बेहतर सुपरएलॉय प्रदर्शन के लिए थर्मल बैरियर कोटिंग (टीबीसी)
सुपरएलॉय स्थायित्व को अधिकतम करने के लिए सिरेमिक इन्सुलेशन
टरबाइन इंजन, पावर सिस्टम और हीट एक्सचेंजर में सुपरएलॉय घटक आमतौर पर 1000°C से अधिक तापमान पर संचालित होते हैं। उत्कृष्ट ऑक्सीकरण और क्रीप प्रतिरोध के बावजूद, लंबे समय तक संपर्क से सतह का क्षरण और संरचनात्मक थकान होती है। थर्मल बैरियर कोटिंग्स (टीबीसी) महत्वपूर्ण थर्मल इन्सुलेशन प्रदान करती हैं, जो धातु की सतह के तापमान को 150–200°C तक कम करती हैं और पुर्जे के जीवन को काफी बढ़ा देती हैं।
न्यूवे एयरोटेक टरबाइन ब्लेड, वेन्स, दहन लाइनर और निकास हार्डवेयर के लिए प्लाज्मा-लगाई गई सिरेमिक टीबीसी सिस्टम प्रदान करता है, जो इनकोनेल, रेनी, सीएमएसएक्स, और हैस्टेलॉय मिश्र धातुओं से निर्मित हैं।
टीबीसी सिस्टम संरचना और सामग्री
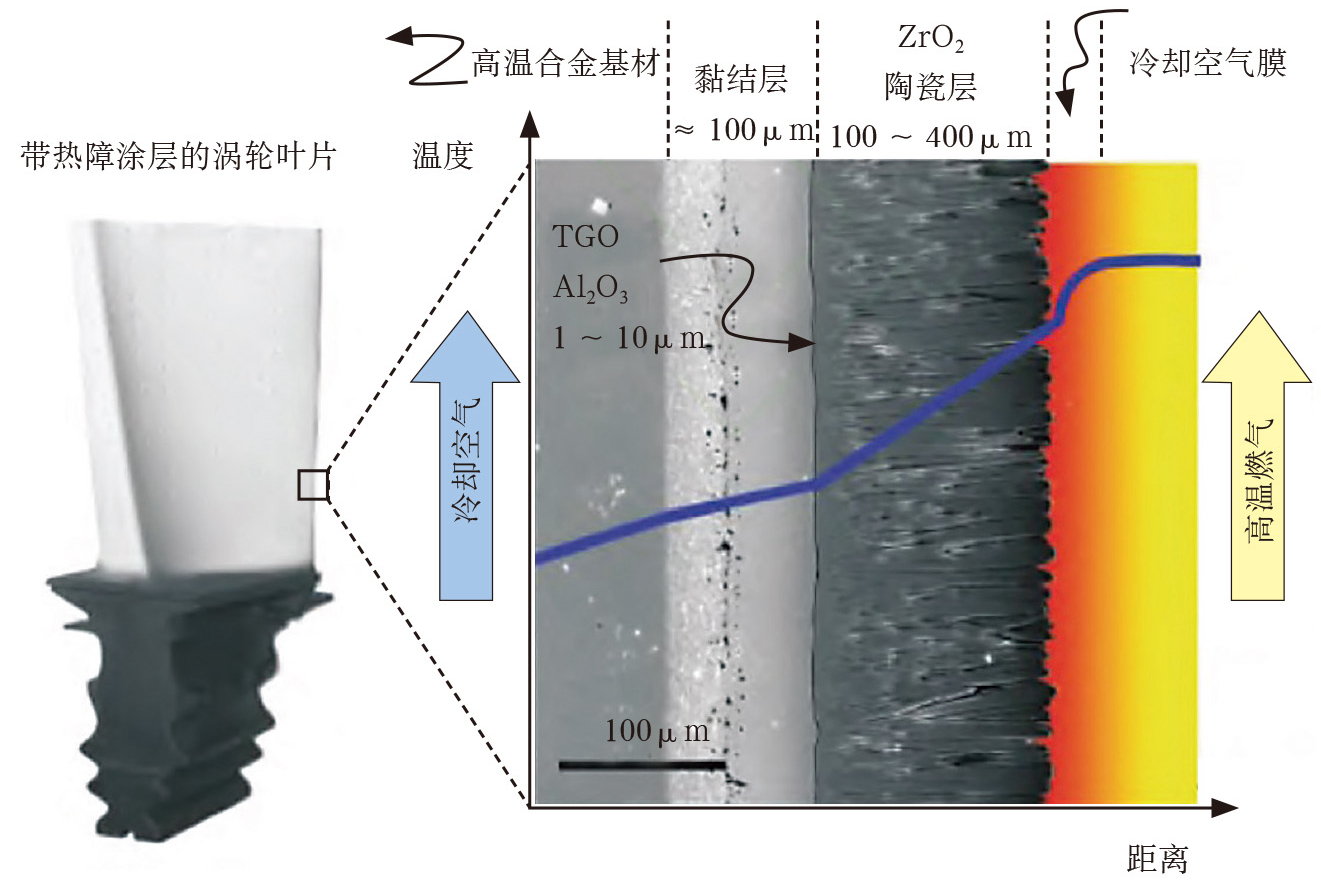
एक मानक टीबीसी सिस्टम में प्लाज्मा स्प्रेइंग या इलेक्ट्रॉन बीम फिजिकल वेपर डिपोजिशन (ईबी-पीवीडी) का उपयोग करके लगाए गए दो प्राथमिक परतें शामिल हैं:
बॉन्ड कोट (150–250 μm): एमसीआरएलवाई परत आसंजन और ऑक्सीकरण प्रतिरोध प्रदान करती है
टॉप कोट (80–300 μm): थर्मल इन्सुलेशन और स्ट्रेन अनुपालन के लिए यट्रिया-स्थिरीकृत जिरकोनिया (वाईएसजेड) सिरेमिक
सब्सट्रेट: सुपरएलॉय घटक कास्ट या मशीनीकृत, कोटिंग से पहले ग्रिट-ब्लास्टेड
प्लाज्मा-स्प्रे की गई कोटिंग्स स्ट्रेन सहनशीलता के लिए 10–15% सरंध्रता प्रदान करती हैं। ईबी-पीवीडी टरबाइन एयरफॉइल कूलिंग के लिए फीदरेड संरचनाओं की अनुमति देता है।
टीबीसी के साथ आमतौर पर संरक्षित सुपरएलॉय
मिश्र धातु | अधिकतम तापमान (°C) | कोटेड घटक | उद्योग |
|---|---|---|---|
1050 | स्टेटर वेन्स, निकास शेल | ||
980 | एचपीटी नोजल सेगमेंट | ||
1140 | प्रथम-चरण ब्लेड | ||
1175 | दहन लाइनर |
टीबीसी ऑक्सीकरण को कम करती है, क्रीप शुरुआत में देरी करती है, और पतले सेक्शन को गर्मी से प्रेरित विरूपण से बचाती है।
केस स्टडी: सीएमएसएक्स-4 एयरफॉइल्स पर प्लाज्मा-स्प्रेड वाईएसजेड
प्रोजेक्ट पृष्ठभूमि
एक टरबाइन निर्माता को 1100°C पर संचालित सीएमएसएक्स-4 एयरफॉइल्स के लिए टीबीसी की आवश्यकता थी। 200 μm NiCoCrAlY बॉन्ड कोट के ऊपर, 180 μm मोटाई पर प्लाज्मा-स्प्रेड वाईएसजेड (8 wt.% Y₂O₃) लगाया गया। टीबीसी ने धातु की सतह के तापमान को 140°C तक कम किया और क्रीप लाइफ को 1.8× बढ़ा दिया।
विशिष्ट टीबीसी-कोटेड घटक और अनुप्रयोग
घटक | सब्सट्रेट | टीबीसी मोटाई | उद्योग |
|---|---|---|---|
रोटर ब्लेड | इनकोनेल 738 | 250 μm | |
वेन सेगमेंट | रेनी 88 | 220 μm | |
प्रथम-चरण ब्लेड | सीएमएसएक्स-4 | 180 μm | |
दहन पैनल | हैस्टेलॉय एक्स | 200 μm |
सभी पुर्जों का बॉन्ड आसंजन, सरंध्रता, थर्मल शॉक और सतह अखंडता के लिए परीक्षण किया गया।
टीबीसी अनुप्रयोग चुनौतियाँ और समाधान
विलगन जोखिम जब सब्सट्रेट और सिरेमिक के बीच थर्मल विस्तार असंगति 15 × 10⁻⁶/K से अधिक हो जाती है
गैस प्रवाह >30 m/s के तहत अपरदन समय के साथ टॉपकोट की मोटाई कम कर देता है—सामग्री संघनन स्थायित्व में सुधार करता है
ऑक्साइड स्केल गठन बॉन्ड कोट के नीचे यदि सतह तैयारी या वातावरण अनियंत्रित है
Ra ≤ 5 μm टीबीसी के बाद सीलिंग सतहों के लिए आवश्यक है और इसे लैपिंग या मास्किंग द्वारा प्राप्त किया जाना चाहिए
>1000 चक्रों पर थर्मल थकान के लिए अनुपालनशील टॉपकोट सरंध्रता और स्तंभाकार सूक्ष्मसंरचना की आवश्यकता होती है
उच्च-तापमान मिश्र धातु घटकों के लिए प्लाज्मा टीबीसी समाधान
45–55 kW पर प्लाज्मा स्प्रेइंग 100–250 μm मोटाई पर एकसमान टॉपकोट जमाव के लिए
सटीक मास्किंग ±0.1 mm सीलिंग और थ्रेडेड फीचर्स की सुरक्षा के लिए
बॉन्ड कोट ग्रिट-ब्लास्टिंग 4–6 Ra μm तक और ऑक्सीकरण नियंत्रण के लिए NiCoCrAlY अनुप्रयोग
8 wt.% Y₂O₃ के साथ वाईएसजेड 1200°C तक उच्च थर्मल चक्रण प्रतिरोध के लिए स्थिरीकृत
पोस्ट-कोटिंग सत्यापन सीएमएम, एसईएम, और एक्स-रे निरीक्षण के माध्यम से
परिणाम और सत्यापन
कोटिंग प्रक्रिया निष्पादन
कोटिंग्स को वास्तविक समय थर्मल स्प्रे मॉनिटरिंग के साथ एक वैक्यूम-सील्ड प्लाज्मा सेल में लगाया गया। स्प्रे पैरामीटर ज्यामिति और सब्सट्रेट के अनुसार समायोजित किए गए।
थर्मल प्रदर्शन
वाईएसजेड-कोटेड सतहों ने 1100°C गैस प्रवाह के तहत सतह के तापमान में 140–160°C की कमी दिखाई। पुर्जों ने 1000-चक्र थर्मल शॉक परीक्षण पास किया।
सतह परिष्करण
महत्वपूर्ण आयाम पोस्ट-कोटिंग बरकरार रखे गए, सीलिंग फेस को Ra 4.5 μm तक ग्राउंड किया गया। कोटिंग मोटाई एकरूपता ±10 μm के भीतर बनाए रखी गई।
निरीक्षण
सीएमएम ने ज्यामिति सत्यापित की। एसईएम ने 10–12% सरंध्रता की पुष्टि की, बिना किसी माइक्रोक्रैकिंग के। एक्स-रे निरीक्षण ने बॉन्ड लाइन अखंडता को मान्य किया।
अक्सर पूछे जाने वाले प्रश्न
वाईएसजेड-आधारित टीबीसी सिस्टम के लिए अधिकतम संचालन तापमान क्या है?
क्या टीबीसी को सेवा एक्सपोजर या स्ट्रिपिंग के बाद दोबारा लगाया जा सकता है?
टरबाइन सुपरएलॉय के लिए आमतौर पर कौन सी बॉन्ड कोट सामग्री का उपयोग किया जाता है?
टीबीसी मोटाई घटक जीवन और कूलिंग को कैसे प्रभावित करती है?
क्या टीबीसी दहन, नोजल और वेन पुर्जों पर लागू होती हैं?
