Mecanizado CNC de superaleaciones para componentes de rotores de turbinas aeroespaciales
A medida que los programas globales de propulsión aeroespacial impulsan relaciones empuje-peso y eficiencia térmica más altas, la demanda de componentes de turbinas de superaleación mecanizados con precisión continúa aumentando. En 2024, el sector de mecanizado CNC aeroespacial superó los 5.300 millones de USD, siendo los rotores de turbina responsables de más del 32% del uso de aleaciones de alta temperatura.
Neway AeroTech ofrece soluciones críticas en este dominio. Nuestro avanzado mecanizado CNC de Inconel, Rene y aleaciones Nimonic permite una estabilidad dimensional superior, resistencia a la fatiga y rendimiento para rotores de turbina que operan por encima de 15.000 rpm y 1000 °C.
Tecnología central del mecanizado CNC de superaleaciones
El mecanizado CNC de superaleaciones en Neway AeroTech combina tecnologías de precisión, estabilidad térmica y optimización de la vida útil de la herramienta para aplicaciones extremas.
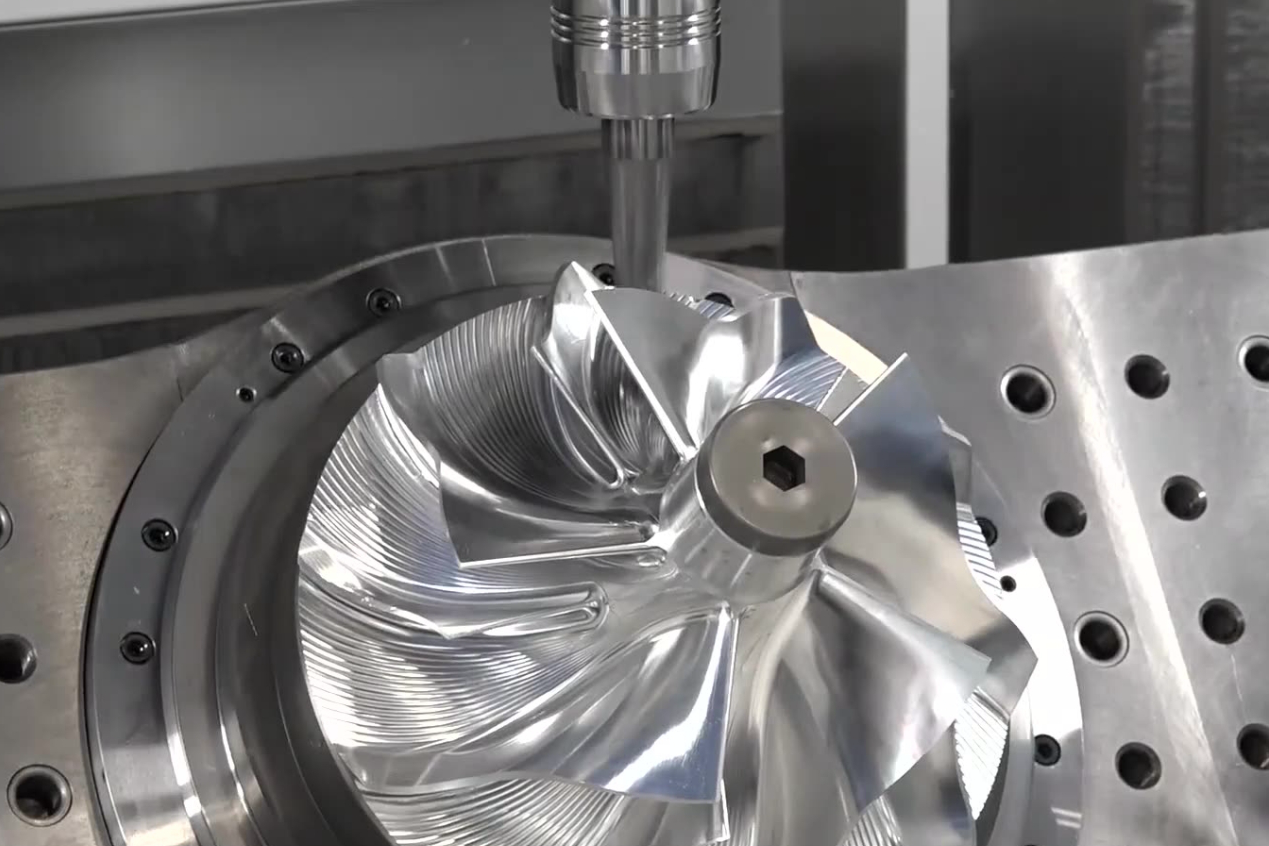
El mecanizado CNC de 5 ejes permite un acceso completo de la herramienta para contornos complejos y componentes de turbinas de superaleación con cavidades profundas.
Los algoritmos de compensación del desgaste de la herramienta garantizan la repetibilidad dimensional para operaciones prolongadas bajo condiciones de contacto con aleaciones abrasivas.
Los sistemas de refrigerante a través del husillo de alta presión reducen la acumulación de calor y mejoran la eficiencia de corte en materiales de superaleación resistentes.
La inspección post-proceso con CMM y SEM garantiza el cumplimiento de tolerancias a nivel de micras y especificaciones de grado aeroespacial.
Todas las operaciones de mecanizado cumplen con estándares aeroespaciales como AS9100D y NADCAP, asegurando una precisión constante hasta tolerancias de ±5 μm.
Superaleaciones típicas en mecanizado CNC
Las siguientes superaleaciones se utilizan comúnmente para componentes de rotores de turbinas:
Aleación | Temp. máx. de servicio (°C) | Resistencia a la tracción (MPa) | Aplicación |
|---|---|---|---|
704 | 1240 | Discos de rotor, cubos de turbina | |
980 | 1450 | Álabes de turbina, rotores | |
920 | 1265 | Rotores de compresor | |
1140 | 1000 | Raíces de álabes de turbina |
Cada aleación ofrece ventajas específicas en resistencia a la fluencia, vida a fatiga y protección contra la oxidación bajo condiciones extremas.
Estudio de caso: Mecanizado CNC de componentes de rotores de turbinas
Antecedentes del proyecto
Un cliente de propulsión aeroespacial requirió discos de rotor de Inconel 718 mecanizados por CNC para un motor turbofán militar de próxima generación. El componente exigía una tolerancia de perfil dentro de ±0,01 mm y una concentricidad inferior a 0,008 mm. La geometría exterior presentaba socavados, cavidades profundas y tolerancias de alineación de taladros más estrictas que ISO H6.
Modelos típicos de componentes de rotores de turbinas y sus aplicaciones
Modelo | Aplicación | Material | RPM máx. | Descripción |
|---|---|---|---|---|
TRD-950 | Rotor de alta presión de motor a reacción | Inconel 718 | 18.000 | Equilibrado de precisión, cubo multi-orificio |
LPT-420 | Disco de turbina de baja presión | Rene 88 | 12.000 | Alivio de tensiones, fresado de perfil |
CPT-180 | Rotor de compresor | Nimonic 90 | 16.000 | Diseño ligero tipo blisk |
Estas piezas son integrales para los módulos de motores en plataformas de aviación como turbinas clase F, VANT avanzados y aviones supersónicos.
Desafíos del mecanizado CNC de componentes de rotores de turbinas
El desgaste de la herramienta supera los 0,05 mm/hora debido a la dureza de la aleación superior a 40 HRC y a los requisitos agresivos de geometría del filo.
La distorsión térmica supera los 0,02 mm durante operaciones continuas de más de 2 horas a velocidades de corte superiores a 150 m/min en superficies de superaleación.
Las tolerancias de alineación de taladros y ejes inferiores a 8 μm exigen un palpado ultra preciso y métodos de corrección de trayectorias de herramienta en múltiples pasos.
Una tensión residual de hasta 450 MPa debe aliviarse después del desbaste para evitar deformaciones durante las pasadas de acabado.
La evacuación de virutas en cavidades más profundas que 8×D requiere una geometría de estrías optimizada y una presión de refrigerante superior a 80 bar.
Soluciones de mecanizado CNC para componentes de rotores de turbinas
El mecanizado criogénico a -196 °C utilizando nitrógeno líquido redujo el desgaste de la herramienta en un 25 % y mejoró significativamente la integridad superficial.
Las trayectorias de desbaste adaptativo con fresado trocoidal minimizaron la presión de la herramienta y redujeron los tiempos de ciclo aproximadamente un 18 % en múltiples perfiles de cavidad.
El palpado en máquina con escaneo 3D aseguró una precisión de alineación del taladro dentro de 6 μm y redujo la intervención de inspección humana en un 60 %.
La Prensado Isostático en Caliente (HIP) a 1030 °C y 100 MPa eliminó el 98 % de la porosidad interna antes del mecanizado de acabado final.
La validación de aleaciones mediante GDMS confirmó la consistencia elemental dentro de ±0,03 % en peso antes del mecanizado para garantizar el rendimiento mecánico bajo temperaturas de operación de 1000 °C.
Resultados y verificación
Fabricación: Los discos de rotor se mecanizaron en centros de mecanizado de 5 ejes logrando una precisión dimensional dentro de ±5 μm y una redondez de 0,007 mm, manteniendo el equilibrio para velocidades operativas de 18.000 rpm con una TIR de concentricidad inferior a 0,006 mm.
Acabado: La rugosidad superficial se redujo a Ra 0,4 μm utilizando herramientas de acabado de diamante con un avance controlado de 0,02 mm/rev y una velocidad de husillo optimizada de 1800 rpm, mejorando significativamente la vida a fatiga.
Post-procesamiento: El tratamiento HIP a 1030 °C y 100 MPa durante 4 horas eliminó los vacíos y restauró la estructura de grano isotrópica, asegurando la retención de la resistencia mecánica a temperaturas de servicio de 980 °C.
Pruebas: La inspección CMM confirmó un cumplimiento del 100 % de las tolerancias; los rayos X, SEM y el análisis GDMS verificaron la uniformidad del material, mostrando las pruebas de fatiga una vida útil 1,5 veces mayor que el requisito base del cliente.
Preguntas frecuentes
¿Cuáles son las tolerancias típicas alcanzables para rotores de turbinas mecanizados por CNC?
¿Cómo manejan la tensión residual en piezas de superaleación de sección gruesa?
¿Qué certificaciones se requieren para los proveedores de piezas de rotores aeroespaciales?
¿Pueden mecanizar componentes de superaleación tanto monocristalinos como de cristal equiaxial?
¿Cómo garantizan la concentricidad entre el taladro y el cubo para discos de rotor críticos?
