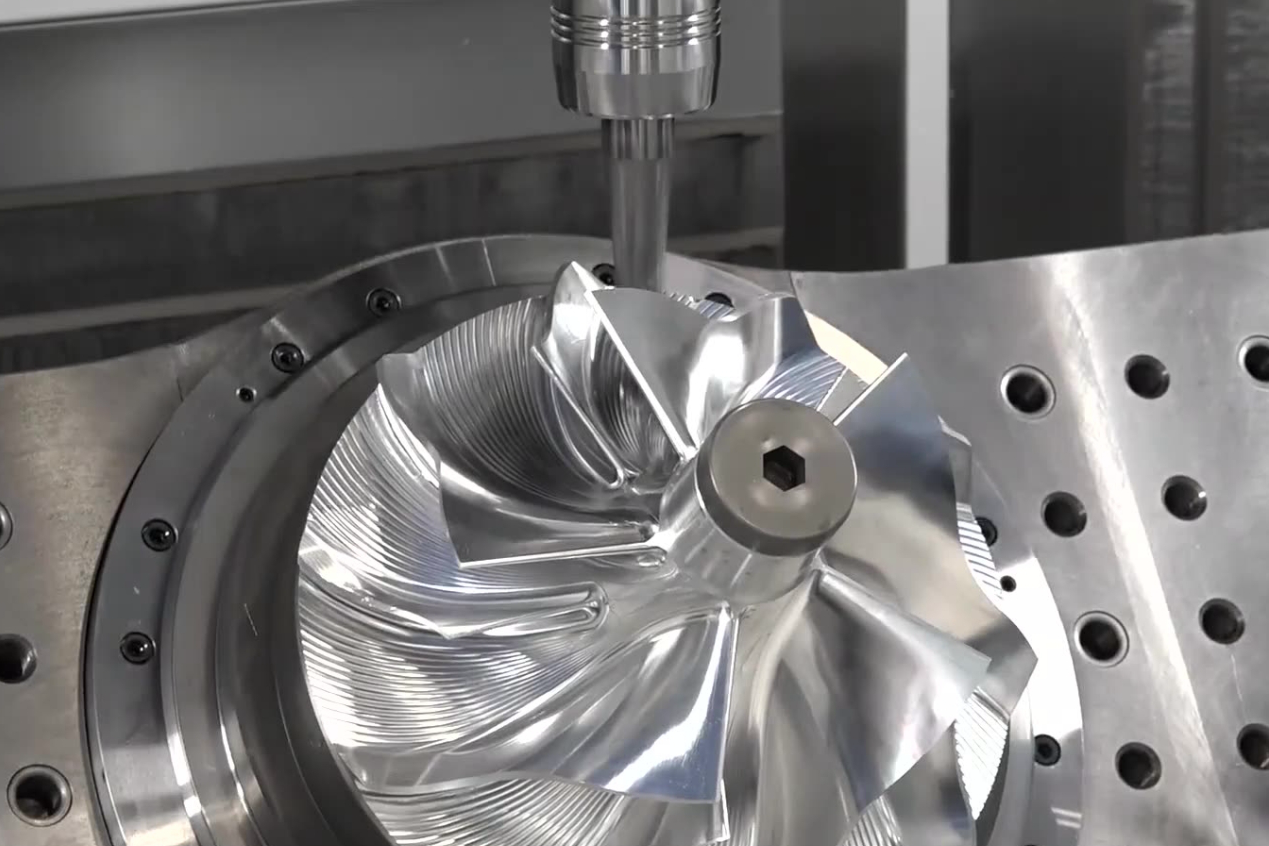
5-अक्ष सीएनसी मशीनिंग जटिल कॉन्टूर और गहरी गुहा वाले सुपरलॉय टर्बाइन घटकों के लिए पूर्ण टूल पहुंच को सक्षम बनाती है।
टूल वियर क्षतिपूर्ति एल्गोरिदम कठोर मिश्र धातु संपर्क स्थितियों के तहत विस्तृत संचालन के लिए आयामी दोहराव सुनिश्चित करते हैं।
उच्च दबाव वाले थ्रू-स्पिंडल कूलेंट सिस्टम कठिन सुपरलॉय सामग्रियों में ताप संचय को कम करते हैं और कटिंग दक्षता में सुधार करते हैं।
पोस्ट-प्रोसेस सीएमएम (CMM) और एसईएम (SEM) निरीक्षण माइक्रोन-स्तर की सहनशीलता और एयरोस्पेस-ग्रेड विनिर्देशों के अनुपालन की गारंटी देता है।
सभी मशीनिंग संचालन AS9100D और NADCAP जैसे एयरोस्पेस मानकों का पालन करते हैं, जो ±5 μm सहनशीलता तक लगातार परिशुद्धता सुनिश्चित करते हैं।
सीएनसी मशीनिंग में प्रमुख सुपरलॉय
टर्बाइन रोटर घटकों के लिए निम्नलिखित सुपरलॉय आमतौर पर उपयोग किए जाते हैं:
मिश्र धातु | अधिकतम सेवा तापमान (°C) | तन्य शक्ति (MPa) | अनुप्रयोग |
|---|---|---|---|
704 | 1240 | रोटर डिस्क, टर्बाइन हब | |
980 | 1450 | टर्बाइन ब्लेड, रोटर | |
920 | 1265 | कंप्रेसर रोटर | |
1140 | 1000 | टर्बाइन वेन रूट्स |
प्रत्येक मिश्र धातु चरम स्थितियों में क्रिप प्रतिरोध, थकान जीवन और ऑक्सीकरण सुरक्षा में विशिष्ट लाभ प्रदान करती है।
केस स्टडी: टर्बाइन रोटर घटकों की सीएनसी मशीनिंग
परियोजना की पृष्ठभूमि
एक एयरोस्पेस प्रणोदन ग्राहक को अगली पीढ़ी के सैन्य टर्बोफैन इंजन के लिए सीएनसी मशीन किए गए Inconel 718 रोटर डिस्क की आवश्यकता थी। घटक को ±0.01 मिमी के भीतर प्रोफाइल सहनशीलता और 0.008 मिमी से कम संकेंद्रिता की मांग थी। बाहरी ज्यामिति में अंडरकट, गहरी गुहाएं, और ISO H6 से सख्त बोर संरेखण सहनशीलताएं शामिल थीं।
विशिष्ट टर्बाइन रोटर घटक मॉडल और अनुप्रयोग
मॉडल | अनुप्रयोग | सामग्री | अधिकतम आरपीएम | विवरण |
|---|---|---|---|---|
TRD-950 | जेट इंजन हाई-प्रेशर रोटर | Inconel 718 | 18,000 | परिशुद्ध संतुलन, बहु-छिद्र वाला हब |
LPT-420 | लो-प्रेशर टर्बाइन डिस्क | Rene 88 | 12,000 | तनाव-मुक्त, प्रोफाइल-मिल्ड |
CPT-180 | कंप्रेसर रोटर | Nimonic 90 | 16,000 | हल्का ब्लिस्क-शैली डिज़ाइन |
ये भाग F-क्लास टर्बाइन, उन्नत यूएवी (UAVs), और सुपरसोनिक जेट जैसे विमानन प्लेटफार्मों में इंजन मॉड्यूल के लिए अभिन्न हैं।
टर्बाइन रोटर घटकों की सीएनसी मशीनिंग की चुनौतियां
40 HRC से ऊपर की मिश्र धातु कठोरता और आक्रामक एज ज्यामिति आवश्यकताओं के कारण टूल वियर 0.05 मिमी/घंटे से अधिक होता है।
सुपरलॉय सतहों पर 150 मीटर/मिनट से अधिक की कटिंग गति पर 2 घंटे से अधिक के निरंतर संचालन के दौरान तापीय विकृति 0.02 मिमी से अधिक होती है।
8 μm से नीचे की बोर और शाफ्ट संरेखण सहनशीलताएं अल्ट्रा-परिशुद्ध जांच और बहु-चरण टूल पथ सुधार विधियों की मांग करती हैं।
फिनिशिंग पास के दौरान युद्धन (warping) को रोकने के लिए रफिंग के बाद 450 MPa तक के अवशिष्ट तनाव को कम किया जाना चाहिए।
8×D से गहरी गुहाओं में चिप निकासी के लिए अनुकूलित फ्लूट ज्यामिति और 80 बार से अधिक कूलेंट दबाव की आवश्यकता होती है।
टर्बाइन रोटर घटकों के सीएनसी मशीनिंग समाधान
तरल नाइट्रोजन का उपयोग करके -196°C पर क्रायोजेनिक मशीनिंग ने टूल वियर को 25% तक कम किया और सतह की अखंडता को काफी बेहतर बनाया।
ट्रोकोइडल मिलिंग के साथ अनुकूली रफिंग टूलपाथ ने कई गुहा प्रोफाइल में टूल दबाव को कम किया और साइकिल समय को लगभग 18% तक कम किया।
3D स्कैनिंग के साथ ऑन-मशीन प्रोबिंग ने 6 μm के भीतर बोर संरेखण सटीकता सुनिश्चित की और मानव निरीक्षण हस्तक्षेप को 60% तक कम किया।
अंतिम फिनिश मशीनिंग से पहले 98% आंतरिक सरंध्रता को खत्म करने के लिए 1030°C और 100 MPa पर हॉट आइसोस्टैटिक प्रेसिंग (HIP) किया गया।
1000°C संचालन तापमान के तंत्र यांत्रिक प्रदर्शन सुनिश्चित करने के लिए मशीनिंग से पहले ±0.03 wt% के भीतर तत्व स्थिरता की पुष्टि करने के लिए GDMS मिश्र धातु सत्यापन किया गया।
परिणाम और सत्यापन
विनिर्माण: रोटर डिस्क को 5-अक्ष मशीनिंग सेंटर पर मशीन किया गया, जिसने ±5 μm के भीतर आयामी सटीकता और 0.007 मिमी की गोलता प्राप्त की, 0.006 मिमी से कम संकेंद्रता टीआईआर (TIR) के साथ 18,000 आरपीएम परिचालन गति के लिए संतुलन बनाए रखा।
फिनिशिंग: 0.02 मिमी/रेव के नियंत्रित फीड और 1800 आरपीएम की अनुकूलित स्पिंडल गति के साथ हीरा फिनिशिंग टूल का उपयोग करके सतह की खुरदरापन को Ra .4 μm तक कम किया गया, जिससे थकान जीवन में काफी सुधार हुआ।
पोस्ट-प्रोसेसिंग: 980°C सेवा तापमान पर यांत्रिक शक्ति प्रतिधारण सुनिश्चित करने के लिए 4 घंटे के लिए 1030°C और 100 MPa पर HIP उपचार ने रिक्तियों को समाप्त किया और समदैशिक दानेदार संरचना को बहाल किया।
परीक्षण: सीएमएम (CMM) निरीक्षण ने 100% सहनशीलता अनुपालन की पुष्टि की; एक्स-रे, एसईएम (SEM), और जीडीएमएस (GDMS) विश्लेषण ने सामग्री की एक समानता को सत्यापित किया, जिसमें थकान परीक्षणों ने ग्राहक की आधार रेखा आवश्यकता की तुलना में 1.5 गुना लंबी सेवा जीवन दिखाई।
अक्सर पूछे जाने वाले प्रश्न (FAQs)
सीएनसी मशीन किए गए टर्बाइन रोटर के लिए प्राप्त करने योग्य विशिष्ट सहनशीलताएं क्या हैं?
आप मोटे खंड वाले सुपरलॉय भागों में अवशिष्ट तनाव को कैसे संभालते हैं?
एयरोस्पेस रोटर पार्ट आपूर्तिकर्ताओं के लिए किन प्रमाणपत्रों की आवश्यकता होती है?
क्या आप सिंगल-क्रिस्टल और इक्विआक्स्ड सुपरलॉय घटकों दोनों को मशीन कर सकते हैं?
महत्वपूर्ण रोटर डिस्क के लिए बोर-टू-हब संकेंद्रता को कैसे सुनिश्चित किया जाता है?
