Usinagem CNC de Superligas para Componentes de Rotor de Turbina Aeroespacial
À medida que os programas globais de propulsão aeroespacial buscam relações empuxo-peso mais elevadas e maior eficiência térmica, a demanda por componentes de turbina em superliga usinados com precisão continua a aumentar. Em 2024, o setor de usinagem CNC aeroespacial sozinho ultrapassou USD 5,3 bilhões, sendo que os rotores de turbina representaram mais de 32% do uso de ligas de alta temperatura.
A Neway AeroTech fornece soluções críticas neste domínio. Nossa usinagem CNC avançada de Inconel, Rene e ligas Nimonic permite estabilidade dimensional superior, resistência à fadiga e desempenho para rotores de turbina operando acima de 15.000 rpm e 1000°C.
Tecnologia Principal da Usinagem CNC de Superligas
A usinagem CNC de superligas na Neway AeroTech combina precisão, estabilidade térmica e tecnologias de otimização da vida útil da ferramenta para aplicações extremas.
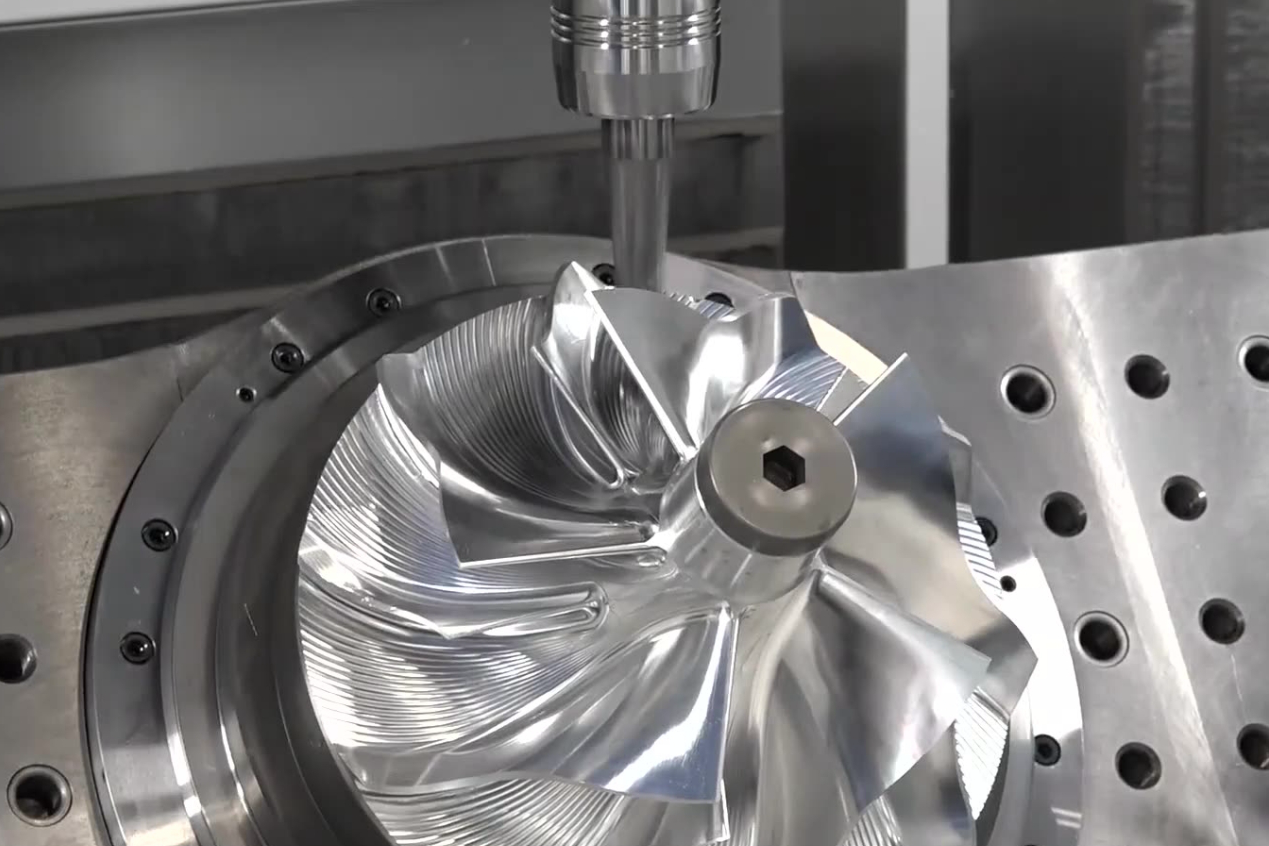
A usinagem CNC de 5 eixos permite acesso completo da ferramenta para contornos complexos e componentes de turbina em superliga com cavidades profundas.
Algoritmos de compensação de desgaste da ferramenta garantem repetibilidade dimensional para operações prolongadas sob condições de contato com ligas abrasivas.
Sistemas de refrigeração através do eixo de alta pressão reduzem o acúmulo de calor e melhoram a eficiência de corte em materiais de superliga resistentes.
A inspeção pós-processo por MMC e MEV garante conformidade com tolerâncias ao nível de mícrons e especificações de grau aeroespacial.
Todas as operações de usinagem estão em conformidade com padrões aeroespaciais como AS9100D e NADCAP, garantindo precisão consistente até tolerâncias de ±5 μm.
Superligas Típicas na Usinagem CNC
As seguintes superligas são comumente usadas para componentes de rotor de turbina:
Liga | Temp. Máxima de Serviço (°C) | Resistência à Tração (MPa) | Aplicação |
|---|---|---|---|
704 | 1240 | Discos de rotor, cubos de turbina | |
980 | 1450 | Pás de turbina, rotores | |
920 | 1265 | Rotores de compressor | |
1140 | 1000 | Raízes de palhetas de turbina |
Cada liga oferece vantagens específicas em resistência ao fluência, vida à fadiga e proteção contra oxidação sob condições extremas.
Estudo de Caso: Usinagem CNC de Componentes de Rotor de Turbina
Contexto do Projeto
Um cliente de propulsão aeroespacial solicitou discos de rotor em Inconel 718 usinados por CNC para um motor turbofan militar de próxima geração. O componente exigia uma tolerância de perfil dentro de ±0,01 mm e concentricidade inferior a 0,008 mm. A geometria externa apresentava undercut, cavidades profundas e tolerâncias de alinhamento de furos mais rigorosas que ISO H6.
Modelos e Aplicações Típicos de Componentes de Rotor de Turbina
Modelo | Aplicação | Material | RPM Máx. | Descrição |
|---|---|---|---|---|
TRD-950 | Rotor de Alta Pressão de Motor a Jato | Inconel 718 | 18.000 | Equilíbrio de precisão, cubo multi-orifício |
LPT-420 | Disco de Turbina de Baixa Pressão | Rene 88 | 12.000 | Aliviado de tensões, fresado de perfil |
CPT-180 | Rotor de Compressor | Nimonic 90 | 16.000 | Design leve estilo blisk |
Estas peças são integrais aos módulos de motor em plataformas de aviação como turbinas classe F, VANTs avançados e jatos supersônicos.
Desafios da Usinagem CNC de Componentes de Rotor de Turbina
O desgaste da ferramenta excede 0,05 mm/hora devido à dureza da liga acima de 40 HRC e requisitos agressivos de geometria de aresta.
A distorção térmica excede 0,02 mm durante operações contínuas superiores a 2 horas em velocidades de corte além de 150 m/min em superfícies de superliga.
Tolerâncias de alinhamento de furo e eixo abaixo de 8 μm exigem sondagem ultra-precisa e métodos de correção de caminho de ferramenta em múltiplas etapas.
Tensão residual de até 450 MPa deve ser aliviada após o desbaste para prevenir empenamento durante as passes de acabamento.
A evacuação de cavacos em cavidades mais profundas que 8×D requer geometria de canelura otimizada e pressão de refrigerante superior a 80 bar.
Soluções de Usinagem CNC para Componentes de Rotor de Turbina
A usinagem criogênica a -196°C usando nitrogênio líquido reduziu o desgaste da ferramenta em 25% e melhorou significativamente a integridade da superfície.
Caminhos de ferramenta de desbaste adaptativo com fresamento trocoidal minimizaram a pressão da ferramenta e reduziram os tempos de ciclo em aproximadamente 18% em vários perfis de cavidade.
A sondagem na máquina com digitalização 3D garantiu precisão de alinhamento do furo dentro de 6 μm e reduziu a intervenção de inspeção humana em 60%.
A Compactação Isostática a Quente (HIP) a 1030°C e 100 MPa eliminou 98% da porosidade interna antes da usinagem de acabamento final.
A validação de liga por GDMS confirmou consistência elemental dentro de ±0,03% em peso antes da usinagem para garantir desempenho mecânico sob temperaturas de operação de 1000°C.
Resultados e Verificação
Fabricação: Os discos de rotor foram usinados em centros de usinagem de 5 eixos, alcançando precisão dimensional dentro de ±5 μm e circularidade de 0,007 mm, mantendo o equilíbrio para velocidades operacionais de 18.000 rpm com TIR de concentricidade abaixo de 0,006 mm.
Acabamento: A rugosidade superficial foi reduzida para Ra 0,4 μm usando ferramentas de acabamento de diamante com avanço controlado de 0,02 mm/rev e velocidade de eixo otimizada de 1800 rpm, melhorando significativamente a vida à fadiga.
Pós-processamento: O tratamento HIP a 1030°C e 100 MPa por 4 horas eliminou vazios e restaurou a estrutura de grão isotrópica, garantindo a retenção da resistência mecânica em temperaturas de serviço de 980°C.
Testes: A inspeção por MMC confirmou 100% de conformidade com as tolerâncias; raios-X, MEV e análise GDMS verificaram a uniformidade do material, com testes de fadiga mostrando vida útil 1,5× maior do que o requisito base do cliente.
Perguntas Frequentes (FAQs)
Quais são as tolerâncias típicas alcançáveis para rotores de turbina usinados por CNC?
Como vocês lidam com a tensão residual em partes espessas de superliga?
Quais certificações são necessárias para fornecedores de peças de rotor aeroespacial?
Vocês podem usinar componentes de superliga monocristalina e equiaxial?
Como vocês garantem a concentricidade furo-cubo para discos de rotor críticos?
