Что такое рентгеновский контроль?
Введение в рентгеновское излучение
Рентгеновский контроль — это метод неразрушающего контроля (НК), который позволяет анализировать внутреннюю структуру компонентов без причинения повреждений. Он обеспечивает точное и надежное выявление дефектов, таких как пустоты, трещины и неоднородности, гарантируя качество и безопасность продукции.
В точном машиностроении рентгеновский контроль играет ключевую роль, предоставляя высококачественные изображения критически важных деталей. Он незаменим в отраслях, где производительность и долговечность являются обязательными требованиями, таких как аэрокосмическая и автомобильная промышленность, обеспечивая соответствие каждой детали строгим спецификациям.
Что такое рентгеновский контроль?
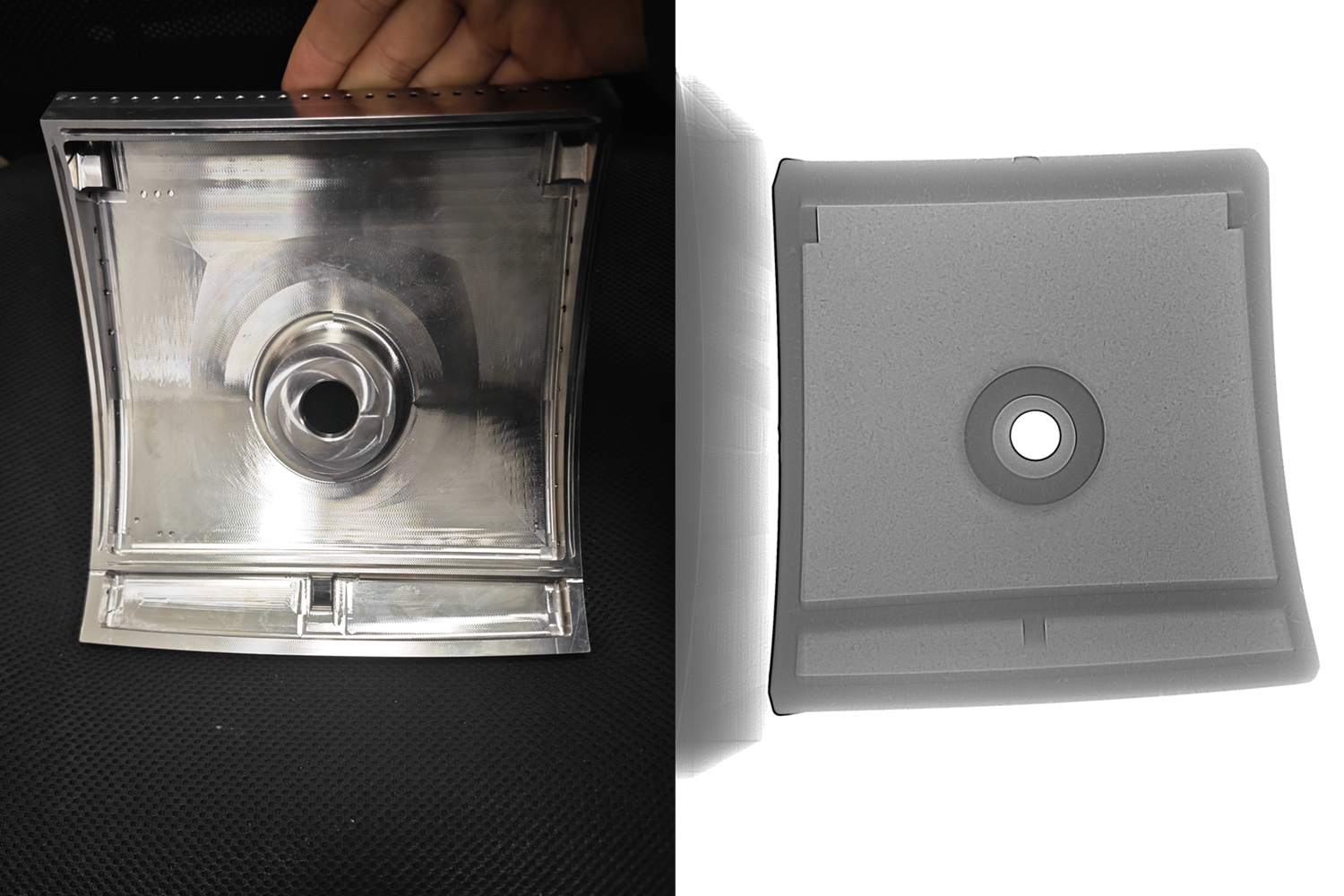
Рентгеновские лучи — это форма электромагнитного излучения, проникающего сквозь твердые объекты, что позволяет исследовать внутренние структуры. Рентгеновские аппараты генерируют рентгеновские лучи, которые проходят через материал и улавливаются детектором. Полученное изображение выявляет внутренние неоднородности, такие как трещины, пористость или неполные сварные швы.
Рентгеновский контроль обычно используется для проверки сложных механических компонентов и жаропрочных сплавов, таких как лопатки турбин, автомобильные детали и аэрокосмические компоненты. Он гарантирует, что эти детали не имеют дефектов, которые могут повлиять на их производительность или срок службы.
Как работает рентгеновский аппарат?
Рентгеновский аппарат состоит из нескольких ключевых компонентов: рентгеновской трубки, детектора и программного обеспечения для обработки изображений. Рентгеновская трубка генерирует рентгеновский луч, который проходит через исследуемый объект. Детектор улавливает прошедшие лучи, а программное обеспечение обрабатывает данные для создания детального изображения.
По мере проникновения рентгеновских лучей через объект разные материалы поглощают различное количество излучения, что создает контраст на полученном изображении. Это позволяет инженерам обнаруживать скрытые дефекты и оценивать качество внутренних структур.
Типы рентгеновских аппаратов
Цифровая радиография (DR): Обеспечивает мгновенные результаты с высоким качеством изображения и часто используется в автомобильной и аэрокосмической отраслях.
Компьютерная томография (КТ): Предоставляет 3D-изображения для детального анализа, идеально подходит для сложных деталей в таких отраслях, как аэрокосмическая и медицинская.
Флюороскопия: Используется для визуализации в реальном времени для проверки движущихся частей или динамических операций, например, в фармацевтической или пищевой упаковке.
Портативные рентгеновские системы: Компактные и мобильные решения для полевого контроля, часто используемые в нефтегазовой или военной отраслях.
Преимущества рентгеновского контроля
Высокая точность: Рентгеновские аппараты обеспечивают точность на микронном уровне, что делает их идеальными для контроля критически важных компонентов.
Повышенная эффективность: Автоматизированные рентгеновские системы сокращают время и усилия, затрачиваемые на ручной контроль, оптимизируя процесс тестирования.
Интеграция данных: Результаты рентгеновского контроля могут напрямую передаваться в программное обеспечение для анализа, обеспечивая детальную аналитику данных и отчетность.
Последовательность и надежность: Автоматизированные рентгеновские системы минимизируют человеческие ошибки, обеспечивая надежные и воспроизводимые измерения.
Универсальность: Рентгеновский контроль подходит для различных отраслей и геометрий, от автомобильных деталей до сложных лопаток турбин.
Применение рентгеновского контроля в различных отраслях
Аэрокосмическая и авиационная промышленность: Рентгеновский контроль имеет решающее значение для выявления трещин или пустот в лопатках турбин, обеспечивая безопасность полетов и надежность компонентов.
Энергетика: В газовых турбинах и других высокотемпературных компонентах рентгеновское тестирование помогает обнаруживать внутренние дефекты, предотвращая катастрофические отказы.
Нефтегазовая промышленность: Рентгеновский контроль обеспечивает целостность критически важных компонентов, таких как клапаны и трубопроводы, работающих в экстремальных условиях.
Энергетика: Рентгеновский контроль играет роль в проверке оборудования возобновляемой энергетики, такого как компоненты ветряных турбин.
Судостроение: Обеспечивает долговечность морских компонентов, выявляя внутренние дефекты, которые могут привести к коррозии или износу.
Горнодобывающая промышленность: Проверяет высокопрочные горнодобывающие инструменты и детали, чтобы убедиться, что они выдерживают абразивные условия.
Автомобильная промышленность: Критически важные компоненты, такие как детали двигателя и трансмиссионные системы, проходят рентгеновскую проверку для обеспечения безопасности и производительности.
Химическая промышленность: Рентгеновский контроль проверяет целостность сосудов под давлением и теплообменников.
Фармацевтическая и пищевая промышленность: Рентгеновские системы контролируют упаковку и проверяют продукцию для предотвращения загрязнения.
Военная и оборонная промышленность: Обеспечивает надежность военного оборудования, обнаруживая дефекты в критически важных компонентах.
Атомная промышленность: Рентгеновское тестирование жизненно важно для проверки компонентов реакторов, обеспечивая их соответствие строгим стандартам безопасности.
Рентгеновское тестирование при производстве деталей из жаропрочных сплавов на заказ
Вакуумное литье по выплавляемым моделям из жаропрочных сплавов
Вакуумное литье по выплавляемым моделям обеспечивает точное формование жаропрочных сплавов с минимальным загрязнением. Оно широко используется для лопаток турбин и аэрокосмических компонентов, требующих высокопроизводительных сплавов.
Вакуумное литье по выплавляемым моделям должно проходить рентгеновский контроль для обнаружения микротрещин, пористости или усадочных дефектов, невидимых при поверхностном контроле, обеспечивая надежность продукции при экстремальных нагрузках.
Литье монокристаллов из жаропрочных сплавов
Литье монокристаллов устраняет границы зерен, повышая механическую прочность и сопротивление ползучести в аэрокосмических лопатках турбин. Этот метод обеспечивает долговечность при высоких температурах.
Литье монокристаллов требует рентгеновского контроля для подтверждения отсутствия дефектов, таких как пустоты или смещенные кристаллические структуры, которые могут ухудшить механические характеристики.
Литье равноосных кристаллов из жаропрочных сплавов
Литье равноосных кристаллов производит компоненты с однородной зеренной структурой, обеспечивая лучшую термическую и механическую стабильность. Оно обычно используется для дисков газовых турбин.
Литье равноосных кристаллов выигрывает от рентгеновского контроля для выявления пористости и структурных неоднородностей, обеспечивая целостность компонентов в высокотемпературных применениях.
Направленное литье жаропрочных сплавов
Направленное литье выравнивает зерна по предпочтительной ориентации, повышая прочность в высоконагруженных применениях, таких как реактивные двигатели.
Направленное литье жаропрочных сплавов проходит рентгеновский контроль для обнаружения дефектов, которые могут возникнуть во время охлаждения, предотвращая преждевременный отказ под эксплуатационными нагрузками.
Специальное литье жаропрочных сплавов
Специальное литье сплавов включает уникальные составы сплавов, адаптированные для высокопроизводительных применений, таких как аэрокосмическая промышленность или ядерные реакторы.
Специальное литье сплавов требует рентгеновского тестирования для обеспечения внутренней однородности, избегая необнаруженных дефектов, которые могут привести к катастрофическим отказам.
Диски турбин из жаропрочных сплавов методом порошковой металлургии
Порошковая металлургия обеспечивает точный контроль над микроструктурой, производя высокопрочные диски турбин.
Диски турбин методом порошковой металлургии полагаются на рентгеновское тестирование для выявления внутренних пустот и обеспечения надлежащей консолидации во время процесса спекания.
Точная ковка жаропрочных сплавов
Точная ковка обеспечивает отличные механические свойства путем формования сплавов в контролируемых условиях. Она используется для таких компонентов, как валы турбин.
Точная ковка жаропрочных сплавов требует рентгеновского контроля для проверки структурной целостности кованых компонентов, обеспечивая надежность под высокими нагрузками.
Изотермическая ковка жаропрочных сплавов
Изотермическая ковка поддерживает равномерную температуру во время ковки, обеспечивая минимальный рост зерен и улучшенную усталостную прочность.
Изотермическая ковка выигрывает от рентгеновского тестирования для выявления любых внутренних дефектов, возникших во время процесса, обеспечивая безопасность производительности.
Горячее изостатическое прессование (ГИП) жаропрочных сплавов
ГИП использует высокую температуру и давление для удаления пористости в отливках и порошковых компонентах, увеличивая плотность материала.
Горячее изостатическое прессование (ГИП) требует рентгеновского контроля для проверки отсутствия остаточных пустот, обеспечивая высокое качество готовой продукции.
Сварка жаропрочных сплавов
Сварка соединяет критические компоненты, особенно в аэрокосмической и энергетической отраслях, требуя высокопрочных швов.
Сварка жаропрочных сплавов проходит рентгеновский контроль для выявления скрытых дефектов, таких как трещины или пустоты в сварных соединениях, обеспечивая структурную стабильность.
ЧПУ-обработка жаропрочных сплавов
ЧПУ-обработка придает сплавам форму точных компонентов со сложной геометрией, часто используемых в аэрокосмической и автомобильной отраслях.
ЧПУ-обработка жаропрочных сплавов требует рентгеновского тестирования для обнаружения подповерхностных дефектов или концентраций напряжений, возникших во время обработки.
3D-печать жаропрочных сплавов
3D-печать создает сложные компоненты из жаропрочных сплавов слой за слоем, позволяя создавать индивидуальные конструкции.
3D-печать жаропрочных сплавов требует рентгеновского контроля для обеспечения однородности слоев и обнаружения пустот, которые могут повлиять на механические характеристики.
Когда выбирать рентгеновское тестирование?
Критически важные компоненты безопасности: Рентгеновский контроль необходим для компонентов в аэрокосмической, ядерной и военной отраслях, где отказ недопустим.
Сложная геометрия: Детали со сложными внутренними структурами, такие как компоненты, изготовленные методом 3D-печати, требуют рентгеновского контроля для подтверждения внутренней целостности.
Высокотемпературные применения: Компоненты, подвергающиеся экстремальному нагреву, такие как лопатки турбин, нуждаются в рентгеновском тестировании для обнаружения дефектов термического напряжения.
Новые производственные процессы: Новые методы производства, такие как порошковая металлургия, требуют рентгеновского тестирования для обеспечения последовательности и качества.
Анализ отказов: Рентгеновский контроль используется во время расследования отказов для выявления скрытых дефектов, которые могли способствовать поломке.
Часто задаваемые вопросы о рентгеновском контроле
Какие типы дефектов может обнаружить рентген? Рентгеновское тестирование может выявлять пустоты, трещины, пористость, неполные сварные швы и концентрации внутренних напряжений.
Безопасен ли рентгеновский контроль для операторов? Современные рентгеновские аппараты разработаны с защитой и протоколами безопасности для минимизации воздействия радиации на операторов.
Сколько времени занимает рентгеновский контроль? Время контроля зависит от сложности детали, но цифровая радиография часто обеспечивает мгновенные результаты.
Какие материалы можно проверить с помощью рентгена? Рентгеновский контроль работает с металлами, керамикой, композитами и полимерами, используемыми в аэрокосмической, автомобильной и медицинской отраслях.
Как рентген сравнивается с другими методами НК? Рентгеновское тестирование обеспечивает превосходную визуализацию внутренних дефектов по сравнению с другими методами НК, такими как ультразвуковой контроль или магнитопорошковый контроль.
