Proveedor de fabricación aditiva e impresión 3D de sobrealloy Inconel 718 para turbocompresores
Introducción a la impresión 3D de componentes de turbocompresor en Inconel 718
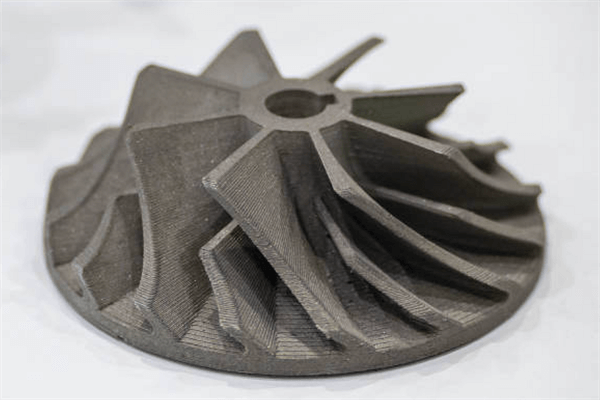
El Inconel 718 es una superaleación basada en níquel ideal para componentes de turbocompresores que operan bajo estrés térmico y mecánico extremo. La fabricación aditiva permite la producción de geometrías de turbo intrincadas y ligeras que no se pueden lograr mediante mecanizado o fundición convencionales.
En Neway Aerotech, nuestros servicios de impresión 3D en Inconel 718 proporcionan componentes de turbocompresor de precisión con alta resistencia a la fatiga, durabilidad contra la corrosión y rendimiento térmico, sirviendo a las industrias aeroespacial, automotriz y energética.
Tecnologías de fabricación aditiva para componentes de turbo
Métodos de impresión 3D aplicables
Tecnología | Espesor de capa (μm) | Rugosidad superficial (Ra, μm) | Resolución de característica (mm) | Aplicaciones comunes |
|---|---|---|---|---|
SLM | 30–50 | 5–15 | ≥0.2 | Carcasas de turbina, impulsores, soportes de rodamientos |
DMLS | 40–60 | 6–18 | ≥0.25 | Volutas de escape, canales de espiral, placas finales |
SLM es el proceso preferido para Inconel 718 debido a su excelente control de densidad y detalle estructural fino.
Rendimiento del Inconel 718 en entornos de turbocompresor
Propiedad | Valor | Beneficio en aplicaciones de turbo |
|---|---|---|
Límite elástico @ 700°C | ≥ 720 MPa | Mantiene la estructura bajo cargas térmicas de rotor de alta velocidad |
Resistencia a la fatiga | > 1⁸ ciclos @ 650 MPa | Garantiza la vida útil en zonas de alta vibración y ciclos térmicos |
Resistencia a la oxidación | Hasta 980°C | Adecuado para partes expuestas al escape sin degradación |
Resistencia a la rotura por fluencia | > 1000 horas @ 704°C / 620 MPa | Soporta operación continua bajo condiciones de sobrealimentación |
Soldabilidad e imprimibilidad | Excelente para SLM | Garantiza un procesamiento aditivo y post-mecanizado libre de grietas |
Justificación de la selección del material
Se selecciona el Inconel 718 sobre la fundición de hierro o aluminio debido a su estabilidad a 700–980°C y su fiabilidad frente a la fatiga en ciclos de sobrealimentación continuos.
Su superior soldabilidad y resistencia al agrietamiento lo hacen muy adecuado para reparaciones post-impresión o ensamblajes híbridos.
El endurecimiento por precipitados finos (fases γ″ y γ′) garantiza la estabilidad durante ciclos repetidos de calentamiento/enfriamiento.
Caso de estudio: Carcasa de escape de turbocompresor en Inconel 718 impresa en 3D
Antecedentes del proyecto
Un cliente automotriz de alto rendimiento requería una carcasa de escape de turbo ligera que pudiera soportar temperaturas de escape de 950°C y operar continuamente a 120.000 rpm. Eran esenciales geometrías internas complejas de espiral y canales de refrigeración de pared delgada.
Flujo de trabajo de fabricación
Material: Polvo de Inconel 718 con tamaño de partícula D50 = 35 µm, morfología esférica.
Impresión: Fabricación aditiva SLM con altura de capa de 30 μm, utilizando atmósfera inerte de argón para el control de la oxidación.
Estrategia de construcción: Espiral interna soportada por núcleo de celosía; optimización de la piel inferior para garantizar voladizos de pared con ángulo de 45°.
Post-procesamiento: Prensado isostático en caliente (HIP) a 1200°C/100 MPa durante 4 horas para eliminar la microporosidad.
Acabado CNC: Mecanizado de bridas de sellado con planitud de ±0.01 mm y concentricidad del orificio interno dentro de 0.02 mm.
Acabado superficial
Superficies internas pulidas por vapor hasta Ra ≤ 6 μm para un flujo de gas óptimo.
Aplicación de recubrimiento de barrera térmica (TBC) en las paredes exteriores para la deflexión del calor radiante.
Pieza final pasivada para prevenir la oxidación superficial durante los ciclos iniciales de calor.
Inspección y verificación
La inspección por MMC confirmó la conformidad dimensional dentro de ±0.03 mm.
El escaneo CT por rayos X detectó cero deslaminación interna.
Las pruebas ultrasónicas validaron la densidad de la pared en las secciones de espiral de pared delgada.
Prueba de flujo aprobada a 1800 L/min con una variación de contrapresión <1.5% entre las muestras.
Resultados y verificación
La carcasa de turbo de Inconel 718 impresa logró una reducción de peso del 30% respecto a la versión fundida y superó con éxito 1000 horas de resistencia a 950°C. Mantuvo la integridad dimensional completa bajo fatiga termomecánica y soportó 300.000 revoluciones de turbina por ciclo de prueba de durabilidad.
Preguntas frecuentes
¿Cuál es la temperatura máxima de operación de las piezas de turbo impresas en Inconel 718?
¿Cómo se compara el Inconel 718 con el 625 en aplicaciones de turbocompresor?
¿Se pueden soldar componentes de turbo impresos a otros materiales?
¿Qué tratamientos superficiales mejoran la resistencia a la oxidación en las carcasas de turbo?
¿Ofrecen optimización topológica para diseños de turbocompresores impresos?
