Kundenspezifischer Kunststoff-3D-Druck mit Spezial- und Hochleistungsmaterialien
Einführung in den 3D-Druck von Kunststoffen in Ingenieursqualität
Über das Prototyping hinaus liefert der Kunststoff-3D-Druck heute serienreife Bauteile aus Spezial- und Hochleistungspolymeren. Diese Materialien erfüllen anspruchsvolle Anforderungen wie Hitzebeständigkeit, Flammwidrigkeit, chemische Beständigkeit und Maßhaltigkeit.
Bei Neway Aerotech unterstützt unser kundenspezifischer Kunststoff-3D-Druckservice Anwendungen in den Bereichen Luft- und Raumfahrt, Automobilindustrie, Elektronik und Medizin mit präzisen, hochfunktionellen Bauteilen, die für leistungskritische Umgebungen maßgeschneidert sind.
Überblick über die Kunststoff-3D-Drucktechnologie
Klassifizierung von Hochleistungs-3D-Drucktechnologien
Verfahren | Max. Temperatur (°C) | Oberflächengüte (Ra, μm) | Maßtoleranz (mm) | Typische Anwendungen |
|---|---|---|---|---|
FDM | 400+ | 10–20 | ±0,15–0,30 | Bauteile für die Luft- und Raumfahrt, ESD-Abdeckungen |
SLS | 180 | 8–12 | ±0,1–0,25 | Flexible und funktionale Strukturbauteile |
MJF | 180 | 6–10 | ±0,1–0,20 | Zähe, serienreife Bauteile |
SLA | 120 | 1–5 | ±0,05–0,15 | Visuelle Modelle mit hoher Auflösung, Tests im medizinischen Bereich |
Hinweis: Temperatur- und Maßwerte hängen vom Material und der Geometrie ab.
Strategie zur Verfahrensauswahl
FDM: Ideal für den Druck von Bauteilen aus ULTEM™, PEKK oder PEEK mit thermischer, mechanischer und regulatorischer Konformität.
SLS: Am besten geeignet für spezialisierte Verbundwerkstoffe auf Nylonbasis, die keine Stützstrukturen erfordern.
MJF: Wird für die Kleinserienfertigung von chemikalienbeständigen und schlagzähen Ingenieurbauteilen verwendet.
SLA: Geeignet für biokompatible Modelle oder Validierungen mit hohen Detailanforderungen unter Verwendung individueller Harzmischungen.
Spezialmaterialien für den 3D-Druck
Vergleich von technischen und funktionalen Kunststoffen
Material | Festigkeit (MPa) | Wärmeformbeständigkeit HDT (°C) | Einzigartige Eigenschaften | Häufige Anwendungen |
|---|---|---|---|---|
PEI (ULTEM™ 9085) | ~85 | ~210 | Flammhemmend, FST-konform (UL94 V-0) | Flugzeuginnenräume, Strukturgehäuse |
PEEK | ~100 | ~250 | Hohe chemische, thermische und Ermüdungsbeständigkeit | Dichtungen für Öl & Gas, orthopädische Werkzeuge, Turbinenteile |
Kohlefaser-Nylon | ~85 | ~150 | Leicht, steif, vibrationsbeständig | Vorrichtungen für die Luft- und Raumfahrt, UAVs, Automobilhalterungen |
ESD-sicheres PETG | ~45 | ~75 | Verhindert statische Aufladung in empfindlichen Umgebungen | PCB-Vorrichtungen, Sensorhalterungen, Elektronikgehäuse |
Harz in Medizinqualität | ~50 | ~60 | Biokompatibel, sterilisierbar, transluzente Optionen | Chirurgische Schablonen, Zahnmodelle, tragbare Geräte |
Strategie zur Materialauswahl
PEI (ULTEM™): Bevorzugt, wenn Bauteile Vorschriften für Luft- und Raumfahrt sowie Anforderungen an Flammschutz, Rauchentwicklung und Toxizität (FST) erfüllen müssen.
PEEK: Gewählt für Umgebungen, die eine thermische Stabilität bis 250 °C, Sterilisierbarkeit und hohe Verschleißfestigkeit erfordern.
Kohlefaser-Nylon: Wird verwendet, wenn das Steifigkeits-Gewichts-Verhältnis und die Maßgenauigkeit unter Last kritisch sind.
ESD-PETG: Ideal für antistatische Gehäuse in der Elektronik oder in Reinraumumgebungen.
Medizinisches Harz: Eingesetzt für kontaktsichere, sterilisierbare Anwendungen in den Bereichen Zahnmedizin, Chirurgie und Orthopädietechnik.
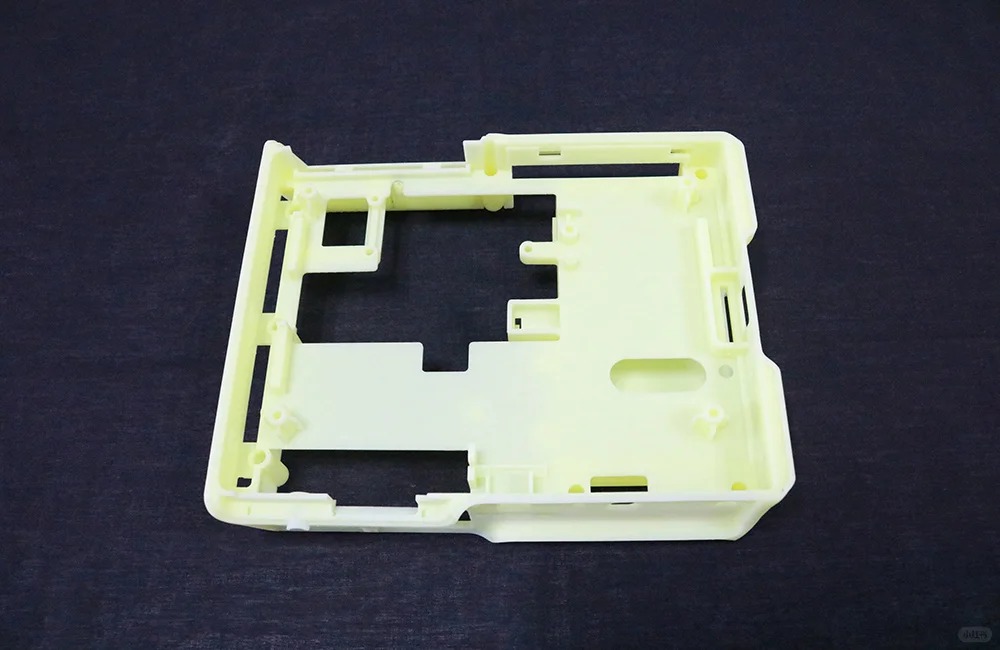
Fallstudie: PEEK- und ESD-sichere PETG-Bauteile für elektronische Gehäusesysteme
Projekthintergrund
Ein Kunde aus der Branche für Leistungselektronik benötigte flammwidrige Gehäuse und statisch ableitende Abdeckungen für Steuermodule, die in Hochspannungsgehäusen eingesetzt werden.
Herstellungsablauf
Materialauswahl: PEEK für Gehäuseschalen und ESD-sicheres PETG für Leiterplattenabdeckungen.
Designvorbereitung: CAD-Modelle angepasst für 2 mm Wandstärke, M4-Einsätze und abgeschirmte Öffnungen.
FDM-Druck: Gedruckt auf Maschinen mit geschlossenem Bauraum und Hochtemperaturfähigkeit; 0,4-mm-Düse, 0,2-mm-Schichthöhe.
Nachbearbeitung: Stützstrukturen manuell entfernt; Gewindeeinsätze eingebracht; Oberflächen auf Ra ≈ 10 μm geschliffen.
Validierungstests: Brennbarkeit und ESD-Beständigkeit gemäß den Normen ASTM D635 und ANSI/ESD STM11.11 bestätigt.
Nachprozess
Maßprüfung: Überprüfung mittels Präzisionsmessschiebern und 3D-Scanning innerhalb von ±0,1 mm.
Leitfähigkeitstest: ESD-Oberflächen gemessen mit <10⁹ Ω/qm gemäß Spezifikationen zur statischen Ableitung.
Thermischer Test: Gehäuse bestanden den Betriebstest bei 200 °C ohne Verformung oder Eigenschaftsverlust.
Ergebnisse und Verifizierung
Die Endmontagen erfüllten alle Anforderungen an Flammwidrigkeit und antistatische Performance, was eine direkte Feldinstallation ohne sekundäre Modifikationen ermöglichte.
Die Maßkonsistenz wurde innerhalb von ±0,1 mm eingehalten, und die ESD-Leistung wurde an mehreren Punkten über die Oberflächengeometrie hinweg verifiziert.
Alle Bauteile bestanden einen 48-stündigen Temperaturwechseltest zwischen -40 °C und 200 °C ohne Rissbildung, Verzug oder Oberflächenverschlechterung.
Der Kunde reduzierte die Lieferzeit für Bauteile von 3 Wochen (gefrostetes PEEK) auf 6 Werktage durch vollständige digitale Fertigung.
Häufig gestellte Fragen (FAQs)
Welche Hochleistungskunststoffe können in Ihrem 3D-Druckservice verwendet werden?
Welche Zertifizierungen oder Flammschutzklassen können Ihre gedruckten Kunststoffteile erfüllen?
Sind ESD-sichere oder leitfähige Materialien für empfindliche Anwendungen verfügbar?
Kann ich PEEK- oder PEI-Bauteile mit feinen Toleranzen drucken?
Wie lang ist die typische Durchlaufzeit für kundenspezifische funktionale Kunststoffteile?
