Anéis de Turbina e Segmentos de Vedação para Reparo da Seção Quente de Turbinas a Gás
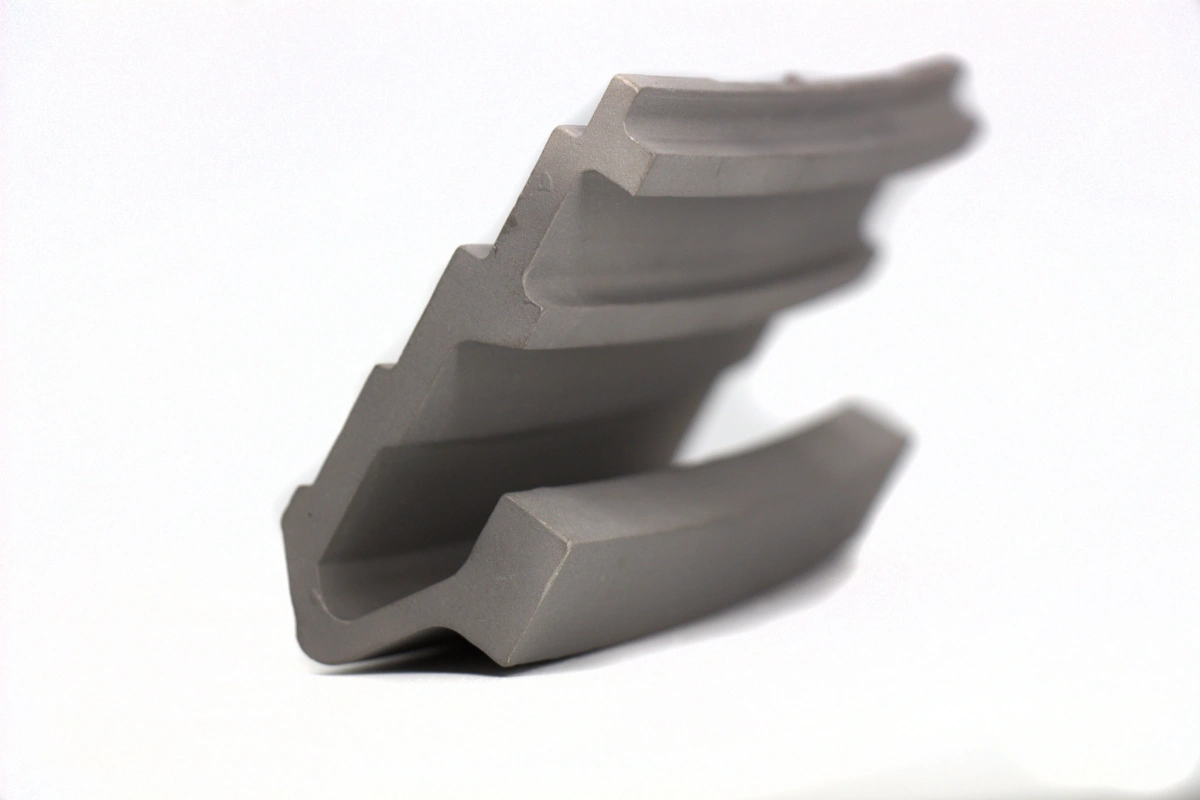
A NewayAeroTech fabrica anéis de turbina personalizados, segmentos de vedação, segmentos de anel de palhetas, segmentos de caminho de gás quente, blocos de anel e componentes de vedação resistentes ao desgaste para projetos de reparo da seção quente de turbinas a gás. Estas peças podem ser produzidas a partir de desenhos do cliente, amostras usadas, dados de varredura 3D ou informações do modelo da turbina, sendo depois acabadas através de fundição, usinagem CNC, EDM, tratamento térmico, preparação para revestimento e inspeção.
Para turbinas a gás de geração de energia, os anéis e segmentos de vedação não são simples blocos protetores. Eles ajudam a controlar a folga da ponta da palheta, melhorar a eficiência da vedação, proteger as estruturas circundantes da seção quente e manter o desempenho estável do caminho do gás. Se o contorno do anel, a face de vedação, o ajuste do segmento, a superfície do revestimento ou a interface de montagem estiverem incorretos, a eficiência da turbina e a confiabilidade da seção quente podem ser afetadas.
A NewayAeroTech suporta a fabricação de peças da seção quente de turbinas de geração de energia para segmentos de anel de substituição, blocos de vedação, segmentos de anel de palhetas e peças personalizadas de reparo de turbinas a gás.
Resposta Direta: Anéis de Turbina e Segmentos de Vedação Personalizados
A NewayAeroTech fornece anéis de turbina e segmentos de vedação personalizados para projetos de reparo e substituição da seção quente de turbinas a gás. Dependendo do design original da peça, requisito de material, sistema de revestimento e padrão de inspeção, a rota de fabricação pode incluir fundição de ligas especiais, fundição de precisão a vácuo, usinagem CNC, EDM, tratamento térmico, pós-processamento, preparação para revestimento e inspeção final.
Nosso suporte de fabricação pode cobrir:
Anéis de turbina personalizados para reparo de turbinas a gás
Segmentos de vedação de substituição para turbinas de geração de energia
Fabricação de segmentos de anel de palhetas e segmentos de caminho de gás quente
Blocos de anel e componentes de vedação resistentes ao desgaste
Fundição e usinagem de segmentos de anel em superligas
Peças de reparo em pequenos lotes e fornecimento de longo prazo de anéis sobressalentes
O objetivo é fornecer peças de substituição de anéis e segmentos de vedação da seção quente acabados, com geometria de arco controlada, superfícies de vedação, ranhuras de montagem, ajuste do segmento, consistência do material, superfícies prontas para revestimento e documentação de inspeção.
Função dos Componentes dos Anéis de Turbina e Segmentos de Vedação
Os anéis de turbina e segmentos de vedação são instalados ao redor das palhetas rotativas da turbina no caminho do gás quente. Sua função principal é controlar a folga entre a ponta da palheta e a estrutura estacionária circundante. Esta folga afeta o vazamento de gás, a eficiência da turbina, o risco de atrito na ponta da palheta e a durabilidade da seção quente.
No serviço de turbinas a gás, os anéis e segmentos de vedação desempenham várias funções importantes:
Controlar a folga da ponta da palheta e reduzir o vazamento de gás
Melhorar a eficiência de vedação da turbina e o desempenho do estágio
Proteger a carcaça circundante ou estruturas de suporte da exposição ao gás quente
Fornecer superfícies substituíveis de proteção contra desgaste e térmica
Manter o ajuste segmento-a-segmento ao redor do caminho da palheta
Suportar sistemas de revestimento que resistem à oxidação, desgaste e fadiga térmica
Como estas peças estão intimamente relacionadas à eficiência da turbina e à confiabilidade da seção quente, os anéis de substituição devem ser fabricados com controle cuidadoso do perfil do arco, geometria da face de vedação, recursos de montagem e qualidade da superfície.
Por Que os Anéis e Segmentos de Vedação Precisam de Substituição
Os anéis de turbina e segmentos de vedação operam em um ambiente de alta temperatura com fluxo de gás, interação da ponta da palheta, vibração, oxidação, degradação do revestimento e ciclagem térmica. Ao longo de longos intervalos de serviço, estas condições podem danificar a superfície do anel e alterar a folga entre as pontas das palhetas e a estrutura de vedação estacionária.
Os modos de falha comuns incluem:
Trincas térmicas causadas por ciclos repetidos de partida e parada
Oxidação ou corrosão a quente nas superfícies voltadas para o gás
Desgaste por atrito da ponta da palheta ou perda localizada de superfície
Descascamento, descamação ou erosão do revestimento
Dano na face de vedação ou perda de folga controlada
Distorção do segmento, empenamento ou incompatibilidade entre peças adjacentes
Desgaste da ranhura de montagem, dano no furo de posicionamento ou deformação da interface
Trincas ou defeitos encontrados durante a inspeção de parada
Quando o desgaste, trincas, falha do revestimento ou alteração dimensional excedem o limite de reparo, são necessários segmentos de anel de substituição para restaurar o desempenho de vedação do caminho de gás quente e a confiabilidade operacional da turbina.
Opções de Materiais para Anéis e Segmentos de Vedação da Seção Quente
Os anéis de turbina e segmentos de vedação requerem materiais que possam resistir a altas temperaturas, oxidação, desgaste, fadiga térmica e erosão do caminho do gás. A seleção do material depende do modelo da turbina, localização do estágio, temperatura, interação da ponta da palheta, sistema de revestimento e especificação original.
As escolhas comuns de materiais incluem ligas Inconel, ligas Stellite, ligas à base de cobalto, ligas Rene e outras superligas resistentes ao desgaste. Para peças de substituição, o material deve seguir o desenho original ou dados de amostra verificados sempre que possível.
A NewayAeroTech suporta fundição de precisão a vácuo de liga Inconel para peças de anel e vedação da seção quente à base de níquel. Para aplicações resistentes ao desgaste e à base de cobalto, a fundição de precisão a vácuo de liga Stellite pode ser revisada. Para programas avançados de seção quente de turbinas, a fundição de precisão a vácuo de Ligas Rene pode suportar a comparação de materiais e o desenvolvimento de peças de substituição.
Família de Materiais | Uso Típico em Projetos de Anel | Consideração de Seleção |
|---|---|---|
Ligas Inconel | Anéis à base de níquel, segmentos de vedação e componentes de caminho de gás quente | Útil para resistência a altas temperaturas, resistência à oxidação e desempenho de superligas fundidas |
Ligas Stellite | Segmentos de vedação resistentes ao desgaste e superfícies de vedação da seção quente | Adequado quando são necessárias resistência ao desgaste, resistência à corrosão a quente e durabilidade de ligas de cobalto |
Ligas Rene | Anéis avançados de seção quente de turbinas e componentes relacionados | Pode ser revisado quando for necessário um desempenho superior da seção quente pelo design original |
Superligas resistentes ao desgaste | Zonas de vedação da ponta da palheta e peças de desgaste substituíveis do caminho de gás quente | Selecionado de acordo com a condição de atrito, sistema de revestimento, exposição à oxidação e estratégia de reparo |
Rota de Fabricação para Anéis de Turbina e Segmentos de Vedação
Os anéis e segmentos de vedação geralmente requerem uma rota de fabricação combinada porque as peças incluem geometria fundida, superfícies de arco curvo, recursos de montagem, faces de vedação e regiões controladas por revestimento. A fundição cria o corpo quase acabado (near-net-shape), enquanto a usinagem CNC acaba as interfaces que controlam a montagem e o ajuste do segmento.
Uma rota típica pode incluir:
Revisar o modelo da turbina, localização do estágio, desenhos, amostras antigas ou dados de varredura 3D
Confirmar o grau da liga, rota de fundição, requisito de revestimento e padrão de inspeção
Produzir ferramentas de fundição, modelos de cera, cascas cerâmicas e allowances de processo
Fundir o bloco do anel ou segmento de vedação por fundição de liga especial ou fundição de precisão a vácuo
Aplicar tratamento térmico ou processamento pós-fundição de acordo com os requisitos do material
Usinar superfícies de arco, faces de vedação, ranhuras de montagem, furos de posicionamento e áreas de referência
Utilizar EDM para ranhuras, recursos estreitos, cantos internos agudos ou áreas com acesso limitado de ferramenta, quando necessário
Preparar superfícies para revestimento, tratamento resistente ao desgaste ou pós-processamento especificado pelo cliente
Inspecionar o perfil do arco, ajuste do segmento, superfícies de vedação, sanidade da fundição e dimensões finais
A NewayAeroTech fornece fundição de ligas especiais para anéis de turbina onde o comportamento do material em alta temperatura, a geometria e os requisitos de usinagem a jusante devem ser considerados em conjunto. Para tarugos de superligas quase acabados, a fundição de precisão a vácuo para segmentos de anel também pode suportar peças complexas de substituição da seção quente.
Foco da Usinagem CNC para Segmentos de Vedação
A usinagem CNC é crítica para anéis de turbina e segmentos de vedação porque estas peças devem se encaixar com precisão ao redor do caminho da palheta e manter superfícies de vedação controladas. O bloco fundido fornece o material principal e a forma, mas a usinagem define a função final.
A NewayAeroTech fornece usinagem CNC de superligas para segmentos de vedação, incluindo materiais de superligas à base de níquel, à base de cobalto e resistentes ao desgaste.
As áreas de foco da usinagem incluem:
Contornos internos e externos em forma de arco
Faces de vedação e superfícies de folga da ponta da palheta
Ranhuras de montagem, fendas e recursos de retenção
Furos de posicionamento e recursos de referência de montagem
Superfícies de acoplamento segmento-a-segmento
Superfícies de referência para CMM e inspeção de arco
Superfícies de allowance de revestimento e limites de mascaramento
A seleção da referência de usinagem é importante porque a geometria do segmento deve corresponder tanto à carcaça da turbina quanto aos segmentos de anel adjacentes. Uma dimensão local pode estar correta, mas o segmento ainda pode falhar no encaixe se a geometria do arco e as superfícies de acoplamento não estiverem coordenadas.
EDM e Processamento de Recursos Locais para Segmentos de Anel
Alguns segmentos de anel incluem ranhuras estreitas, undercut, cantos agudos, aberturas relacionadas ao resfriamento ou geometria com acesso limitado de ferramenta. Estes recursos podem ser difíceis de usinar com ferramentas de corte convencionais, especialmente quando o material é uma superliga dura à base de níquel ou cobalto.
O EDM pode ser usado para recursos locais onde a usinagem convencional cria muita força de corte ou o acesso da ferramenta é limitado. Para segmentos de vedação, o processamento por EDM deve controlar:
Largura da ranhura e precisão do limite
Geometria de cantos internos agudos
Tamanho do furo ou abertura local
Camada refundida e condição da borda
Limpeza pós-EDM antes do revestimento ou inspeção final
Compatibilidade com superfícies de vedação e áreas de revestimento resistente ao desgaste
Se os recursos de EDM estiverem localizados perto de superfícies de vedação ou limites de revestimento, o processo deve ser coordenado com a inspeção final e os requisitos de pós-processamento.
Pós-Processamento e Preparação para Revestimento para Anéis da Seção Quente
Os anéis e segmentos de vedação da seção quente podem exigir tratamento térmico, alívio de tensão, limpeza de superfície, preparação para revestimento, polimento ou tratamento de superfície resistente ao desgaste antes da entrega. A rota de pós-processamento correta depende do grau do material, sistema de revestimento, temperatura de serviço e design original.
A NewayAeroTech suporta pós-processamento de superligas e preparação para revestimento para conectar fundição, usinagem, controle de condição de superfície, preparação para revestimento e inspeção final em um fluxo de trabalho de fabricação completo.
O pós-processamento pode incluir:
Tratamento térmico para condição do material e controle da microestrutura
Alívio de tensão após usinagem ou EDM, quando necessário
Limpeza de superfície e remoção de óxido
Preparação para revestimento para sistemas de revestimento resistente à oxidação, abradável ou de barreira térmica
Rebarbação e acabamento de bordas ao redor de ranhuras, furos e faces de vedação
Revisão final da superfície antes da inspeção e entrega
O allowance de revestimento deve ser considerado antes da usinagem final. Se a espessura do revestimento alterar a face de vedação, o ajuste do segmento ou a superfície de folga da ponta da palheta, a peça pode passar na inspeção pré-revestimento, mas falhar na montagem final após o revestimento.
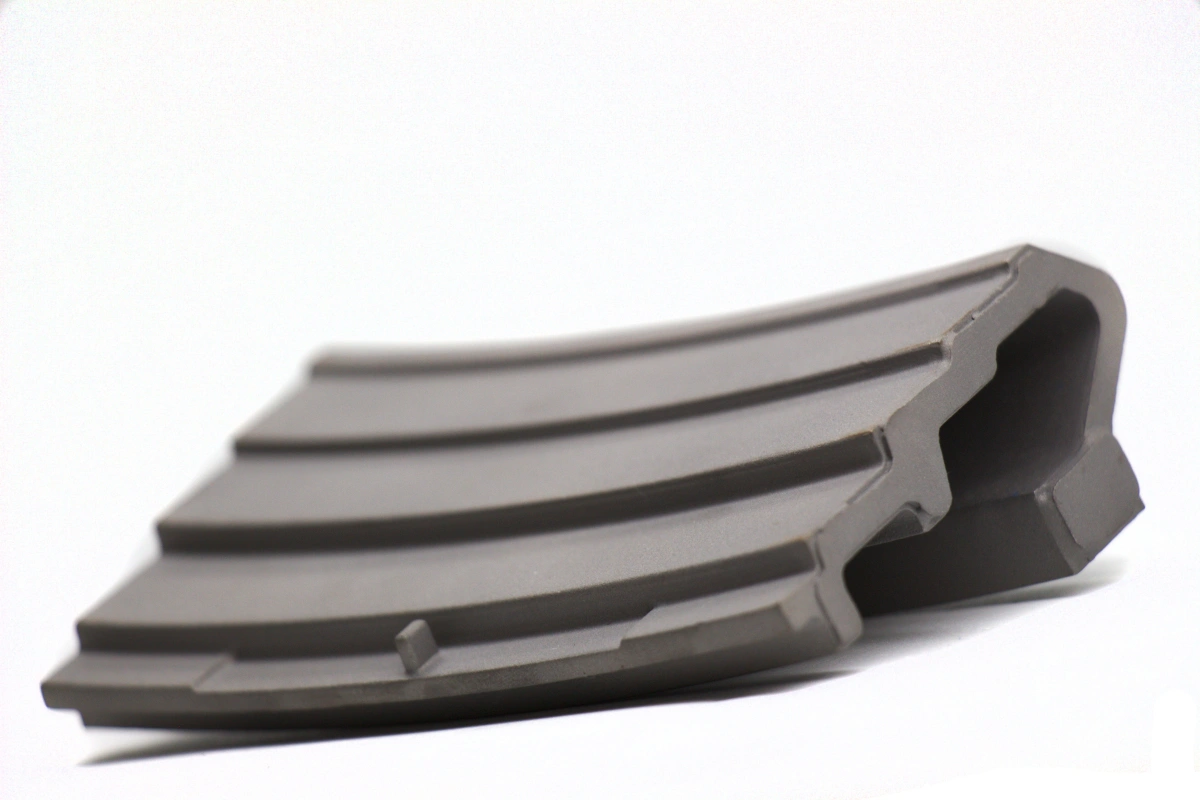
Geometria Crítica dos Anéis de Turbina e Segmentos de Vedação
Os anéis de turbina e segmentos de vedação devem manter uma geometria de arco precisa e um ajuste segmento-a-segmento. Estas peças são geralmente montadas como múltiplos segmentos ao redor do caminho da palheta da turbina, portanto, erros locais podem se acumular e afetar a montagem completa do anel.
A geometria crítica inclui:
Contorno do arco externo e interface da carcaça
Faces extremas do segmento e controle de folga entre segmentos adjacentes
Faces de vedação e regiões de contato resistentes ao desgaste
Ranhuras de montagem, ganchos, sulcos e recursos de retenção
Furos de posicionamento e superfícies de referência
Limites de revestimento e áreas mascaradas
Contorno do arco interno e superfície de folga da ponta da palheta
Se a geometria do arco estiver incorreta, o anel de anel montado pode criar uma folga de palheta desigual. Se as superfícies de vedação estiverem danificadas ou imprecisas, o vazamento de gás quente pode aumentar. Se as interfaces do segmento forem inconsistentes, a tensão de montagem e o desgaste local podem piorar durante o serviço.
Inspeção para Anéis de Turbina e Segmentos de Vedação
A inspeção é essencial porque os anéis de turbina e segmentos de vedação devem satisfazer tanto os requisitos de qualidade de fundição quanto de geometria de montagem. Um plano de inspeção completo deve verificar o material, a sanidade da fundição, o perfil do arco, o ajuste do segmento, a qualidade da superfície de vedação e as dimensões finais.
Item de Inspeção | O Que Verificar | Por Que é Importante |
|---|---|---|
Perfil do arco | Raio interno, raio externo, curvatura, geometria do caminho da palheta | Controla a folga da ponta da palheta e o ajuste do anel do segmento |
Ajuste do segmento | Faces extremas, folga, superfícies de acoplamento, continuidade do segmento montado | Previne vazamento, tensão de montagem e desgaste desigual |
Dimensões da superfície de vedação | Planicidade, perfil, allowance de revestimento, geometria da superfície de desgaste | Suporta a eficiência de vedação e a folga controlada da ponta da palheta |
FPI (Inspeção por Líquidos Penetrantes) | Trincas superficiais e defeitos abertos | Identifica risco de trinca antes do revestimento, montagem ou entrega |
Raio-X ou TC | Porosidade interna, retração, inclusões, defeitos ocultos de fundição | Verifica a sanidade da fundição para serviço na seção quente |
Inspeção por CMM | Ranhuras de montagem, furos de posicionamento, superfícies de referência, geometria de acoplamento | Confirma a precisão dimensional e a confiabilidade da montagem |
Os requisitos de inspeção devem ser confirmados antes da cotação, pois a inspeção de arco, verificações de ajuste de segmento, FPI, Raio-X, TC, CMM e inspeção relacionada ao revestimento podem afetar o custo e o prazo de entrega.
Suporte de Engenharia Reversa para Substituição de Segmentos de Anel e Vedação
Muitos projetos de substituição de anéis e segmentos de vedação de turbinas a gás começam com peças desgastadas, desenhos incompletos ou dados de varredura 3D. A engenharia reversa deve identificar a geometria funcional original em vez de copiar danos de serviço.
A NewayAeroTech pode revisar projetos de substituição com base em:
Desenhos originais e arquivos CAD 3D
Amostras de anel ou segmento de vedação usados
Dados de varredura 3D e modelos reconstruídos
Fotos mostrando trincas, oxidação, desgaste por atrito, perda de revestimento ou danos de vedação
Análise de material de peças antigas
Modelo da turbina, número do estágio e condição operacional da seção quente
Para segmentos de vedação desgastados, marcas de atrito da palheta, perda de revestimento, superfícies oxidadas, faces extremas distorcidas e ranhuras de montagem danificadas não devem ser copiadas cegamente. A peça de substituição deve ser reconstruída em torno da geometria funcional do arco, superfícies de vedação e ajuste de montagem.
Valor do Fornecedor para Projetos de Reparo de Anéis da Seção Quente
Um fornecedor qualificado de anéis de turbina deve fornecer mais do que capacidade de fundição. O fornecedor deve entender a folga da ponta da palheta, função de vedação, seleção de material, rota de fundição, referência de usinagem, allowance de revestimento, ajuste do segmento e planejamento de inspeção.
A NewayAeroTech suporta projetos de reparo e substituição de anéis da seção quente fornecendo:
Revisão de ligas de alta temperatura e materiais resistentes ao desgaste
Opções de fundição de ligas especiais e fundição de precisão a vácuo
Usinagem CNC para contornos de arco, faces de vedação, ranhuras de montagem e recursos de referência
Revisão de EDM para ranhuras, furos, cantos agudos e recursos com acesso limitado de ferramenta
Suporte para tratamento térmico, limpeza de superfície e preparação para revestimento
Planejamento de perfil de arco, ajuste de segmento, FPI, Raio-X, CMM e inspeção final
Protótipos, peças de reparo em pequenos lotes e fabricação de anéis sobressalentes de longo prazo
Esta rota integrada ajuda a reduzir lacunas de comunicação entre fornecedores de fundição, usinagem, revestimento e inspeção, especialmente quando os projetos de reparo têm cronogramas apertados de parada de usinas de energia.
Lista de Verificação de RFQ para Anéis de Turbina e Segmentos de Vedação
Para cotar anéis de turbina e segmentos de vedação com precisão, os clientes devem fornecer dados técnicos relacionados a material, geometria, revestimento, inspeção e condição de serviço. Isso ajuda o fornecedor a avaliar a viabilidade da fundição, custo de usinagem, requisitos de inspeção e risco de entrega.
Um RFQ completo deve incluir:
Modelo da turbina, número do estágio, nome da peça, número da peça e nível de revisão
Desenho 2D e arquivo CAD 3D, se disponível
Amostra de anel usado, fotos ou dados de varredura 3D se for necessária engenharia reversa
Grau de material necessário, como Inconel, Stellite, liga Rene, liga de cobalto ou superliga especificada pelo cliente
Requisito de rota de fundição, como fundição de liga especial ou fundição de precisão a vácuo
Requisitos de tratamento térmico, revestimento, superfície abradável ou pós-processamento
Requisitos de perfil de arco, face de vedação, superfície de folga da palheta, ranhura de montagem e ajuste do segmento
Requisitos de inspeção como FPI, Raio-X, TC, CMM, relatório de material, inspeção de arco ou inspeção de revestimento
Quantidade para protótipo, lote de reparo ou programa de peças sobressalentes de longo prazo
Cronograma de entrega, timing de parada, embalagem e requisitos de documentação
Se o projeto for baseado em uma amostra desgastada, os clientes devem identificar áreas de atrito, superfícies de vedação desgastadas, perda de revestimento, trincas, danos por oxidação, extremidades de segmento distorcidas e recursos funcionais de montagem. Isso ajuda a prevenir erros de engenharia reversa e suporta a fabricação confiável de substituição da seção quente.
Conclusão
Os anéis de turbina e segmentos de vedação para reparo da seção quente de turbinas a gás requerem controle cuidadoso do material, qualidade de fundição, geometria de arco, superfícies de vedação, ajuste do segmento, preparação para revestimento e inspeção. Estas peças ajudam a controlar a folga da ponta da palheta, melhorar a eficiência de vedação, proteger as estruturas da seção quente e manter o desempenho da turbina a gás.
A NewayAeroTech suporta a fabricação personalizada de anéis de turbina e segmentos de vedação a partir de desenhos, peças antigas, dados de varredura 3D ou informações do modelo da turbina. Nossas capacidades incluem fundição de ligas especiais, fundição de precisão a vácuo, usinagem CNC de superligas, processamento de recursos por EDM, pós-processamento, preparação para revestimento, inspeção de arco, verificações de ajuste de segmento, FPI, Raio-X, CMM e documentação final.
Para cotação de peças de reparo de anéis ou segmentos de vedação de turbina, por favor envie o modelo da turbina, número do estágio, número da peça, desenho 2D, arquivo 3D, fotos da amostra, requisito de material, requisito de revestimento, padrão de inspeção, quantidade e alvo de entrega. Nossa equipe de engenharia pode revisar a rota de fabricação mais adequada para o seu projeto de reparo da seção quente de turbina a gás.
