Русский
Производитель индивидуальных аэрокосмических деталей из суперсплавов
Услуги по производству аэрокосмических и авиационных деталей
NewayAeroTech предоставляет услуги по индивидуальному производству аэрокосмических и авиационных деталей для авиационных двигателей, авиационных турбин, систем тяги БПЛА и высокотемпературных летных компонентов. Мы поддерживаем вакуумное литье по выплавляемым моделям, монокристаллическое литье, направленную кристаллизацию, равноосное литье, CNC-обработку суперсплавов, EDM, термообработку, подготовку под покрытия, контроль и поставку готовых компонентов.
Аэрокосмические и авиационные детали, которые мы производим
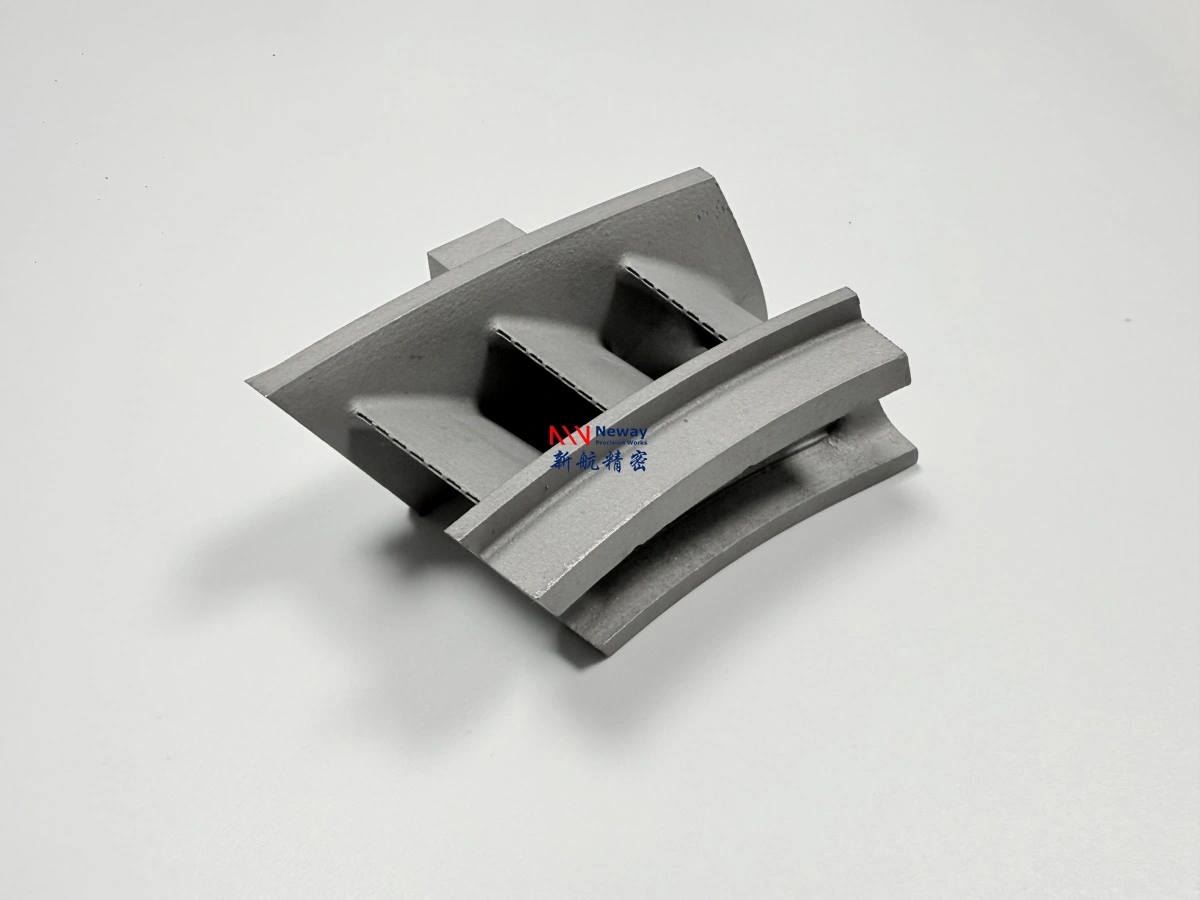
NewayAeroTech производит индивидуальные аэрокосмические и авиационные компоненты для авиационных двигателей, турбин БПЛА, авиационных силовых систем и высокотемпературных летных применений. Мы поддерживаем детали горячей секции, детали камер сгорания и выхлопной системы, вращающиеся и конструкционные компоненты, детали турбин БПЛА и индивидуальные аэрокосмические компоненты от прототипов до мелкосерийного производства.

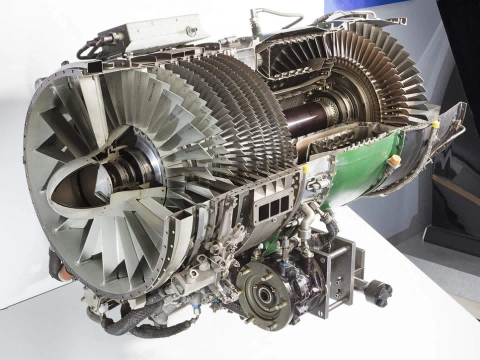
Секции авиационных двигателей, которые мы поддерживаем
NewayAeroTech поддерживает компоненты авиационных двигателей и авиационных силовых систем в секциях камеры сгорания, турбины, компрессора, выхлопа, вспомогательных узлов и конструкции, помогая клиентам производить высокотемпературные, легкие и высокоточные летные компоненты.

От литья суперсплавов до готовых к полету аэрокосмических компонентов
NewayAeroTech поддерживает производство аэрокосмических компонентов от выбора материала и литья суперсплавов до постобработки и контроля, помогая клиентам разрабатывать готовые к полету детали авиационных двигателей, компоненты турбин БПЛА и высокотемпературные авиационные детали.
Начните новый проект сегодня
Производство прототипов и мелкосерийных аэрокосмических образцов
NewayAeroTech поддерживает производство аэрокосмических прототипов и образцов с помощью литья, CNC-обработки, 3D-печати, термообработки, HIP, постобработки и контроля. Мы помогаем клиентам разрабатывать детали турбин БПЛА, компоненты авиационных двигателей, детали для инженерных испытаний и мелкосерийные аэрокосмические компоненты по чертежам, CAD-файлам, образцам или данным 3D-сканирования.

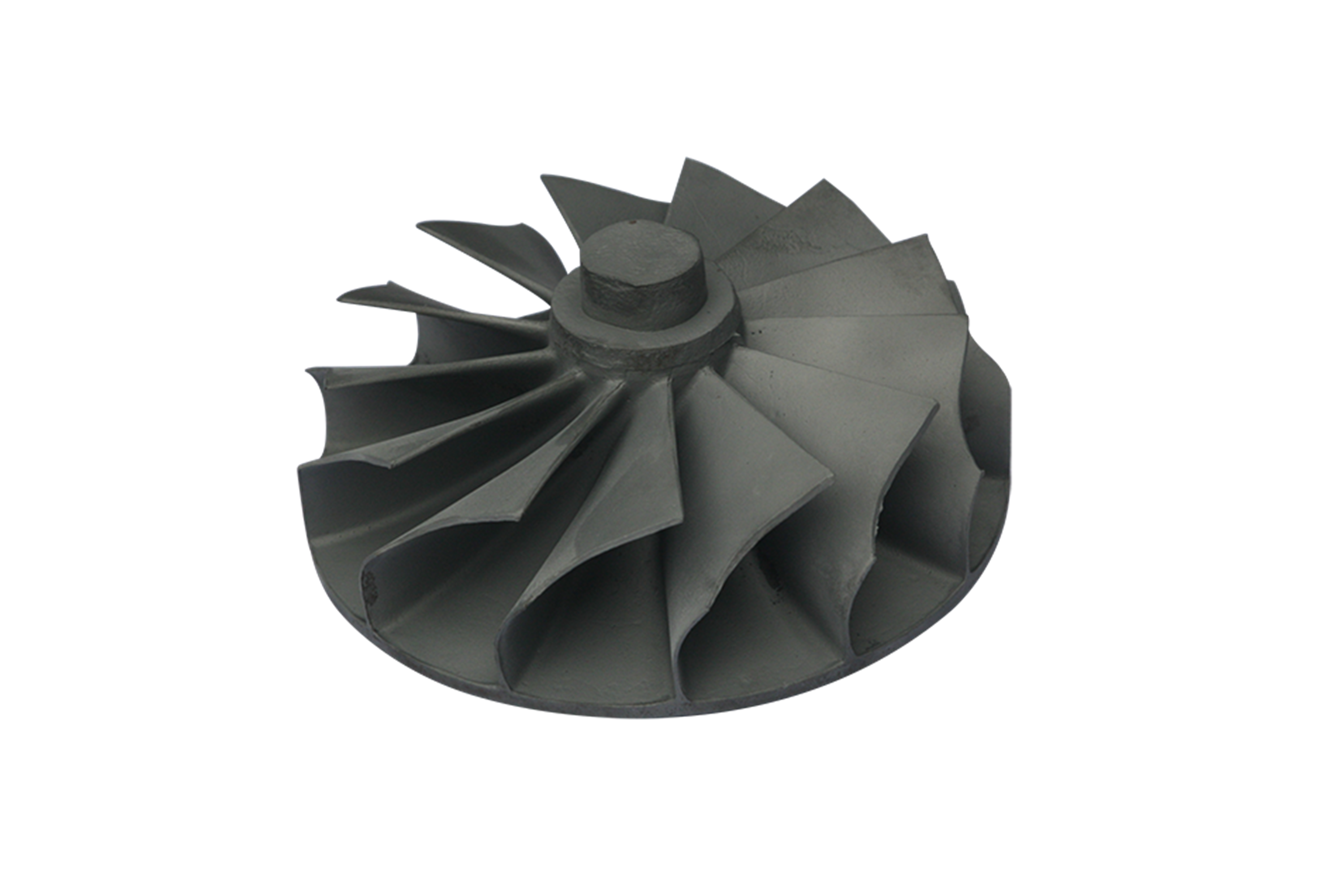
Опыт в компонентах аэрокосмических двигателей и турбин
NewayAeroTech поддерживает компоненты авиационных двигателей, турбин БПЛА, аэрокосмических систем сгорания, вращающиеся и конструкционные компоненты с помощью литья суперсплавов, CNC-обработки, EDM, термообработки, HIP, постобработки, контроля и поддержки мелкосерийного производства.
Изучить связанные ресурсы



Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Услуги
Решения
Copyright © 2026 Aero Precision Works Ltd.All Rights Reserved.