Escudos de Temperatura em Liga Nimonic com Impressão 3D de Precisão para Isolamento Superior
Introdução
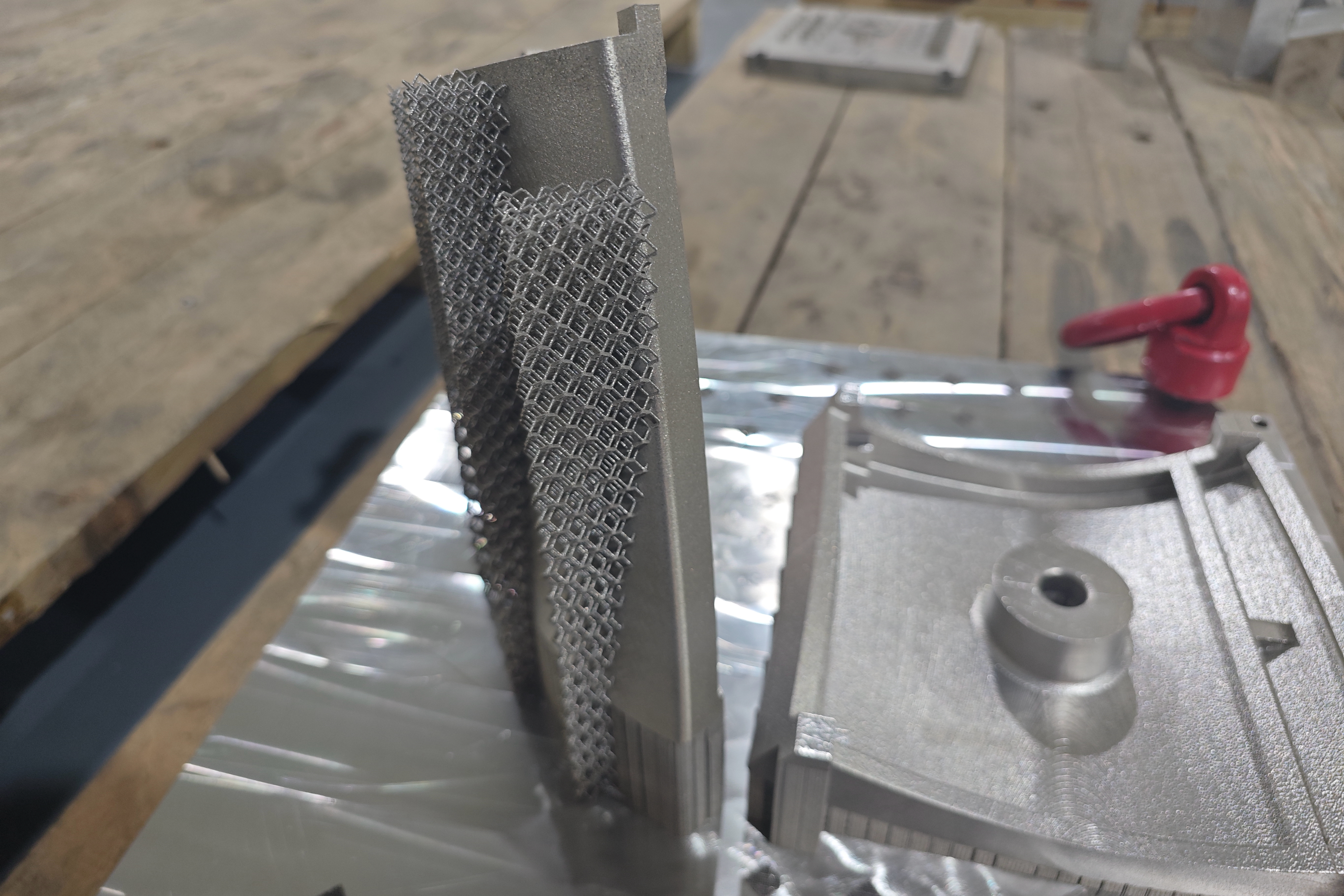
As ligas Nimonic são projetadas para oferecer resistência excepcional em altas temperaturas, resistência à oxidação e desempenho à fluência, tornando-as materiais ideais para sistemas avançados de isolamento térmico. Na Neway AeroTech, somos especializados em serviços de impressão 3D para ligas Nimonic, fabricando escudos de temperatura leves e complexos, projetados para máxima resistência térmica e durabilidade mecânica em aplicações aeroespaciais, energéticas e industriais.
Utilizando tecnologia de ponta de Fusão Seletiva a Laser (SLM), a Neway produz escudos térmicos em Nimonic de alta densidade e engenharia de precisão, capazes de operar continuamente sob cargas de calor extremas.
Principais Desafios de Fabricação para Escudos de Temperatura em Nimonic
A produção de escudos de temperatura impressos em 3D de alto desempenho a partir de Nimonic 90 e Nimonic 263 envolve desafios específicos:
Gerenciar tensões residuais e minimizar empenamentos durante a solidificação camada por camada sob altos gradientes térmicos.
Alcançar densidades acima de 99,5% para garantir resistência à fadiga, resistência à oxidação e integridade mecânica.
Manter tolerâncias dimensionais apertadas (±0,05 mm) em geometrias complexas.
Alcançar acabamentos superficiais Ra ≤5 µm necessários para minimizar perdas por radiação térmica e locais de oxidação.
Processo de Impressão 3D para Escudos de Temperatura em Liga Nimonic
O processo de impressão 3D para escudos Nimonic inclui:
Qualificação do Pó: Pós Nimonic atomizados por gás com tamanhos de partícula entre 15–45 µm para fluidez consistente e absorção a laser.
Fusão Seletiva a Laser (SLM): Fusão em atmosfera inerte de argônio para evitar oxidação, com velocidades de varredura (~700 mm/s) e potências de laser (~300–400 W) otimizadas.
Otimização do Processo: Espaçamento de hachura, sobreposição do laser e espessura da camada (~30–50 µm) ajustadas para alcançar densidade quase total.
Remoção de Suportes e Tratamento HIP: Estruturas de suporte removidas seguidas de Prensagem Isostática a Quente (HIP) para fechar qualquer microporosidade residual.
Acabamento CNC de Precisão: Alcançando tolerâncias finais (±0,01 mm) e superfícies lisas Ra ≤1,6 µm em superfícies de vedação e montagem.
Tratamento Térmico: Alívio de tensões, tratamento de solução e envelhecimento para otimizar resistência, resistência à fluência e vida útil à fadiga térmica.
Comparação de Métodos de Fabricação para Escudos de Temperatura em Nimonic
Método de Fabricação | Precisão Dimensional | Acabamento Superficial (Ra) | Resistência Térmica | Resistência Mecânica | Eficiência de Custo |
|---|---|---|---|---|---|
Impressão 3D (SLM) | ±0,05 mm | ≤5 µm | Superior | Superior | Média |
Fundição por Cera Perdida a Vácuo | ±0,1 mm | ≤3,2 µm | Boa | Boa | Média |
Usinagem CNC (a partir de Sólido) | ±0,01 mm | ≤0,8 µm | Excelente | Excelente | Alta |
Estratégia de Seleção do Método de Fabricação
A escolha do método de fabricação ideal depende da complexidade, carga térmica e economia de peso:
Impressão 3D (SLM): Ideal para escudos ultraleves e de formato complexo, incorporando canais de resfriamento ou estruturas de treliça para dissipação de calor avançada, mantendo a resistência mecânica.
Fundição por Cera Perdida a Vácuo: Adequada para escudos térmicos mais simples, onde complexidade moderada e acabamento superficial padrão são aceitáveis.
Usinagem CNC (a partir de Sólido): Reservada para geometrias mais simples que exigem acabamentos superficiais extremos (Ra ≤0,8 µm) e precisão dimensional ultra-apertada (±0,01 mm).
Matriz de Desempenho de Liga Nimonic
Material da Liga | Temperatura Máx. de Serviço (°C) | Resistência à Tração (MPa) | Resistência à Fluência | Resistência à Oxidação | Aplicações Típicas |
|---|---|---|---|---|---|
950 | 1200 | Superior | Superior | Escudos aeroespaciais, discos de turbina | |
870 | 930 | Excelente | Excelente | Escudos de câmara de combustão | |
850 | 1050 | Boa | Superior | Tampas térmicas de compressor | |
750 | 820 | Moderada | Boa | Sistemas de isolamento industrial | |
870 | 960 | Excelente | Excelente | Escudos da seção quente de turbina |
Estratégia de Seleção de Liga para Escudos de Temperatura
A seleção do material garante o desempenho térmico ideal:
Nimonic 90: Melhor para componentes de blindagem que exigem máxima resistência à fluência e fadiga em temperaturas de até 950°C.
Nimonic 263: Ideal para estruturas complexas que necessitam de tenacidade e resistência à oxidação em temperaturas de serviço de até 870°C.
Nimonic 80A: Escolhido para componentes expostos a tensões moderadas e temperaturas em torno de 850°C com excelente resistência à oxidação.
Nimonic 75: Opção econômica para escudos industriais que requerem resistência moderada e proteção contra oxidação.
Nimonic PE16: Aplicado onde a exposição contínua a temperaturas elevadas (~870°C) exige propriedades mecânicas estáveis e resistência à fadiga térmica.
Principais Técnicas de Pós-processamento
O pós-processamento é crítico para otimizar o desempenho mecânico e térmico:
Prensagem Isostática a Quente (HIP): Densifica peças para >99,9%, melhorando a resistência à fadiga e ao ciclismo térmico.
Tratamento Térmico: Processos de alívio de tensões, tratamento de solução e envelhecimento para otimizar a resistência mecânica e a estabilidade de fase.
Acabamento CNC de Precisão: Alcança superfícies de vedação de alta precisão e perfis aerodinâmicos.
Revestimentos Superficiais Protetores: Aplicação de revestimentos resistentes à oxidação para estender a vida útil.
Métodos de Teste e Garantia de Qualidade
A Neway AeroTech garante qualidade através de testes rigorosos de grau aeroespacial:
Máquina de Medição por Coordenadas (CMM): Verificação dimensional com precisão de ±0,005 mm.
Teste Não Destrutivo por Raios-X: Análise de defeitos internos.
Microscopia Metalográfica: Avaliação da microestrutura para uniformidade de grão e integridade de fase.
Teste de Tração: Validação das propriedades mecânicas para resistência à tração, limite de escoamento e alongamento.
Todos os processos de produção estão em conformidade com os padrões de qualidade aeroespacial AS9100.
Estudo de Caso: Escudos Térmicos Aeroespaciais em Nimonic 90 Impressos em 3D
A Neway AeroTech forneceu escudos de temperatura em Nimonic 90 impressos em 3D para seções quentes de turbinas aeroespaciais:
Temperatura de Serviço: Operação contínua a 950°C
Precisão Dimensional: ±0,05 mm em geometrias intrincadas
Acabamento Superficial: Ra ≤4,5 µm alcançado após acabamento
Certificação: Totalmente em conformidade com o sistema de gestão da qualidade aeroespacial AS9100
Perguntas Frequentes
Por que as ligas Nimonic são ideais para escudos de isolamento térmico impressos em 3D?
Quais tolerâncias dimensionais a Neway AeroTech pode alcançar com peças Nimonic impressas em 3D?
Como a Prensagem Isostática a Quente (HIP) melhora os componentes Nimonic impressos em 3D?
Quais graus de Nimonic são recomendados para aplicações de blindagem em temperaturas extremas?
Quais certificações de qualidade a Neway AeroTech segue para fabricar escudos de isolamento térmico?
