ABB: Fabricación de segmentos de turbina de 3.ª etapa mediante fundición personalizada de cristal eq...
En el cambio global hacia una generación de energía más limpia y eficiente, las turbinas de gas desempeñan un papel crucial para conectar la energía renovable con un suministro estable de la red. Entre los desafíos técnicos que enfrentan fabricantes líderes como ABB, mejorar el rendimiento de los componentes de la sección caliente de la turbina es una prioridad clave. El segmento de turbina de tercera etapa, que opera bajo temperaturas extremas y tensiones mecánicas, se encuentra en el centro de esta evolución.
Recientemente, ABB inició un programa estratégico para localizar y optimizar la fabricación de estos segmentos utilizando tecnología de fundición de cristal equiaxial. Este enfoque permite un equilibrio preciso entre resistencia mecánica, resistencia a la fatiga térmica y rentabilidad, perfectamente alineado con los exigentes requisitos de rendimiento de las centrales eléctricas de ciclo combinado de próxima generación.
Antecedentes del proyecto y requisitos
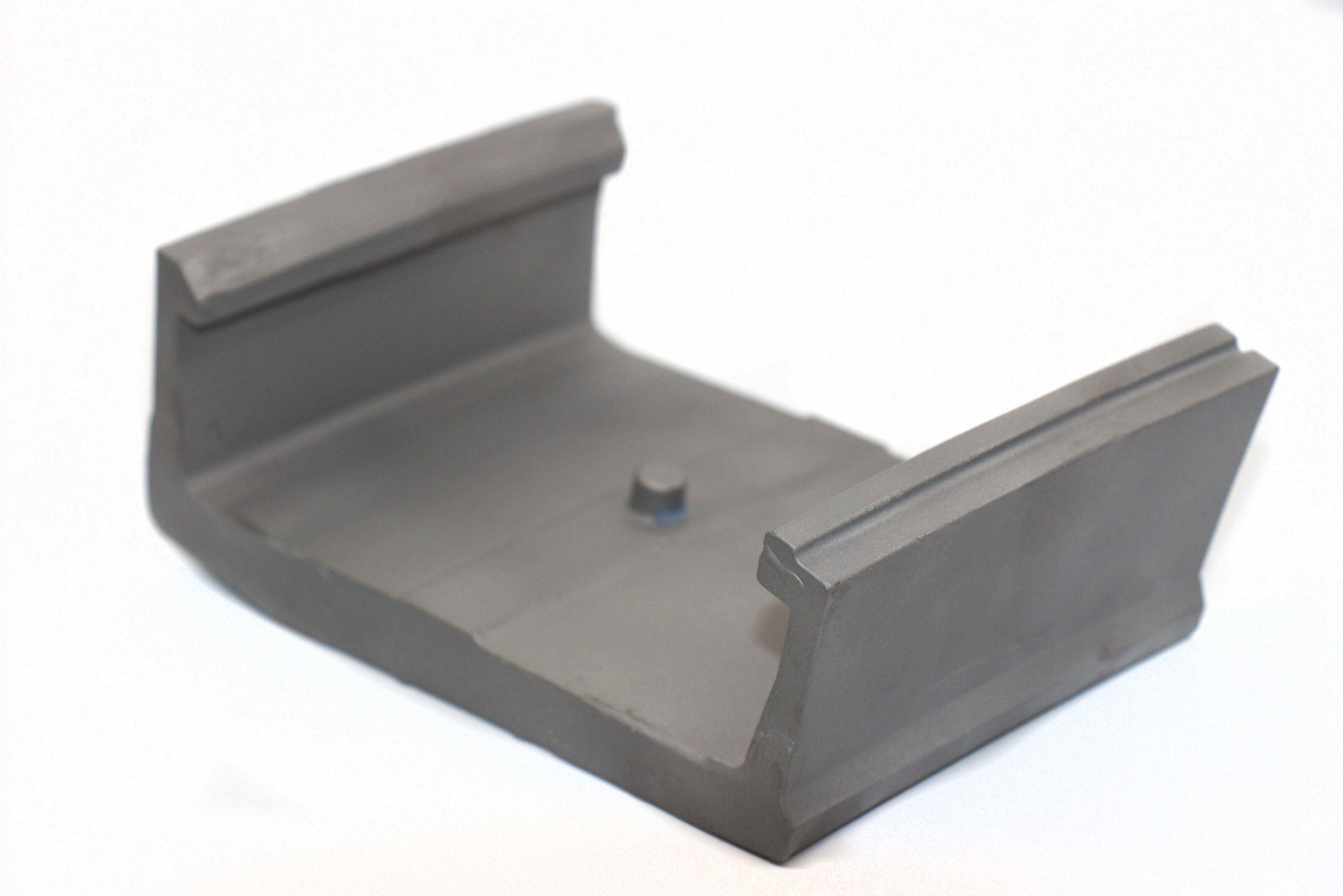
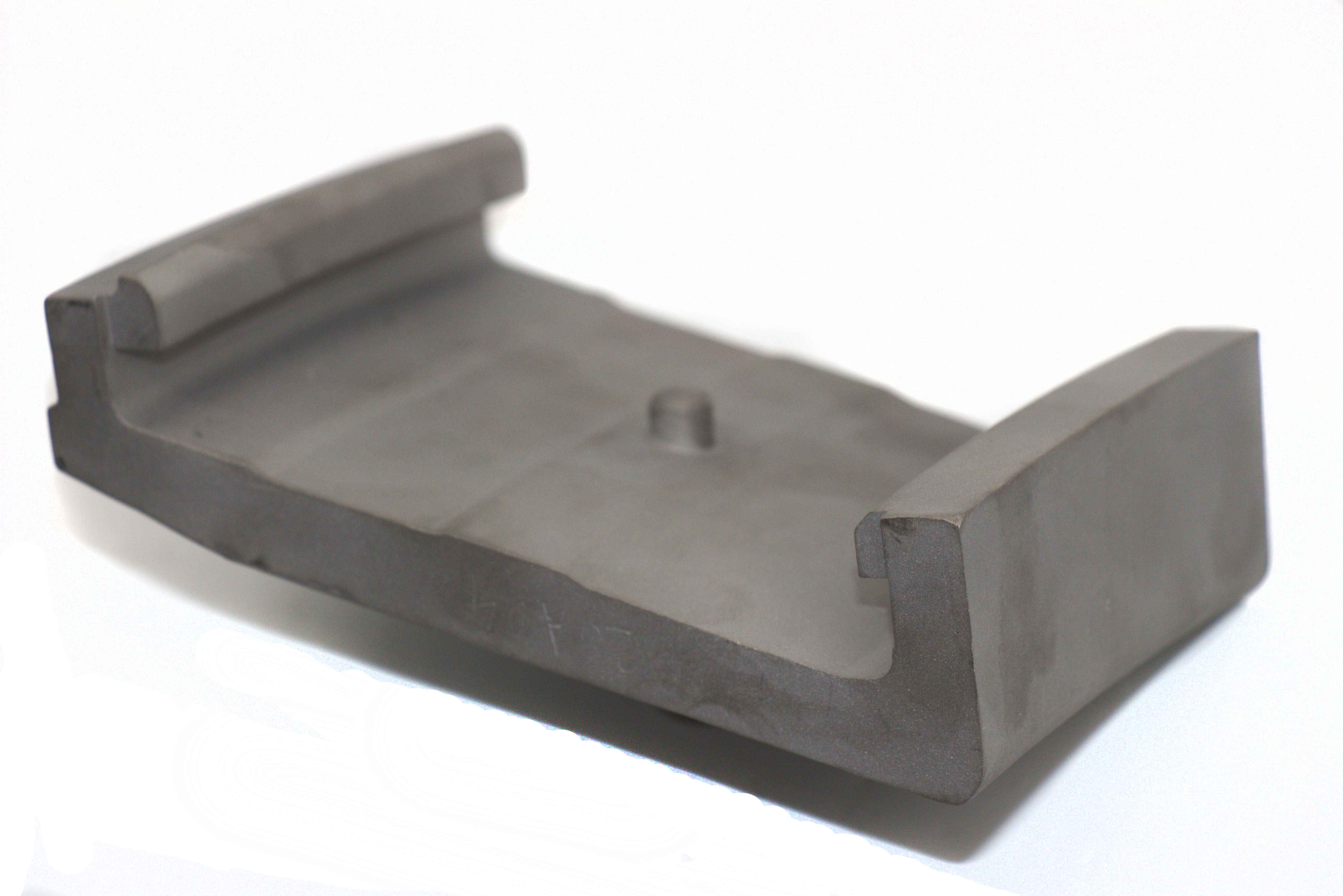
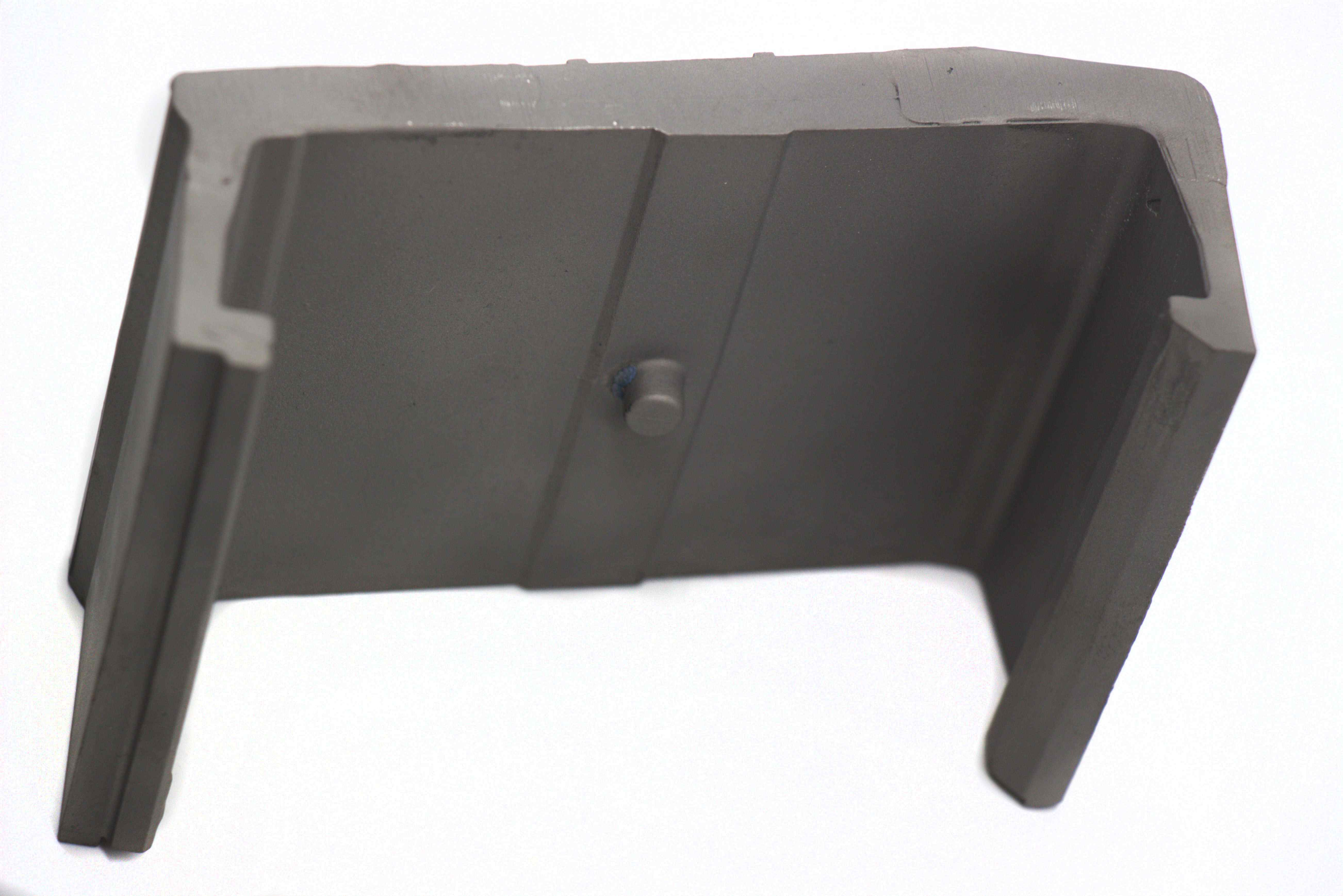
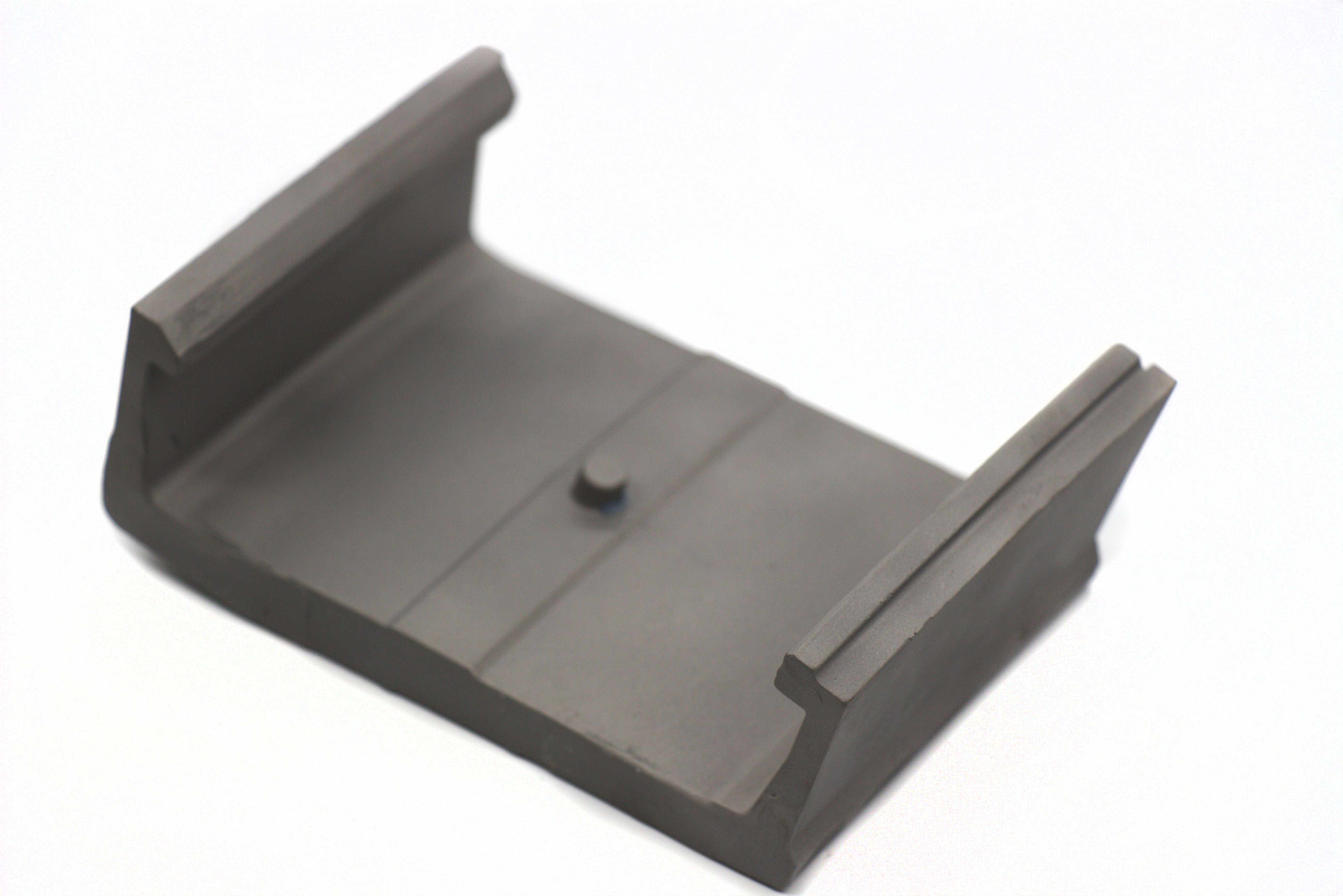
El segmento de turbina de tercera etapa en los últimos modelos de turbinas de gas industriales de ABB opera en entornos que superan los 1000 °C, expuesto a ciclos térmicos, oxidación y subproductos corrosivos de la combustión. Además de la integridad mecánica, la precisión dimensional consistente y la calidad superficial son críticas para la eficiencia aerodinámica y la durabilidad a largo plazo.
El equipo técnico de ABB requirió una solución de fabricación personalizada que ofreciera:
Propiedades mecánicas uniformes en todos los segmentos
Estructura de grano controlada para un rendimiento optimizado frente a la fatiga térmica
Precisión dimensional fiable y acabado superficial para la consistencia del ensamblaje
Producción rentable adecuada tanto para volúmenes de prototipos como de producción en serie
Dados estos objetivos, la fundición de cristal equiaxial fue seleccionada como el proceso óptimo, equilibrando la libertad de diseño, el rendimiento mecánico y la economía de fabricación escalable.
Selección de material y proceso
Selección de material
Para este proyecto, se eligió Inconel 738 como aleación base. Este material ofrece una combinación robusta de resistencia a la tracción, resistencia a la fluencia y rendimiento ante la oxidación a temperaturas elevadas, lo que lo hace idealmente adecuado para aplicaciones de segmentos de turbina. La composición y el historial de procesamiento del Inconel 738 se alinean bien con la fundición de cristal equiaxial, garantizando un crecimiento de grano estable y un comportamiento mecánico uniforme.
Las especificaciones detalladas del material y las capacidades de servicio del Inconel 738 pueden consultarse a través de soluciones de aleaciones especializadas, como las desarrolladas para superaleaciones de fundición utilizadas en la fundición de precisión al vacío.
Ruta del proceso
La ruta de fabricación seleccionada está integrada.
Producción de patrones de cera de alta precisión
Construcción avanzada de moldes con permeabilidad controlada
Fundición de precisión al vacío bajo gradientes térmicos optimizados
Perfiles de enfriamiento adaptados para promover la formación uniforme de granos equiaxiales
Tratamiento térmico posterior a la fundición para refinar la microestructura y optimizar la distribución de fases
Este enfoque aprovecha la flexibilidad de la fundición de precisión al vacío, ofreciendo tanto alta calidad metalúrgica como una definición fina de características. El control preciso del tamaño y la distribución del grano es crítico en este contexto, ya que influye directamente en la capacidad del componente para resistir la iniciación y propagación de grietas bajo ciclos térmicos.
Desafíos técnicos y soluciones
Complejidad geométrica y control de precisión
El segmento de turbina de tercera etapa presenta geometrías intrincadas, incluidos conductos de refrigeración complejos e interfaces de montaje. Lograr la precisión dimensional en estas características requirió inspección digital integrada y bucles de retroalimentación.
Nuestro equipo utilizó la verificación con MMC (máquina de medición por coordenadas) y el escaneo 3D de alta resolución para validar la conformidad dimensional durante todo el proceso de producción. Esto permitió el ajuste proactivo de las herramientas y los parámetros del proceso, asegurando que la geometría final de la pieza se mantuviera dentro de las estrictas ventanas de tolerancia de ABB.
Uniformidad del grano y mitigación de defectos
La fundición de cristal equiaxial exige un control meticuloso sobre la dinámica de solidificación. Para minimizar la variación del tamaño del grano y evitar la segregación o porosidad no deseada, nuestros ingenieros ajustaron finamente:
Temperaturas de precalentamiento del molde
Sobrecalentamiento de vertido
Tasas de enfriamiento controladas dentro de la cámara de fundición
La verificación durante el proceso mediante inspección por rayos X y microscopía metalográfica proporcionó una evaluación exhaustiva de la calidad interna. Cualquier desviación fue diagnosticada y abordada rápidamente mediante el refinamiento iterativo del proceso.
Integración con recubrimientos de barrera térmica
La interfaz entre la aleación base y el recubrimiento de barrera térmica (TBC) aplicado juega un papel decisivo en la longevidad del componente. En este proyecto, la estrecha colaboración entre los ingenieros de fundición y de recubrimiento aseguró que la química superficial y los perfiles de rugosidad fueran totalmente compatibles con los sistemas TBC patentados de ABB, permitiendo una adhesión duradera y minimizando las tensiones por desajuste térmico.
Resultados preliminares y métricas de calidad
Las corridas de producción iniciales demostraron una excelente alineación con las especificaciones técnicas de ABB. Los resultados clave se resumen a continuación:
Parámetro de rendimiento | Valor objetivo | Resultado real | Estándar ABB |
|---|---|---|---|
Rango de tamaño de grano (μm) | 50-150 | 60-140 | ≤150 |
Defectos internos (Nivel de rayos X) | ≤Nivel 2 | Nivel 1-2 | Nivel 2 |
Rugosidad superficial Ra (μm) | ≤3.2 | 2.8-3.1 | ≤3.2 |
Resistencia a la tracción a 1000 °C (MPa) | ≥850 | 870-890 | ≥850 |
Ciclos de fatiga térmica | ≥3000 | >3200 | ≥3000 |
Resistencia a la oxidación (1050 °C/1000 h) | Aprobado | Aprobado | Aprobado |
Estos resultados validan la solidez del proceso y su idoneidad para la implementación a gran escala. ABB ha expresado una gran satisfacción con la consistencia y la calidad de los segmentos entregados.
Integración de la producción a gran escala
Sobre la base de la exitosa fase de validación del prototipo, el proyecto pasó a la fabricación escalada para satisfacer las demandas operativas de ABB para los próximos modelos de turbinas de gas.
El diseño del proceso enfatizó:
Rendimiento estable en los lotes de producción
Recopilación automatizada de datos para el monitoreo del proceso
Flujos de trabajo robustos de aseguramiento de la calidad que integran datos de inspección en tiempo real
Se implementaron prácticas avanzadas de gestión de herramientas y moldes para garantizar un rendimiento uniforme del molde durante campañas de producción prolongadas. Los materiales de la carcasa del molde y los ciclos de precalentamiento se controlaron con precisión para mantener la consistencia de la fundición. El seguimiento automatizado de los perfiles térmicos durante los ciclos de fundición al vacío redujo aún más la variabilidad del proceso.
Aseguramiento de la calidad y verificación final
Cada lote de producción se sometió a un exhaustivo proceso de inspección en múltiples etapas, que incorporó:
Verificación dimensional utilizando máquinas de medición por coordenadas
Ensayos no destructivos con inspección por rayos X y métodos ultrasónicos
Evaluación microestructural mediante microscopía metalográfica y microscopía electrónica de barrido
Ensayos mecánicos, incluidas pruebas de tracción a temperaturas elevadas
Este riguroso marco de validación aseguró que cada segmento de turbina entregado cumpliera con los exigentes estándares de ABB para componentes críticos de la sección caliente.
Rendimiento en servicio y comentarios de los clientes
Después de la calificación, los segmentos de turbina de tercera etapa fundidos personalizados se integraron en las turbinas prototipo de ABB para su evaluación en campo. Los datos operativos del mundo real recopilados de centrales eléctricas de ciclo combinado destacaron varios beneficios clave de rendimiento:
Integridad mecánica estable bajo altos gradientes térmicos
Deriva dimensional mínima después de horas extendidas de servicio
Adhesión consistente del TBC sin informes de delaminación
Sin evidencia de agrietamiento prematuro o degradación relacionada con la oxidación
El equipo de ingeniería de ABB reportó ganancias medibles tanto en la eficiencia térmica como en el ciclo de vida del componente, apoyando el objetivo más amplio de reducir el costo nivelado de la electricidad (LCOE) para sus plataformas avanzadas de turbinas de gas.
Innovaciones de procesos y desarrollo futuro
El éxito de este proyecto subrayó la versatilidad y madurez de la fundición de cristal equiaxial como solución para componentes de turbinas de alto rendimiento. De cara al futuro, se están explorando activamente varias vías de innovación:
Integración de la prensado isostático en caliente (HIP) para mejorar aún más la densidad y la resistencia a la fatiga
Aplicación de algoritmos de control de procesos impulsados por IA para optimizar la uniformidad de la estructura del grano
Combinación de la fundición con la impresión 3D para la fabricación híbrida de geometrías aún más complejas
Desarrollo colaborativo de aleaciones de alta temperatura de próxima generación, como las aleaciones Rene avanzadas para futuros diseños de turbinas de gas
Contexto industrial e impacto más amplio
Este proyecto ejemplifica cómo la fabricación avanzada está permitiendo a los OEM de turbinas de gas responder al panorama energético en evolución. En una era de mercados de combustibles volátiles y objetivos de descarbonización, maximizar la eficiencia y la confiabilidad de los activos de generación térmica sigue siendo una prioridad global.
Además, la localización de la producción de componentes de la sección caliente de turbinas, impulsada por asociaciones con especialistas en fundición de precisión, ayuda a mitigar los riesgos de la cadena de suministro y fomenta los ecosistemas de fabricación regional.
A través de esfuerzos de ingeniería colaborativa, ABB y sus socios de fabricación están estableciendo nuevos puntos de referencia para la calidad y la innovación en la industria de las turbinas de gas. Las lecciones aprendidas aquí informarán el desarrollo de soluciones aún más avanzadas a medida que el sector continúe evolucionando.
Conclusión
La fabricación personalizada de los segmentos de turbina de tercera etapa de ABB mediante fundición de cristal equiaxial demuestra cómo un enfoque de ingeniería disciplinado y colaborativo puede desbloquear ganancias significativas de rendimiento en componentes críticos.
Al combinar una selección precisa de materiales, un control avanzado de procesos y un riguroso aseguramiento de la calidad, este proyecto entregó componentes que cumplen y superan los exigentes requisitos de servicio de las turbinas de gas modernas.
A medida que los mercados energéticos avanzan hacia una mayor eficiencia y menores emisiones, tales innovaciones en la fabricación de componentes seguirán siendo vitales para habilitar la próxima generación de tecnologías de generación de energía.
Preguntas frecuentes
¿Cuáles son las ventajas clave de usar fundición de cristal equiaxial para segmentos de turbina?
¿Por qué ABB eligió Inconel 738 para el segmento de turbina de 3.ª etapa?
¿Cómo mejora la fundición de precisión al vacío la calidad de los componentes en la fabricación de turbinas?
¿Qué métodos de inspección se utilizan para garantizar segmentos de turbina libres de defectos?
¿Qué innovaciones futuras se están explorando para la fabricación de segmentos de turbina?
