高温合金深芯加工部件制造服务
复杂部件的高完整性芯部加工
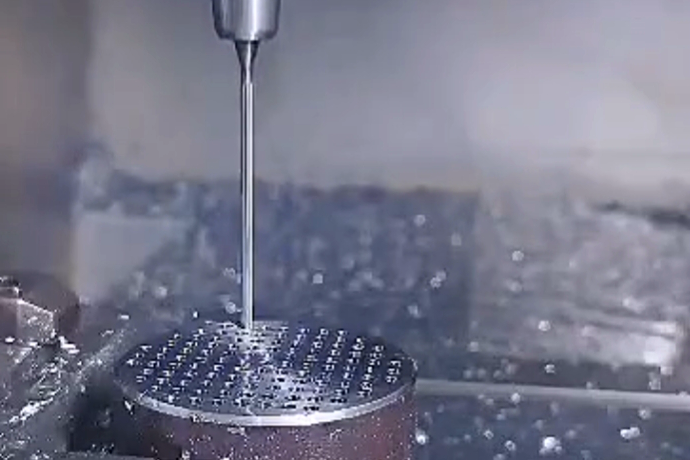
深芯加工特征是航空涡轮机、热交换器、燃油喷射系统和压力设备的基础。这些芯部通常延伸至几何形状复杂且结构致密的高温合金部件中,要求加工深度超过 20×D,同时具备高同心度、洁净的内部过渡和热稳定的表面光洁度。
Neway AeroTech 提供端到端的 高温合金 CNC 加工 和 深孔钻削 服务,适用于具有芯部特征的部件,所用高性能材料包括 Inconel 718、CMSX-4、Rene 41 和 Hastelloy X。
高温合金深芯特征的核心技术
深芯特征需要同时控制刀具偏转、散热和几何验证。
针对深度超过 500 毫米的通孔芯部采用 枪钻和 BTA 镗孔
针对入口和出口过渡区域采用 5 轴 CNC 加工
采用 EDM 加工 精修尖锐半径的内角
采用 3D 孔映射和坐标检测 跟踪出口位置和偏差
精密夹具和预加工仿真可防止复杂结构部件发生变形或漂移。
深芯部件中使用的高温合金
合金 | 最高温度 (°C) | 屈服强度 (MPa) | 应用 |
|---|---|---|---|
704 | 1035 | 发动机外壳、燃烧室衬里 | |
1140 | 980 | 涡轮叶片、热屏蔽 | |
980 | 950 | 导弹结构、航空航天框架 | |
1175 | 790 | 反应堆容器、压力歧管 |
选择这些合金是因为它们在热循环、压力波动和腐蚀性暴露条件下具有耐久性。
案例研究:CMSX-4 深芯冷却涡轮段
项目背景
一位航空航天客户需要一种长度为 40 毫米的 CMSX-4 涡轮段,其内部冷却芯直径最大为 12 毫米,深度比为 22×D。表面粗糙度 Ra ≤ 0.5 μm,同心度 ≤ 0.008 毫米。采用了 深孔钻削 和 EDM 精加工 相结合的工艺。
典型深芯部件型号及应用
型号 | 描述 | 材料 | 深度比 | 行业 |
|---|---|---|---|---|
TCS-580 | 带有双 25×D 孔的涡轮芯段 | CMSX-4 | 25×D | |
HEV-310 | 带有阶梯芯通道的热交换器容器 | Inconel 718 | 23×D | |
RPC-600 | 带有纵向孔的反应堆压力壳 | Hastelloy X | 20×D | |
MSC-400 | 带有倾斜交叉通道的导弹外壳芯部 | Rene 41 | 21×D |
几何形状、流道设计和热阻均经过仿真和检测验证。
深芯加工挑战
在厚度超过 400 毫米的壁面上实现 同心度低于 0.008 毫米
在多角度交叉孔的芯部保证 交叉质量
CMSX 和 Rene 材料在深钻过程中的 热偏转
深 EDM 芯路径中的 重铸层和表面完整性
影响加工后最终零件平面度的 材料应力释放
CNC 和 EDM 加工芯部件的解决方案
采用带有刀具跳动控制的 100 bar 冷却液供给枪钻
采用 3+2 轴镗孔和插补 进行入口 - 出口通道融合
钻后进行 EDM 抛光,使 Ra ≤ 0.4 μm
采用 HIP 和去应力热处理 消除残余应力
结果与验证
制造方法
零件始于 真空铸造 或精密锻造。使用带有实时监测主轴反馈的 BTA 系统钻孔。孔深超过 22×D,在 300 多毫米长度上公差为±.01 毫米。
精密精加工
使用 EDM 和刷式研磨工具对芯部进行精修。孔圆度<0.006 毫米,Ra ≤ 0.4 μm。使用轨道去毛刺去除交叉通道的毛刺。
后处理
在 1030°C 下进行 HIP,随后进行 热处理 和 表面钝化。针对涡轮和燃烧室应用选择性施加 TBC 涂层。
检测
CMM 检测 确认了孔路径、直径和入口角度。X 射线测试 验证了交叉间隙。SEM 确保重铸层符合规范。
常见问题解答
高温合金部件支持哪些芯部直径和深度?
能否在一次操作中加工多个交叉通道?
如何确保厚壁部件的孔对齐?
哪些材料在热交换器芯部表现最佳?
哪些无损检测可验证芯部的精度和完整性?
