इंजन पार्ट्स के लिए एल्युमीनियम AlSi10Mg 3D प्रिंटिंग एडिटिव मैन्युफैक्चरिंग
इंजन घटकों के लिए AlSi10Mg 3D प्रिंटिंग का परिचय
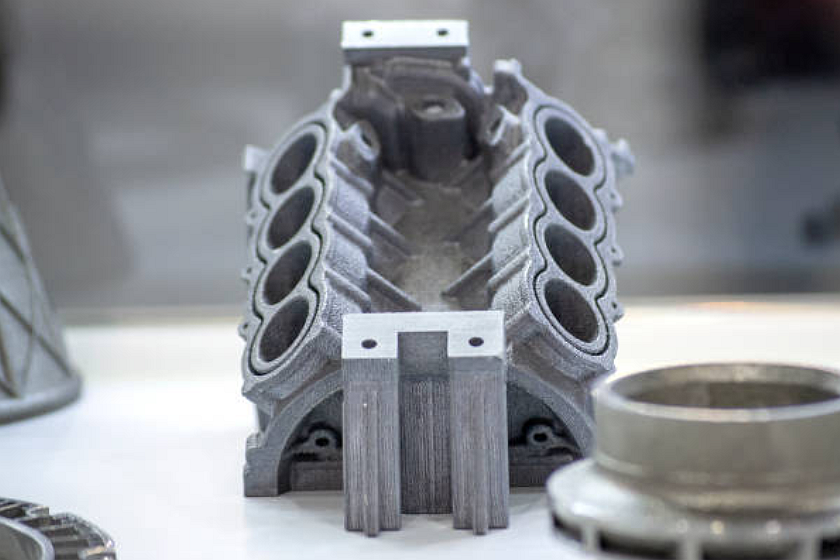
AlSi10Mg एक उच्च-प्रदर्शन वाला एल्युमीनियम मिश्र धातु है जो अपने उत्कृष्ट स्ट्रेंथ-टू-वेट अनुपात, तापीय चालकता और संक्षारण प्रतिरोध के कारण इंजन घटकों की 3D प्रिंटिंग के लिए आदर्श है। एडिटिव मैन्युफैक्चरिंग आंतरिक कूलिंग पथ, लैटिस रीइन्फोर्समेंट और उच्च आयामी सटीकता वाले जटिल, हल्के इंजन पार्ट्स के उत्पादन को सक्षम बनाता है।
Neway Aerotech में, हम थर्मल प्रदर्शन, हल्की संरचना और कम लीड टाइम की आवश्यकता वाले कस्टम ऑटोमोटिव और एयरोस्पेस इंजन घटकों के लिए AlSi10Mg एडिटिव मैन्युफैक्चरिंग सेवाएं प्रदान करते हैं।
AlSi10Mg एडिटिव मैन्युफैक्चरिंग का अवलोकन
सामग्री और प्रक्रिया डेटा
पैरामीटर | मान |
|---|---|
प्रौद्योगिकी | |
विशिष्ट लेयर मोटाई | 30–50 μm |
घनत्व (HIP के बाद) | ≥99.5% |
अंतिम तन्य शक्ति (Ultimate Tensile Strength) | ~320 MPa (जैसा-निर्मित), 460 MPa तक (T6) |
दीर्घीकरण (Elongation) | 5–10% (हीट ट्रीटमेंट के बाद) |
तापीय चालकता | ~160 W/m·K |
संचालन तापमान सीमा | ~200°C (निरंतर) |
AlSi10Mg मध्यम ऊष्मा और भार के तहत संचालित होने वाले इंजन घटकों के लिए कठोरता, हल्की संरचना और प्रिंट करने की क्षमता का एक उत्कृष्ट संतुलन प्रदान करता है।
3D प्रिंटेड इंजन पार्ट्स के लिए AlSi10Mg क्यों?
हल्की संरचना इंजनों में घूर्णी द्रव्यमान और जड़त्व को कम करती है
कन्फॉर्मल चैनलों और लैटिस संरचनाओं के साथ बेहतर आंतरिक कूलिंग प्राप्त किया जा सकता है
इंजन हाउसिंग, मेनिफोल्ड्स, इम्पेलर्स और माउंट्स के लिए तीव्र पुनरावृत्ति
विशिष्ट AlSi10Mg इंजन अनुप्रयोग
घटक | कार्यात्मक विवरण |
|---|---|
टर्बो कंप्रेसर हाउसिंग | एकीकृत माउंट के साथ पतली दीवार वाली, आंतरिक रूप से ठंडी हाउसिंग |
सिलिंडर हेड प्रोटोटाइप | जल-ठंडा जैकेट और सपोर्ट रिब, HIP के बाद दबाव-रोधी |
इंटेक मेनिफोल्ड | एकीकृत तापमान सेंसर के साथ हल्का, प्रवाह-अनुकूलित रनर |
ऑयल चैनल कवर | कम वजन वाले जटिल तरल रूटिंग चैनल |
इलेक्ट्रिक मोटर माउंट | कंपन अवशोषण सुविधाओं के साथ ऊष्मा अपव्ययी संरचनात्मक ब्रैकेट |
केस स्टडी: AlSi10Mg 3D प्रिंटेड टर्बो कंप्रेसर हाउसिंग
परियोजना की पृष्ठभूमि
एक ऑटोमोटिव स्टार्टअप को उच्च-प्रदर्शन वाले हाइब्रिड पावरट्रेन के लिए एक हल्के एल्युमीनियम टर्बो हाउसिंग की आवश्यकता थी। लक्ष्य पार्ट की संख्या को कम करना और प्रवाह मार्ग, फ्लैंज और सपोर्ट रिब को एक ही प्रिंटेड घटक में एकीकृत करना था।
विनिर्माण वर्कफ़्लो
डिज़ाइन: अनुकूलित प्रवाह ज्यामिति और आंतरिक कठोरीकरण के साथ 4 पार्टों को 1 डिज़ाइन में консоलिडेट किया गया
प्रिंटिंग: SLM, 50 μm लेयर, बिल्ड साइज 21 × 180 × 110 मिमी
हीट ट्रीटमेंट: शक्ति और लचीलेपन में सुधार के लिए T6 हार्डनिंग
HIP: माइक्रो-पोरोसिटी को सील करने और दबाव प्रतिरोध को बढ़ाने के लिए हॉट आइसोस्टैटिक प्रेसिंग
पोस्ट-मशीनिंग: फ्लैंज फेस और थ्रेडेड बॉस को ±0.02 मिमी तक फिनिश किया गया
एनोडाइजिंग: संक्षारण सुरक्षा और दृश्य एकरूपता के लिए सतह उपचारित
निरीक्षण और सत्यापन
CMM निरीक्षण ने ±0.08 मिमी के भीतर ज्यामितीय सहनशीलता की पुष्टि की
3.5 बार आंतरिक दबाव के लिए लीक टेस्ट किया गया—कोई विरूपण या रिसाव नहीं
एक्स-रे ने किसी भी छिद्र क्लस्टर के बिना HIP प्रभावशीलता को सत्यापित किया
शून्य दरार या थर्मल थकान क्षति के साथ 100-घंटे के डायनो साइकिल टेस्ट को पास किया
परिणाम और प्रदर्शन
3D प्रिंटेड AlSi10Mg टर्बो हाउसिंग का वजन कास्ट एल्युमीनियम बेसलाइन की तुलना में 27% कम था और इसमें तीन अतिरिक्त माउंटिंग सुविधाएं एकीकृत थीं।
आंतरिक हीट सिंक सुविधाओं और कन्फॉर्मल वॉटर चैनलों के कारण थर्मल प्रदर्शन में 15% का सुधार हुआ।
प्री-सीरीज सत्यापन के लिए सहनशीलता और सीलिंग अखंडता OEM स्पेस से अधिक थी। डिज़ाइन को छोटी श्रृंखला वाले EV प्रदर्शन वाहन एकीकरण के लिए अनुमोदित किया गया।
अक्सर पूछे जाने वाले प्रश्न (FAQs)
AlSi10Mg प्रिंटेड इंजन पार्ट्स के लिए किस पोस्ट-ट्रीटमेंट की आवश्यकता है?
क्या AlSi10Mg पार्टों का उपयोग केवल प्रोटोटाइप के लिए ही किया जा सकता है या उत्पादन के लिए भी?
इंजनों में AlSi10Mg की तुलना A356 या कास्ट 6061 से कैसे होती है?
क्या संक्षारण सुरक्षा के लिए AlSi10Mg एनोडाइजिंग या कोटिंग्स के साथ संगत है?
इंजन हाउसिंग के लिए CNC की तुलना में 3D प्रिंटेड एल्युमीनियम का लागत लाभ क्या है?
