Solutions de fraisage et de tournage CNC en superalliages pour turbocompresseurs automobiles
Solutions d'usinage à haute température pour composants de turbocompresseur de précision
Les turbocompresseurs automobiles fonctionnent dans des conditions de contrainte thermique et mécanique extrêmes, exigeant des composants manufacturés avec précision à partir de superalliages hautes performances. Des roues de compresseur et carters de turbine aux brides d'échappement et roues de compresseur, ces pièces doivent résister à des températures supérieures à 1000 °C et à des vitesses de rotation dépassant 100 000 tr/min, nécessitant des solutions ultra-précises de fraisage et tournage CNC.
Neway AeroTech fournit un usinage CNC avancé pour les pièces de turbocompresseur fabriquées en Inconel 625, Rene 41, Hastelloy X et autres superalliages coulés ou forgés, adaptés aux systèmes à combustion.
Technologies clés pour l'usinage CNC de turbocompresseurs en superalliages
L'usinage des composants de turbocompresseur exige stabilité, répétabilité et traitement à grande vitesse sur des géométries 3D complexes et des pièces à symétrie de révolution.
Fraisage CNC 5 axes pour les roues de turbine, les roues de compresseur et les surfaces d'écoulement courbes
Tournage CNC de haute précision pour les alésages d'arbres, les carters et les brides avec un faux-rond ≤ 0,005 mm
Outils avec arrosage interne pour l'usinage d'alliages résistants à la chaleur à haut régime
Centres d'usinage combinés fraisage-tournage pour des opérations en une seule fixation et une réduction du temps de cycle
Toutes les pièces sont conformes aux normes ISO/TS 16949 et IATF 16949 pour la fabrication automobile.
Superalliages couramment utilisés dans les composants de turbocompresseur automobile
Alliage | Temp. max (°C) | Limi te d'élasticité (MPa) | Applications courantes |
|---|---|---|---|
980 | 827 | Collecteurs d'échappement, roues de turbine | |
980 | 950 | Roues de compresseur, disques de turbocompresseur | |
1175 | 790 | Carters de turbocompresseur, couronnes d'aubes | |
920 | 1265 | Guides de soupape, aubes de turbo |
Ces alliages résistent au fluage thermique, à l'oxydation et à la fatigue dans des conditions de combustion cyclique.
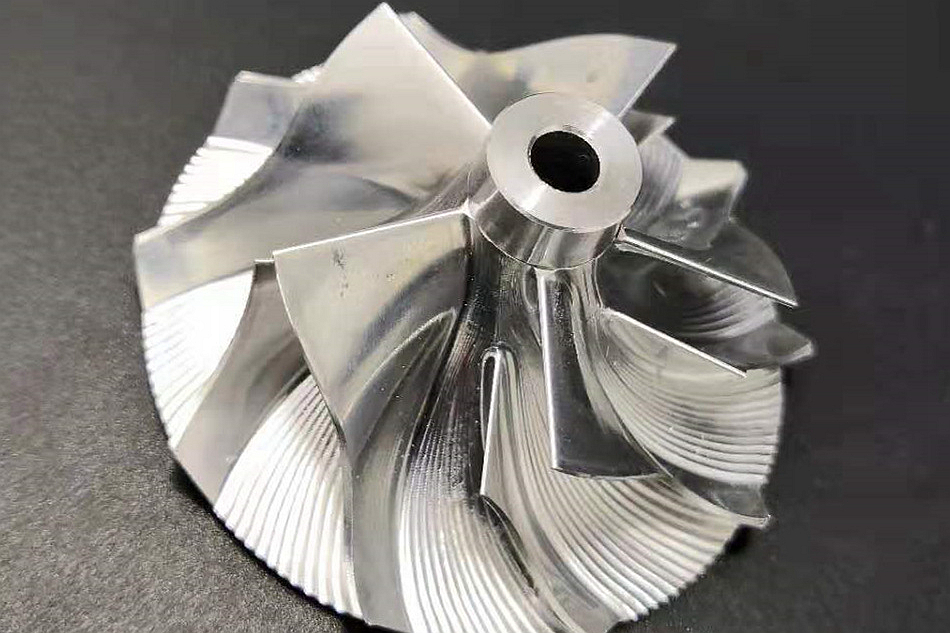
Étude de cas : Fraisage et tournage CNC de roues de compresseur de turbo en Inconel 625
Contexte du projet
Un fournisseur automobile de rang 1 a demandé l'usinage CNC de roues de compresseur en Inconel 625 comportant 12 aubes torsadées, un diamètre de 60 mm et un alésage axial de 20 mm. Tolérances requises : ±0,006 mm, rugosité Ra ≤ 0,4 μm sur les surfaces des aubes et faux-rond ≤ 0,01 mm sur l'interface d'accouplement de l'arbre.
Modèles et applications typiques de composants de turbocompresseur
Composant | Matériau | Précision | Secteur |
|---|---|---|---|
Roue de compresseur | Rene 41 | ±0,005 mm | |
Disque de turbine d'échappement | Inconel 625 | ±0,006 mm | |
Carter de palier | Hastelloy X | ±0,010 mm | |
Adaptateur de bride de turbo | Nimonic 90 | ±0,008 mm |
Toutes les pièces sont validées pour l'équilibrage massique, la résistance à la fatigue thermique et la précision de rotation.
Défis de l'usinage CNC pour les pièces de turbocompresseur en superalliages
Maintenir un faux-rond de ±0,005 mm sur les arbres tournés et les interfaces de montage
Usiner des états de surface Ra ≤ 0,4 μm sur les profils courbes des aubes
Usure des outils et charge thermique lors de l'ébauche d'alliages durs comme le Rene et le Nimonic
Maintenir une épaisseur de paroi ≤ 1,0 mm dans les zones d'écoulement à haute vitesse
Efficacité du temps de cycle tout en préservant l'intégrité dimensionnelle en production par lots
Solutions d'usinage de précision pour les composants de turbocompresseur
Les centres combinés fraisage + tournage réduisent la manutention des pièces et préservent la concentricité entre l'alésage et la bride
Les stratégies CAM basées sur la CFD assurent une géométrie d'écoulement optimisée sur les profils de roue de compresseur et de diffuseur
La surveillance de l'usure des outils avec rétroaction permet de maintenir ±0,006 mm sur les diamètres critiques
Des outils en carbure avec arrosage interne pour les alliages de 40+ HRC avec des avances allant jusqu'à 400 mm/min
Un traitement thermique post-usinage pour la relaxation des contraintes résiduelles et la stabilisation de la dureté de surface
Résultats et vérification
Méthodes de fabrication
Les pièces ont été produites à partir de pièces moulées sous vide et pré-usinées sur des tours CNC. La finition finale sur des machines 5 axes a permis d'obtenir des tolérances de profil inférieures à ±0,006 mm et des rayons d'arête inférieurs à 0,2 mm.
Finition de précision
Un état de surface Ra ≤ 0,4 μm a été obtenu grâce à une finition de contour avec des fraises tonneau. Les faces de montage ont été tournées planes avec une déviation totale de lecture (TIR) inférieure à 0,01 mm.
Post-traitement
Le HIP et la passivation optionnelle ont garanti l'intégrité structurelle et la résistance à la corrosion. Les composants soumis à des cycles thermiques extrêmes ont reçu des revêtements TBC selon les spécifications.
Inspection
La MMT a confirmé l'alignement des alésages et la géométrie des profils. Les rayons X ont vérifié la qualité interne de la coulée. Le MEB a contrôlé l'intégrité de la microstructure après usinage.
FAQ
Quelles tolérances pouvez-vous atteindre pour les composants rotatifs de turbocompresseur ?
Pouvez-vous usiner des pièces en Inconel et en Rene en une seule fixation ?
Comment garantissez-vous l'équilibre thermique et la concentricité des roues de compresseur de turbo ?
Quel état de surface est requis sur les profils des aubes ?
Proposez-vous l'usinage par lots pour des pièces de turbocompresseur à l'échelle de la production ?
