हेन्स 188 सुपरमिश्र धातु 3D प्रिंटेड कस्टम पार्ट्स एडिटिव मैन्युफैक्चरिंग सेवा
हेन्स 188 एडिटिव मैन्युफैक्चरिंग का परिचय
हेन्स 188 एक कोबाल्ट-आधारित सुपरमिश्र धातु है, जो 1095°C तक के तापमान पर अपनी उत्कृष्ट शक्ति, ऑक्सीकरण प्रतिरोध और तापीय स्थिरता के लिए जानी जाती है। इसका व्यापक उपयोग गैस टर्बाइन, दहन कक्ष, आफ्टरबर्नर और गर्म खंड इंजन घटकों में किया जाता है, जहाँ पारंपरिक मिश्र धातुएं विफल हो जाती हैं।
Neway Aerotech में, हमारी सुपरमिश्र धातु 3D प्रिंटिंग सेवाएं चयनात्मक लेजर मेल्टिंग (SLM) का उपयोग करके जटिल ज्यामिति और बेहतर उच्च-तापमान प्रदर्शन वाले कस्टम हेन्स 188 पार्ट्स के सटीक निर्माण को सक्षम बनाती हैं।
हेन्स 188 घटकों के लिए SLM प्रक्रिया क्षमताएं
विनिर्माण पैरामीटर
पैरामीटर | मान | विवरण |
|---|---|---|
प्रिंटिंग प्रौद्योगिकी | चयनात्मक लेजर मेल्टिंग (SLM) | उच्च-रिज़ॉल्यूशन, जटिल आकार निर्माण को सक्षम बनाता है |
परत की मोटाई | 30–50 µm | पतली दीवारों, डक्ट्स और लैटिस संरचनाओं का समर्थन करता है |
चेंबर वातावरण | आर्गन, O₂ < 100 ppm | प्रिंटिंग के दौरान ऑक्सीकरण को रोकता है |
पोस्ट-प्रोसेसिंग | HIP, समाधान एनीलिंग, एजिंग | थकान और क्रिप गुणों को बढ़ाता है |
प्राप्त करने योग्य सहनशीलता | ±0.05 mm | दहन कक्ष और नोजल विशेषताओं के लिए उपयुक्त |
एडिटिव मैन्युफैक्चरिंग के लिए हेन्स 188 क्यों आदर्श है
गुण | मान | कार्यात्मक लाभ |
|---|---|---|
तापमान सीमा | 1095°C तक | दहन कक्ष लाइनर और आफ्टरबर्नर डक्ट्स के लिए उपयुक्त |
ऑक्सीकरण प्रतिरोध | उत्कृष्ट | उच्च-वेग वाली लौ वाले वातावरण में अखंडता बनाए रखता है |
क्रिप प्रतिरोध | >1000°C पर स्थिर | गर्म क्षेत्रों में दीर्घकालिक टिकाऊपन |
वेल्डेबिलिटी | AM में अच्छी | तेज़ ठंडा होने पर दरार-प्रतिरोधी |
तन्यता और थकान शक्ति | उच्च | चक्रीय तापीय और यांत्रिक लोडिंग के लिए विश्वसनीय |
हेन्स 188 3D प्रिंटेड पार्ट्स के लिए पोस्ट-ट्रीटमेंट रणनीति
HIP: छिद्रता को समाप्त करने के लिए 4 घंटे तक 100 MPa पर 1180°C।
समाधान एनीलिंग: 2 घंटे तक 1175°C, इसके बाद हवा से ठंडा करना।
एजिंग: शक्ति में सुधार के लिए 870°C पर वैकल्पिक एजिंग।
मशीनिंग: सटीक बोर्स, सीलिंग सतहों और थ्रेड्स पर लागू CNC फिनिशिंग।
दहन के संपर्क में आने वाले पार्ट्स के लिए पैसिवेशन और सतह पॉलिशिंग का उपयोग।
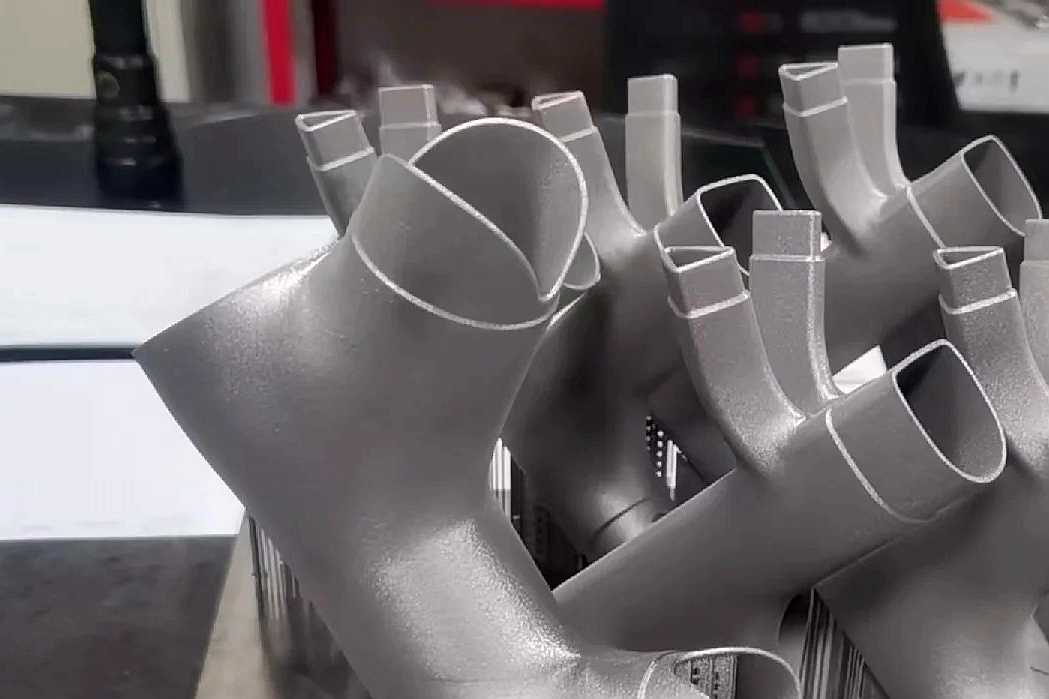
केस स्टडी: एयरोस्पेस दहन कक्ष के लिए हेन्स 188 3D प्रिंटेड स्विर्लर
परियोजना पृष्ठभूमि
एक गैस टर्बाइन निर्माता को उच्च-तापमान दहन कक्ष के लिए एक कस्टम स्विर्लर घटक की आवश्यकता थी। इस पार्ट को जटिल वेन, आंतरिक प्रवाह चैनल और 100°C पर दीर्घकालिक संचालन की आवश्यकता थी। पारंपरिक कास्टिंग द्वारा आवश्यक पतली दीवार और चैनल ज्यामिति प्राप्त नहीं की जा सकती थी।
विनिर्माण वर्कफ़्लो
डिज़ाइन: 1 मिमी वेन मोटाई और एकीकृत प्रवाह विचलक के साथ CAD मॉडल।
सामग्री: परमाणुकरण किया गया हेन्स 188 पाउडर, D50 = 35 µm।
प्रिंटिंग: 40 µm परत की मोटाई और 350 W लेजर के साथ SLM।
पोस्ट-प्रोसेसिंग: फ्लैंज और आंतरिक बोर्स का HIP + एनीलिंग + CNC मशीनिंग।
निरीक्षण: CMM और X-ray NDT ने आयामी और धातुर्गीय अनुपालन सुनिश्चित किया।
परिणाम और सत्यापन
प्रिंटेड हेन्स 188 स्विर्लर ने दरार बनने या ऑक्सीकरण क्षति के बिना 980–1040°C पर 1200 घंटे के चक्रीय लौ परीक्षण का सामना किया। अंतिम तन्य शक्ति 930 MPa से अधिक थी, और आंतरिक मार्गों ने सीटी स्कैन के माध्यम से कोई छिद्रता का पता लगाए बिना चिकना, साफ प्रवाह बनाए रखा।
अक्सर पूछे जाने वाले प्रश्न (FAQs)
3D प्रिंटेड हेन्स 188 घटकों से किन उद्योगों को सबसे अधिक लाभ होता है?
उच्च-तापमान उपयोग में हेन्स 188 की तुलना इनकोनेल 625 या 718 से कैसे की जाती है?
SLM के माध्यम से हेन्स 188 के साथ प्रिंट करने योग्य अधिकतम पार्ट आकार क्या है?
क्या दहन घटकों के लिए CT स्कैन और X-ray निरीक्षण शामिल हैं?
क्या हेन्स 188 का उपयोग घूर्णन और स्थिर दोनों गर्म खंड पार्ट्स के लिए किया जा सकता है?
