Cubiertas de turbina y segmentos de sellado para reparación de la sección caliente de turbinas de ga...
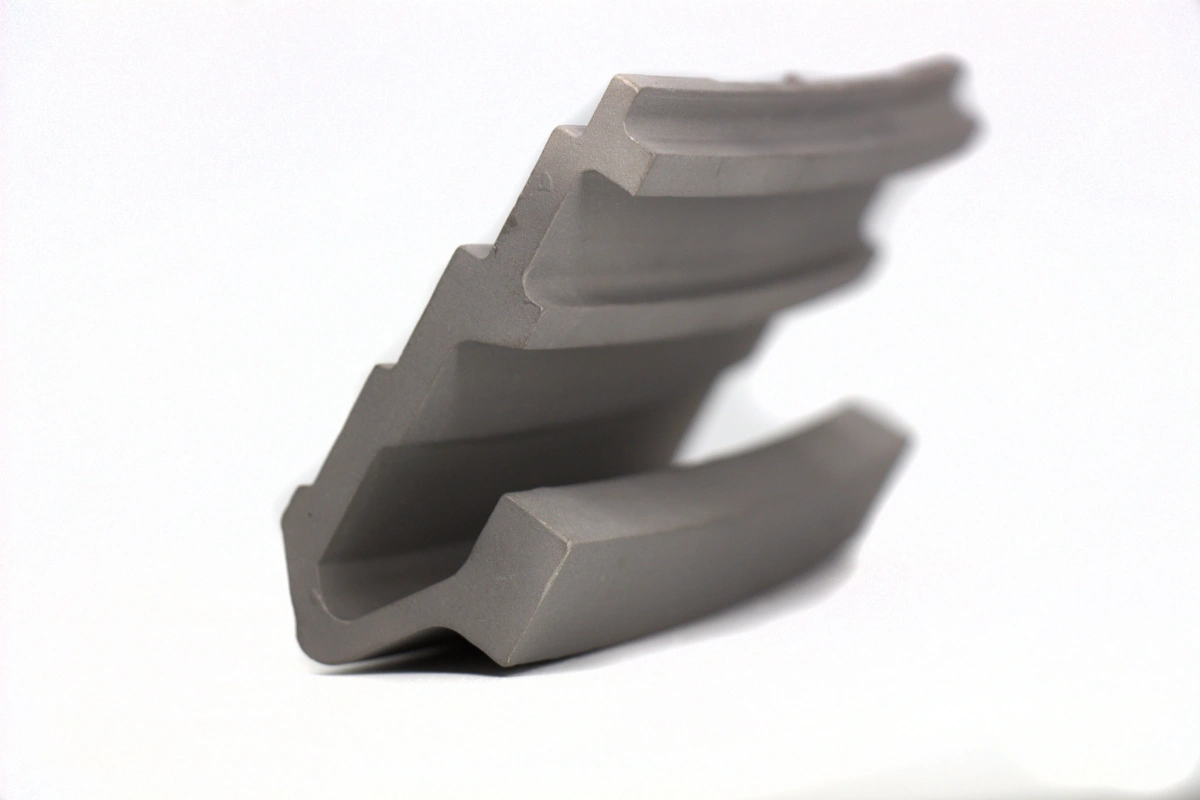
NewayAeroTech fabrica cubiertas de turbina personalizadas, segmentos de sellado, segmentos de anillo de álabes, segmentos de ruta de gas caliente, bloques de cubierta y componentes de sellado resistentes al desgaste para proyectos de reparación de la sección caliente de turbinas de gas. Estas piezas pueden producirse a partir de dibujos del cliente, muestras usadas, datos de escaneo 3D o información del modelo de turbina, y luego terminarse mediante fundición, mecanizado CNC, EDM, tratamiento térmico, preparación de recubrimiento e inspección.
Para las turbinas de gas de generación de energía, las cubiertas y los segmentos de sellado no son simples bloques protectores. Ayudan a controlar la holgura de la punta del álabe, mejoran la eficiencia del sellado, protegen las estructuras circundantes de la sección caliente y mantienen un rendimiento estable de la ruta de gas. Si el contorno de la cubierta, la cara de sellado, el ajuste del segmento, la superficie del recubrimiento o la interfaz de montaje son incorrectos, la eficiencia de la turbina y la fiabilidad de la sección caliente pueden verse afectadas.
NewayAeroTech ofrece soporte para la fabricación de piezas de la sección caliente de turbinas de generación de energía para segmentos de cubierta de repuesto, bloques de sellado, segmentos de anillo de álabes y piezas de reparación personalizadas de turbinas de gas.
Respuesta directa: Cubiertas de turbina y segmentos de sellado personalizados
NewayAeroTech proporciona cubiertas de turbina y segmentos de sellado personalizados para proyectos de reparación y reemplazo de la sección caliente de turbinas de gas. Dependiendo del diseño original de la pieza, los requisitos de material, el sistema de recubrimiento y el estándar de inspección, la ruta de fabricación puede incluir fundición de aleaciones especiales, fundición a la cera perdida al vacío, mecanizado CNC, EDM, tratamiento térmico, postprocesamiento, preparación de recubrimiento e inspección final.
Nuestro soporte de fabricación puede cubrir:
Cubiertas de turbina personalizadas para reparación de turbinas de gas
Segmentos de sellado de repuesto para turbinas de generación de energía
Fabricación de segmentos de anillo de álabes y segmentos de ruta de gas caliente
Bloques de cubierta y componentes de sellado resistentes al desgaste
Fundición y mecanizado de segmentos de cubierta de superaleación
Piezas de reparación en pequeños lotes y suministro de cubiertas de repuesto a largo plazo
El objetivo es proporcionar piezas de repuesto de cubiertas y segmentos de sellado de la sección caliente terminadas, con geometría de arco controlada, superficies de sellado, ranuras de montaje, ajuste de segmentos, consistencia del material, superficies listas para recubrimiento y documentación de inspección.
Función de los componentes de las cubiertas de turbina y segmentos de sellado
Las cubiertas de turbina y los segmentos de sellado se instalan alrededor de los álabes de turbina rotativos en la ruta de gas caliente. Su función principal es controlar la holgura entre la punta del álabe y la estructura estacionaria circundante. Esta holgura afecta la fuga de gas, la eficiencia de la turbina, el riesgo de rozamiento de la punta del álabe y la durabilidad de la sección caliente.
En el servicio de turbinas de gas, las cubiertas y los segmentos de sellado realizan varias funciones importantes:
Controlar la holgura de la punta del álabe y reducir la fuga de gas
Mejorar la eficiencia de sellado de la turbina y el rendimiento de la etapa
Proteger la carcasa circundante o las estructuras de soporte de la exposición al gas caliente
Proporcionar superficies reemplazables de protección contra el desgaste y térmica
Mantener el ajuste entre segmentos alrededor de la ruta del álabe
Soportar sistemas de recubrimiento que resisten la oxidación, el desgaste y la fatiga térmica
Dado que estas piezas están estrechamente relacionadas con la eficiencia de la turbina y la fiabilidad de la sección caliente, las cubiertas de repuesto deben fabricarse con un control cuidadoso del perfil del arco, la geometría de la cara de sellado, las características de montaje y la calidad de la superficie.
Por qué las cubiertas y los segmentos de sellado necesitan reemplazo
Las cubiertas de turbina y los segmentos de sellado operan en un entorno de alta temperatura con flujo de gas, interacción con la punta del álabe, vibración, oxidación, degradación del recubrimiento y ciclos térmicos. Durante largos intervalos de servicio, estas condiciones pueden dañar la superficie de la cubierta y cambiar la holgura entre las puntas de los álabes y la estructura de sellado estacionaria.
Los modos de falla comunes incluyen:
Grietas térmicas causadas por ciclos repetidos de arranque y parada
Oxidación o corrosión caliente en las superficies expuestas al gas
Desgaste por rozamiento de la punta del álabe o pérdida localizada de superficie
Descamación, desprendimiento o erosión del recubrimiento
Daño en la cara de sellado o pérdida de la holgura controlada
Distorsión, pandeo o desajuste entre piezas adyacentes del segmento
Desgaste de la ranura de montaje, daño en el orificio de posicionamiento o deformación de la interfaz
Grietas o defectos encontrados durante la inspección de parada
Cuando el desgaste, las grietas, la falla del recubrimiento o el cambio dimensional exceden el límite de reparación, se necesitan segmentos de cubierta de repuesto para restaurar el rendimiento de sellado de la ruta de gas caliente y la fiabilidad operativa de la turbina.
Opciones de materiales para cubiertas y segmentos de sellado de la sección caliente
Las cubiertas de turbina y los segmentos de sellado requieren materiales que puedan resistir altas temperaturas, oxidación, desgaste, fatiga térmica y erosión de la ruta de gas. La selección del material depende del modelo de turbina, la ubicación de la etapa, la temperatura, la interacción con la punta del álabe, el sistema de recubrimiento y la especificación original.
Las opciones de materiales comunes incluyen aleaciones Inconel, aleaciones Stellite, aleaciones basadas en cobalto, aleaciones Rene y otras superaleaciones resistentes al desgaste. Para piezas de repuesto, el material debe seguir el dibujo original o los datos de muestra verificados siempre que sea posible.
NewayAeroTech ofrece soporte para fundición a la cera perdida al vacío de aleaciones Inconel para cubiertas de la sección caliente basadas en níquel y piezas de sellado. Para aplicaciones resistentes al desgaste y basadas en cobalto, se puede revisar la fundición a la cera perdida al vacío de aleaciones Stellite. Para programas avanzados de sección caliente de turbinas, la fundición a la cera perdida al vacío de aleaciones Rene puede apoyar la comparación de materiales y el desarrollo de piezas de repuesto.
Familia de materiales | Uso típico en proyectos de cubiertas | Consideración de selección |
|---|---|---|
Aleaciones Inconel | Cubiertas basadas en níquel, segmentos de sellado y componentes de ruta de gas caliente | Útiles para resistencia a altas temperaturas, resistencia a la oxidación y rendimiento de superaleaciones fundidas |
Aleaciones Stellite | Segmentos de sellado resistentes al desgaste y superficies de sellado de la sección caliente | Adecuados cuando se requiere resistencia al desgaste, resistencia a la corrosión caliente y durabilidad de aleaciones de cobalto |
Aleaciones Rene | Cubiertas avanzadas de la sección caliente de turbinas y componentes relacionados | Pueden revisarse cuando el diseño original requiere un mayor rendimiento de la sección caliente |
Superaleaciones resistentes al desgaste | Zonas de sellado de puntas de álabes y piezas de desgaste reemplazables de la ruta de gas caliente | Seleccionadas según la condición de rozamiento, el sistema de recubrimiento, la exposición a la oxidación y la estrategia de reparación |
Ruta de fabricación para cubiertas de turbina y segmentos de sellado
Las cubiertas y los segmentos de sellado suelen requerir una ruta de fabricación combinada porque las piezas incluyen geometría fundida, superficies de arco curvado, características de montaje, caras de sellado y regiones controladas por recubrimiento. La fundición crea el cuerpo de forma casi neta, mientras que el mecanizado CNC termina las interfaces que controlan el ensamblaje y el ajuste del segmento.
Una ruta típica puede incluir:
Revisar el modelo de turbina, la ubicación de la etapa, los dibujos, las muestras antiguas o los datos de escaneo 3D
Confirmar el grado de aleación, la ruta de fundición, los requisitos de recubrimiento y el estándar de inspección
Producir herramientas de fundición, patrones de cera, carcasas cerámicas y allowances de proceso
Fundir la pieza en bruto de la cubierta o el segmento de sellado mediante fundición de aleación especial o fundición a la cera perdida al vacío
Aplicar tratamiento térmico o procesamiento posterior a la fundición según los requisitos del material
Mecanizar superficies de arco, caras de sellado, ranuras de montaje, orificios de posicionamiento y áreas de referencia
Usar EDM para ranuras, características estrechas, esquinas internas afiladas o áreas con acceso limitado de herramientas cuando sea necesario
Preparar superficies para recubrimiento, tratamiento resistente al desgaste o postprocesamiento especificado por el cliente
Inspeccionar el perfil del arco, el ajuste del segmento, las superficies de sellado, la solidez de la fundición y las dimensiones finales
NewayAeroTech proporciona fundición de aleaciones especiales para cubiertas de turbina donde el comportamiento del material a alta temperatura, la geometría y los requisitos de mecanizado aguas abajo deben considerarse juntos. Para blancos de superaleación de forma casi neta, la fundición a la cera perdida al vacío para segmentos de cubierta también puede soportar piezas de repuesto complejas de la sección caliente.
Enfoque del mecanizado CNC para segmentos de sellado
El mecanizado CNC es crítico para las cubiertas de turbina y los segmentos de sellado porque estas piezas deben encajar con precisión alrededor de la ruta del álabe y mantener superficies de sellado controladas. La pieza en bruto fundida proporciona el material y la forma principales, pero el mecanizado define la función final.
NewayAeroTech ofrece mecanizado CNC de superaleaciones para segmentos de sellado, incluyendo materiales basados en níquel, basados en cobalto y superaleaciones resistentes al desgaste.
Las áreas de enfoque del mecanizado incluyen:
Contornos interiores y exteriores en forma de arco
Caras de sellado y superficies de holgura de la punta del álabe
Ranuras de montaje, hendiduras y características de retención
Orificios de posicionamiento y características de referencia de ensamblaje
Superficies de acoplamiento entre segmentos
Superficies de referencia para CMM e inspección de arco
Superficies de allowance de recubrimiento y límites de enmascaramiento
La selección de la referencia de mecanizado es importante porque la geometría del segmento debe coincidir tanto con la carcasa de la turbina como con los segmentos de cubierta adyacentes. Una dimensión local puede ser correcta, pero el segmento aún puede fallar en el ajuste si la geometría del arco y las superficies de acoplamiento no están coordinadas.
EDM y procesamiento de características locales para segmentos de cubierta
Algunos segmentos de cubierta incluyen ranuras estrechas, socavados, esquinas afiladas, aberturas relacionadas con la refrigeración o geometría con acceso limitado de herramientas. Estas características pueden ser difíciles de mecanizar con herramientas de corte convencionales, especialmente cuando el material es una superaleación dura basada en níquel o cobalto.
El EDM se puede utilizar para características locales donde el mecanizado convencional genera demasiada fuerza de corte o el acceso de la herramienta es limitado. Para segmentos de sellado, el procesamiento por EDM debe controlar:
Ancho de la ranura y precisión del límite
Geometría de esquinas internas afiladas
Tamaño de orificios o aberturas locales
Capa refundida y condición del borde
Limpieza posterior al EDM antes del recubrimiento o la inspección final
Compatibilidad con superficies de sellado y áreas de recubrimiento resistentes al desgaste
Si las características de EDM se encuentran cerca de superficies de sellado o límites de recubrimiento, el proceso debe coordinarse con los requisitos de inspección final y postprocesamiento.
Postprocesamiento y preparación de recubrimiento para cubiertas de la sección caliente
Las cubiertas y los segmentos de sellado de la sección caliente pueden requerir tratamiento térmico, alivio de tensiones, limpieza de superficie, preparación de recubrimiento, pulido o tratamiento de superficie resistente al desgaste antes de la entrega. La ruta de postprocesamiento correcta depende del grado del material, el sistema de recubrimiento, la temperatura de servicio y el diseño original.
NewayAeroTech ofrece soporte para postprocesamiento de superaleaciones y preparación de recubrimientos para conectar la fundición, el mecanizado, el control de la condición de la superficie, la preparación del recubrimiento y la inspección final en un flujo de trabajo de fabricación completo.
El postprocesamiento puede incluir:
Tratamiento térmico para el control de la condición del material y la microestructura
Alivio de tensiones después del mecanizado o EDM cuando sea necesario
Limpieza de superficie y eliminación de óxidos
Preparación de recubrimiento para sistemas de recubrimiento resistentes a la oxidación, abrasionables o de barrera térmica
Desbarbado y acabado de bordes alrededor de ranuras, orificios y caras de sellado
Revisión final de la superficie antes de la inspección y entrega
El allowance de recubrimiento debe considerarse antes del mecanizado final. Si el espesor del recubrimiento cambia la cara de sellado, el ajuste del segmento o la superficie de holgura de la punta del álabe, la pieza puede pasar la inspección previa al recubrimiento pero fallar en el ensamblaje final después del recubrimiento.
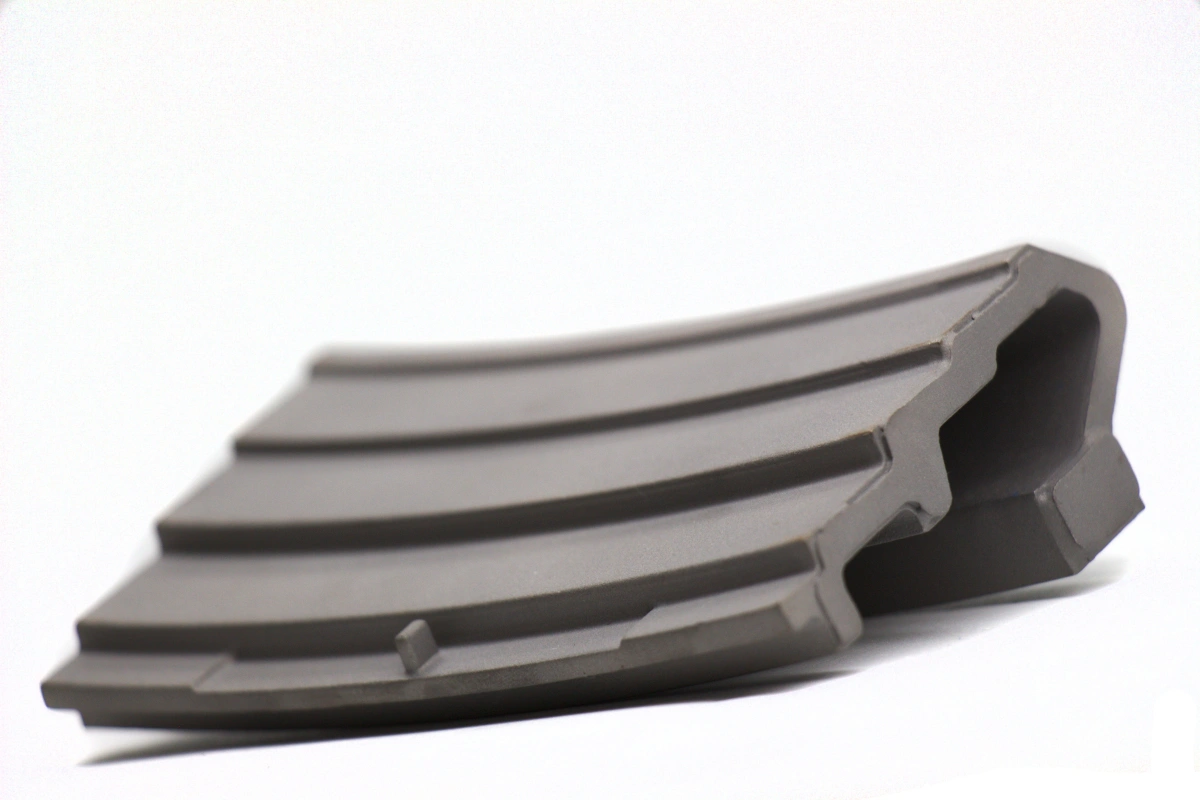
Geometría crítica de las cubiertas de turbina y segmentos de sellado
Las cubiertas de turbina y los segmentos de sellado deben mantener una geometría de arco precisa y un ajuste entre segmentos. Estas piezas suelen ensamblarse como múltiples segmentos alrededor de la ruta del álabe de la turbina, por lo que los errores locales pueden acumularse y afectar el ensamblaje completo del anillo.
La geometría crítica incluye:
Contorno del arco interior y superficie de holgura de la punta del álabe
Contorno del arco exterior e interfaz de la carcasa
Caras extremas del segmento y control de la brecha entre segmentos adyacentes
Caras de sellado y regiones de contacto resistentes al desgaste
Ranuras de montaje, ganchos, ranuras y características de retención
Orificios de posicionamiento y superficies de referencia
Límites de recubrimiento y áreas enmascaradas
Si la geometría del arco es incorrecta, el anillo de cubierta ensamblado puede crear una holgura desigual del álabe. Si las superficies de sellado están dañadas o son inexactas, la fuga de gas caliente puede aumentar. Si las interfaces de los segmentos son inconsistentes, la tensión de ensamblaje y el desgaste local pueden empeorar durante el servicio.
Inspección de cubiertas de turbina y segmentos de sellado
La inspección es esencial porque las cubiertas de turbina y los segmentos de sellado deben satisfacer tanto los requisitos de calidad de fundición como los de geometría de ensamblaje. Un plan de inspección completo debe verificar el material, la solidez de la fundición, el perfil del arco, el ajuste del segmento, la calidad de la superficie de sellado y las dimensiones finales.
Ítem de inspección | Qué verificar | Por qué es importante |
|---|---|---|
Perfil del arco | Radio interior, radio exterior, curvatura, geometría de la ruta del álabe | Controla la holgura de la punta del álabe y el ajuste del anillo de segmentos |
Ajuste del segmento | Caras extremas, brecha, superficies de acoplamiento, continuidad del segmento ensamblado | Previene fugas, tensión de ensamblaje y desgaste desigual |
Dimensiones de la superficie de sellado | Planitud, perfil, allowance de recubrimiento, geometría de la superficie de desgaste | Soporta la eficiencia de sellado y la holgura controlada de la punta del álabe |
FPI (Inspección por líquidos penetrantes) | Grietas superficiales y defectos abiertos | Identifica el riesgo de grietas antes del recubrimiento, ensamblaje o entrega |
Rayos X o TC | Porosidad interna, contracción, inclusiones, defectos ocultos de fundición | Verifica la solidez de la fundición para el servicio de la sección caliente |
Inspección CMM | Ranuras de montaje, orificios de posicionamiento, superficies de referencia, geometría de acoplamiento | Confirma la precisión dimensional y la fiabilidad del ensamblaje |
Los requisitos de inspección deben confirmarse antes de la cotización porque la inspección del arco, las verificaciones de ajuste de segmentos, FPI, rayos X, TC, CMM y la inspección relacionada con el recubrimiento pueden afectar el costo y el tiempo de entrega.
Soporte de ingeniería inversa para el reemplazo de segmentos de cubierta y sellado
Muchos proyectos de reemplazo de cubiertas y segmentos de sellado de turbinas de gas comienzan con piezas desgastadas, dibujos incompletos o datos de escaneo 3D. La ingeniería inversa debe identificar la geometría funcional original en lugar de copiar el daño por servicio.
NewayAeroTech puede revisar proyectos de reemplazo basados en:
Dibujos originales y archivos CAD 3D
Muestras de cubiertas o segmentos de sellado usados
Datos de escaneo 3D y modelos reconstruidos
Fotos que muestran grietas, oxidación, desgaste por rozamiento, pérdida de recubrimiento o daño en el sellado
Análisis de material de piezas antiguas
Modelo de turbina, número de etapa y condiciones operativas de la sección caliente
Para segmentos de sellado desgastados, las marcas de rozamiento de los álabes, la pérdida de recubrimiento, las superficies oxidadas, las caras extremas distorsionadas y las ranuras de montaje dañadas no deben copiarse ciegamente. La pieza de repuesto debe reconstruirse alrededor de la geometría funcional del arco, las superficies de sellado y el ajuste de ensamblaje.
Valor del proveedor para proyectos de reparación de cubiertas de la sección caliente
Un proveedor calificado de cubiertas de turbina debe ofrecer más que capacidad de fundición. El proveedor debe comprender la holgura de la punta del álabe, la función de sellado, la selección de materiales, la ruta de fundición, la referencia de mecanizado, el allowance de recubrimiento, el ajuste del segmento y la planificación de la inspección.
NewayAeroTech soporta proyectos de reparación y reemplazo de cubiertas de la sección caliente proporcionando:
Revisión de aleaciones de alta temperatura y materiales resistentes al desgaste
Opciones de fundición de aleaciones especiales y fundición a la cera perdida al vacío
Mecanizado CNC para contornos de arco, caras de sellado, ranuras de montaje y características de referencia
Revisión de EDM para ranuras, orificios, esquinas afiladas y características con acceso limitado de herramientas
Soporte para tratamiento térmico, limpieza de superficie y preparación de recubrimiento
Planificación de inspección de perfil de arco, ajuste de segmentos, FPI, rayos X, CMM e inspección final
Prototipos, piezas de reparación en pequeños lotes y fabricación de cubiertas de repuesto a largo plazo
Esta ruta integrada ayuda a reducir las brechas de comunicación entre los proveedores de fundición, mecanizado, recubrimiento e inspección, especialmente cuando los proyectos de reparación tienen cronogramas ajustados de parada de plantas de energía.
Lista de verificación de RFQ para cubiertas de turbina y segmentos de sellado
Para cotizar con precisión las cubiertas de turbina y los segmentos de sellado, los clientes deben proporcionar datos técnicos relacionados con el material, la geometría, el recubrimiento, la inspección y las condiciones de servicio. Esto ayuda al proveedor a evaluar la viabilidad de la fundición, el costo de mecanizado, los requisitos de inspección y el riesgo de entrega.
Una RFQ completa debe incluir:
Modelo de turbina, número de etapa, nombre de la pieza, número de pieza y nivel de revisión
Dibujo 2D y archivo CAD 3D si están disponibles
Muestra de cubierta usada, fotos o datos de escaneo 3D si se requiere ingeniería inversa
Grado de material requerido, como Inconel, Stellite, aleación Rene, aleación de cobalto o superaleación especificada por el cliente
Requisito de ruta de fundición, como fundición de aleación especial o fundición a la cera perdida al vacío
Requisitos de tratamiento térmico, recubrimiento, superficie abrasionable o postprocesamiento
Requisitos de perfil de arco, cara de sellado, superficie de holgura del álabe, ranura de montaje y ajuste de segmentos
Requisitos de inspección como FPI, rayos X, TC, CMM, informe de material, inspección de arco o inspección de recubrimiento
Cantidad para prototipo, lote de reparación o programa de piezas de repuesto a largo plazo
Cronograma de entrega, momento de la parada, requisitos de embalaje y documentación
Si el proyecto se basa en una muestra desgastada, los clientes deben identificar las áreas de rozamiento, las superficies de sellado desgastadas, la pérdida de recubrimiento, las grietas, el daño por oxidación, los extremos de segmento distorsionados y las características funcionales de montaje. Esto ayuda a prevenir errores de ingeniería inversa y soporta una fabricación fiable de repuestos para la sección caliente.
Conclusión
Las cubiertas de turbina y los segmentos de sellado para la reparación de la sección caliente de turbinas de gas requieren un control cuidadoso del material, la calidad de la fundición, la geometría del arco, las superficies de sellado, el ajuste de segmentos, la preparación del recubrimiento y la inspección. Estas piezas ayudan a controlar la holgura de la punta del álabe, mejorar la eficiencia del sellado, proteger las estructuras de la sección caliente y mantener el rendimiento de la turbina de gas.
NewayAeroTech soporta la fabricación personalizada de cubiertas de turbina y segmentos de sellado a partir de dibujos, piezas antiguas, datos de escaneo 3D o información del modelo de turbina. Nuestras capacidades incluyen fundición de aleaciones especiales, fundición a la cera perdida al vacío, mecanizado CNC de superaleaciones, procesamiento de características por EDM, postprocesamiento, preparación de recubrimiento, inspección de arco, verificaciones de ajuste de segmentos, FPI, rayos X, CMM y documentación final.
Para cotizaciones de piezas de reparación de cubiertas o segmentos de sellado de turbinas, envíe el modelo de turbina, el número de etapa, el número de pieza, el dibujo 2D, el archivo 3D, fotos de muestras, requisitos de material, requisitos de recubrimiento, estándar de inspección, cantidad y objetivo de entrega. Nuestro equipo de ingeniería puede revisar la ruta de fabricación más adecuada para su proyecto de reparación de la sección caliente de turbinas de gas.
