Usinagem CNC de Liga Hastelloy para Peças de Turbo Superalimentador com Precisão Superior
Introdução
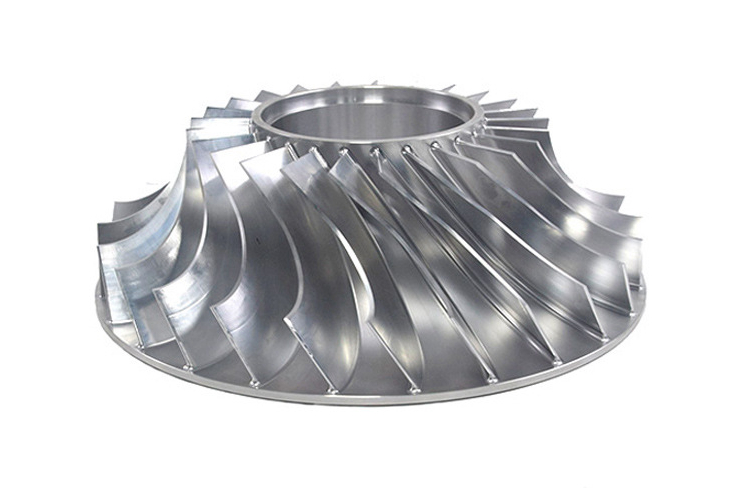
As ligas Hastelloy são conhecidas por sua excepcional resistência à corrosão, estabilidade térmica e resistência mecânica, tornando-as materiais ideais para peças de turbo superalimentador que operam em ambientes severos. Na Neway AeroTech, somos especializados em usinagem CNC de precisão de ligas Hastelloy, produzindo componentes de turboalimentador com tolerâncias dimensionais excepcionais (±0,005 mm) e resistência superior à fadiga e à fadiga térmica.
Utilizando equipamentos CNC multi-eixo avançados, parâmetros de usinagem otimizados e controle de qualidade de padrão aeroespacial, a Neway garante que cada componente de turbo Hastelloy atenda aos mais altos padrões de durabilidade e confiabilidade operacional.
Principais Desafios de Fabricação para Componentes de Turbo Hastelloy
A usinagem CNC de ligas Hastelloy, como Hastelloy X e Hastelloy C-22, apresenta vários desafios técnicos:
A alta resistência e as características de encruamento levam ao desgaste rápido da ferramenta.
Manter tolerâncias ultra-precisas (±0,005 mm) é crítico para as funções aerodinâmicas e de vedação do turboalimentador.
Gerenciar o acúmulo de calor e minimizar a distorção térmica durante a usinagem.
Obter acabamentos superficiais finos (Ra ≤0,8 µm) para desempenho ideal de fluxo de ar e montagem.
Processo de Usinagem CNC de Precisão para Peças de Turboalimentador Hastelloy
Nosso processo de usinagem CNC para peças de turbo Hastelloy inclui:
Análise do Material: Avaliar as propriedades da Hastelloy para selecionar a ferramentaria e a estratégia de usinagem corretas.
Ferramentaria Avançada: Utilizar insertos de carboneto ou cerâmica otimizados para materiais de baixa condutividade térmica e alta dureza.
Usinagem CNC Multi-eixo: Usinagem de 5 eixos para reduzir setups, melhorar a precisão dos recursos e manter tolerâncias apertadas.
Parâmetros de Usinagem Otimizados: Velocidades controladas (15–40 m/min) e avanços (0,02–0,10 mm/rev) para equilibrar taxas de remoção de material e qualidade superficial.
Passes de Acabamento Superficial: Cortes finos de acabamento para alcançar Ra ≤0,8 µm, preservando a integridade dimensional.
Inspeção Final: Verificação abrangente da qualidade dimensional e superficial usando sistemas CMM e ópticos.
Comparação de Métodos de Fabricação para Componentes de Turbo Hastelloy
Método de Fabricação | Precisão Dimensional | Acabamento Superficial (Ra) | Estabilidade Térmica | Resistência Mecânica | Eficiência de Custo |
|---|---|---|---|---|---|
Usinagem CNC de Precisão | ±0,005 mm | ≤0,8 µm | Superior | Excelente | Média-Alta |
Usinagem por EDM a Fio | ±0,003 mm | ≤0,4 µm | Superior | Excelente | Alta |
Usinagem Convencional | ±0,01 mm | ≤1,6 µm | Boa | Boa | Média |
Estratégia de Seleção do Método de Fabricação
A seleção da melhor abordagem de fabricação depende da complexidade da geometria, dos requisitos de precisão e do volume:
Usinagem CNC de Precisão: Mais adequada para produzir componentes complexos de turbo, como carcaças de turbina, flanges de escape e anéis de vedação, que exigem alta resistência, resistência à fadiga e tolerâncias dimensionais dentro de ±0,005 mm.
Usinagem por EDM a Fio: Usada para requisitos de características altamente complexas ou internas onde tolerância apertada (±0,003 mm) é crítica, embora tipicamente mais lenta e cara.
Usinagem Convencional: Apropriada para peças menos críticas ou componentes com geometrias mais simples onde tolerâncias de ±0,01 mm são aceitáveis.
Matriz de Desempenho da Liga Hastelloy
Material da Liga | Temperatura Máxima de Serviço (°C) | Resistência à Tração (MPa) | Resistência à Corrosão | Estabilidade Térmica | Aplicações Típicas |
|---|---|---|---|---|---|
900 | 860 | Superior | Excelente | Seções quentes de turboalimentador, flanges de escape | |
800 | 690 | Excepcional | Boa | Carcaças de compressor, vedações de turbo | |
850 | 790 | Excepcional | Boa | Coletores de escape de turbo, dutos de turbina | |
815 | 750 | Excelente | Boa | Componentes de turboalimentador industrial |
Estratégia de Seleção de Liga para Peças de Turboalimentador
Selecionar a liga Hastelloy apropriada é crucial para o desempenho operacional:
Hastelloy X: Mais adequada para peças da seção quente do turboalimentador operando continuamente até 900°C com excelente resistência à oxidação e à fadiga térmica.
Hastelloy C-22: Ideal para carcaças de compressor e componentes de vedação que exigem resistência superior à corrosão e estabilidade térmica moderada.
Hastelloy C-276: Preferida para peças do sistema de escape sujeitas a ambientes químicos e térmicos agressivos.
Hastelloy C-2000: Escolhida para peças de turboalimentador industrial que equilibram resistência à corrosão e desempenho mecânico.
Técnicas Principais de Pós-processamento
Operações críticas de pós-processamento para peças de turbo Hastelloy incluem:
Acabamento Superficial de Precisão: Retificação e polimento alcançando Ra ≤0,8 µm para eficiência de fluxo.
Tratamento Térmico: Tratamentos de alívio de tensões e solução para otimizar propriedades mecânicas.
Revestimentos Protetores: Aplicação de revestimentos resistentes à corrosão e oxidação para prolongar a vida útil da peça.
Prensagem Isostática a Quente (HIP): Eliminação de vazios internos e melhoria do desempenho à fadiga.
Métodos de Teste e Garantia de Qualidade
A Neway AeroTech garante qualidade superior para cada componente de turbo Hastelloy através de:
Máquina de Medição por Coordenadas (CMM): Inspeções dimensionais com precisão de ±0,005 mm.
Teste Não Destrutivo por Raios-X: Detecção de defeitos internos.
Microscopia Metalográfica: Avaliação da estrutura de grãos e microestrutura.
Teste de Tração: Validação da resistência mecânica e alongamento.
Todos os sistemas de qualidade operam sob padrões certificados AS9100.
Estudo de Caso: Componentes da Seção Quente de Turbo Hastelloy X Usinados por CNC
A Neway AeroTech produziu componentes da seção quente de Hastelloy X usinados por CNC de precisão para aplicações de turboalimentador de alto desempenho:
Temperatura de Operação: Serviço contínuo até 900°C
Precisão Dimensional: ±0,005 mm consistentemente alcançado
Acabamento Superficial: Ra ≤0,6 µm após passes finos de usinagem
Certificação: Totalmente compatível com padrões de qualidade aeroespacial AS9100
Perguntas Frequentes
Por que as ligas Hastelloy são ideais para componentes de turboalimentador e superalimentador?
Quais tolerâncias de usinagem CNC podem ser alcançadas para peças de turbo Hastelloy?
Como a Neway AeroTech gerencia o desgaste da ferramenta ao usinar Hastelloy?
Quais graus de Hastelloy são recomendados para peças da seção quente do turboalimentador?
Quais controles de pós-processamento e qualidade garantem a confiabilidade das peças de turbo Hastelloy?
