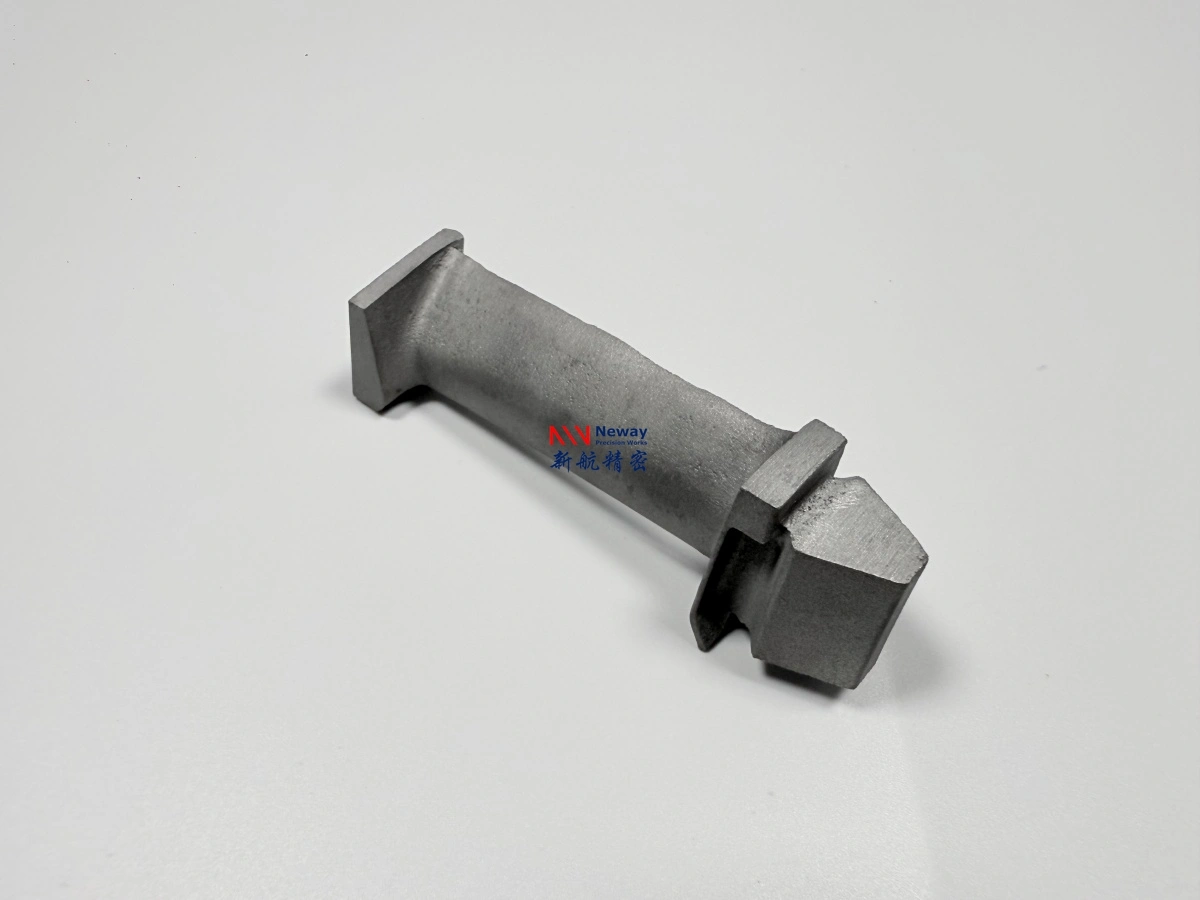
Mecanizado de precisión de piezas de motores de turbina a partir de superaleaciones
Mecanizado de precisión de piezas de motores de turbina a partir de superaleaciones
Resumen de la respuesta directa
Este tema debe revisarse a través de la pieza, la aleación, la ruta de fabricación, la evidencia de inspección y el alcance de la solicitud de cotización (RFQ), en lugar de como una definición de palabra clave. Para álabes de turbina de monocristal y componentes de la sección caliente, los compradores necesitan conectar CMSX-4, CMSX-10, Rene N5 y superaleaciones base níquel, fundición de monocristal, tratamiento térmico, revisión HIP, mecanizado CNC, EDM, preparación de recubrimientos, FPI, rayos X, MMC y metalografía, así como motores aeroespaciales, motores de turbina para UAV, turbinas de gas industriales y generación de energía con los registros necesarios para la comparación de proveedores. NewayAeroTech revisa proyectos personalizados de turbinas y componentes de sección caliente a partir de dibujos, muestras, especificaciones y requisitos de ingeniería del cliente, utilizando el Mecanizado CNC de superaleaciones como referencia principal de ruta para este grupo.
El tratamiento térmico y el posprocesamiento deben discutirse antes de que el comprador cierre la comparación comercial. Algunas piezas de superaleación requieren estabilización, tratamiento de solución, envejecimiento, HIP, alivio de tensiones, preparación de TBC, recubrimiento resistente a la oxidación o mecanizado final después del procesamiento térmico. Si estos pasos faltan en la primera consulta, el primer precio puede no representar la pieza que realmente debe enviarse.
La confirmación del material es más que nombrar una familia, como las superaleaciones base níquel. La RFQ debe indicar el grado exacto, la norma equivalente, la condición de tratamiento térmico, la necesidad de certificados y si una especificación del cliente controla la química o las pruebas mecánicas. Esto evita que el proveedor cotice una ruta que parezca aceptable comercialmente pero que no pueda satisfacer el paquete de dibujos.
Por qué la ruta importa para las turbinas y los componentes de la sección caliente
La fundición de álabes de turbina de monocristal no es solo una compra de fundición; es una decisión sobre el riesgo del proveedor. Una revisión útil muestra cómo la selección de la aleación, los requisitos de control del grano, el tratamiento térmico, la revisión HIP, el acabado por EDM o CNC, la preparación del recubrimiento y la inspección final se manejarán en una sola ruta. Para motores aeroespaciales, motores de turbina para UAV, turbinas de gas industriales y secciones calientes de generación de energía, las respuestas de los proveedores deben hacer visibles las suposiciones sobre costos, rendimiento, inspección y documentación de entrega antes de comparar las cotizaciones.
Cuadro de mando de revisión de proveedores para compradores
Elemento de revisión | Qué deben verificar los compradores | Riesgo si falta |
|---|---|---|
Ruta de la aleación | Experiencia con CMSX-4, CMSX-10, Rene N5 o la superaleación base níquel especificada. | El proveedor puede cotizar una ruta que no coincide con el requisito del material. |
Control de fundición de monocristal | Cómo el proveedor revisa el riesgo de control del grano, el riesgo geométrico y las necesidades de validación de muestras. | Los riesgos críticos de fundición pueden aparecer después del utillaje o la producción de muestras. |
Alcance del posprocesamiento | Si el tratamiento térmico, HIP, EDM, mecanizado CNC, preparación de recubrimientos y condición superficial están incluidos. | La primera cotización puede excluir pasos necesarios para el entregable real. |
Evidencia de inspección | Si FPI, rayos X, MMC, metalografía, análisis químico y pruebas mecánicas son obligatorios u opcionales. | Los precios de los proveedores pueden no ser comparables porque los paquetes de inspección difieren. |
Respuesta de ingeniería | Si el proveedor pregunta sobre dibujos faltantes, tolerancias, normas, superficies críticas y condiciones de aplicación. | Una cotización genérica puede ocultar riesgos de fabricabilidad o aceptación. |
Una respuesta sólida del proveedor debe incluir preguntas abiertas, no solo un precio. Para proyectos de álabes de monocristal, las preguntas sobre CMSX-4, CMSX-10, Rene N5, riesgo geométrico, registros de inspección y condiciones de entrega suelen hacer que la cotización sea más fiable, ya que exponen las suposiciones antes del primer lote de muestras.
Ajuste de material, proceso, componente y aplicación
La revisión del material debe permanecer vinculada al requisito del álabe en lugar de convertirse en una amplia lista de aleaciones. CMSX-4, CMSX-10, Rene N5 y otras superaleaciones de monocristal base níquel pueden discutirse cuando el dibujo o la norma del cliente las requiera para álabes de turbina, perfiles aerodinámicos de álabes, plataformas y otros detalles de la sección caliente. Inconel 738LC, Inconel 713C y superaleaciones fundidas relacionadas pueden aparecer en conversaciones sobre álabes directores, toberas, anillos de contención o blindajes térmicos, pero no deben tratarse como sustitutos directos de un requisito de álabe de monocristal sin una revisión de ingeniería.
La pregunta práctica del comprador es si el proveedor puede conectar el grado del material, la ruta de fundición de monocristal, el tratamiento térmico, la revisión HIP, el acabado por EDM o CNC, la preparación del recubrimiento y la evidencia de inspección con el componente y la aplicación reales. Para motores aeroespaciales, motores de turbina para UAV, turbinas de gas industriales, generación de energía y otros sistemas de alta temperatura, esa conexión es más útil que una larga tabla de materiales.
Ruta de fabricación desde la revisión del dibujo hasta la inspección
Paso de fabricación | Propósito de ingeniería |
|---|---|
Revisión de ingeniería y DFM | Revisar dibujo, modelo 3D, nota de aleación, superficies críticas, características de referencia y antecedentes de la aplicación. |
Selección de material | Confirmar requisitos de CMSX, Rene o superaleación base níquel especificada por el cliente. |
Ruta de fundición de monocristal | Planificar el método de fundición, requisitos de control del grano, riesgo geométrico y necesidades de validación de muestras. |
Posprocesamiento | Revisar tratamiento térmico, HIP, EDM, mecanizado CNC, preparación de recubrimientos y condición superficial. |
Inspección final | Definir FPI, rayos X, MMC, metalografía, informe dimensional y documentación de entrega. |
¿Cuándo deberían los compradores elegir esta ruta de fabricación?
La revisión geométrica también es un impulsor de costos. Paredes delgadas, nervios internos, pasajes de refrigeración, caras de sellado, características de referencia y agujeros profundos pueden cambiar el utillaje, el riesgo de fundición, el acceso al EDM, la configuración del mecanizado y el método de inspección. NewayAeroTech verifica estas características frente a la ruta propuesta para que la cotización no se base únicamente en el grado del material.
La planificación de la inspección debe estar vinculada al modo de fallo de la pieza. Un álabe o álabe director de sección caliente puede requerir FPI, rayos X, MMC, metalografía o registros dimensionales, mientras que una característica mecanizada puede necesitar un control de referencia más estricto y un historial claro de revisiones del dibujo. Cuando el paquete de inspección se define temprano, los equipos de compras pueden comparar proveedores basándose en evidencias en lugar de afirmaciones generales de calidad.
Los compradores deben elegir esta ruta cuando la pieza es un álabe de turbina personalizado o un componente de sección caliente y el dibujo requiere fundición de monocristal, control de superaleación, servicio a alta temperatura y evidencia de inspección. Es adecuado para ingenieros de adquisiciones y equipos de proyectos que necesitan que un proveedor revise la viabilidad de fabricación, no solo que cotice un nombre de pieza.
Requisitos de control de calidad e inspección
La revisión comercial también debe definir si el pedido es para prototipo, piloto, reparación, reemplazo o producción repetitiva. El trabajo de prototipo puede aceptar más retroalimentación de ingeniería durante el desarrollo de la ruta, mientras que la producción repetitiva generalmente necesita utillajes estables, plantillas de inspección y una documentación de lotes más clara. Esa distinción afecta el precio, el tiempo de entrega y la cantidad de validación de procesos requerida antes de la aprobación.
El control de calidad debe nombrarse en la RFQ. Dependiendo de los requisitos del proyecto, el paquete puede incluir inspección por MMC, FPI o DPI, ensayos por rayos X o radiográficos, inspección metalográfica, análisis de composición química, pruebas de dureza, pruebas de tracción, registros de tratamiento térmico e informes de inspección dimensional. El posprocesamiento de superaleaciones también puede ser relevante cuando el tratamiento térmico, la revisión HIP, el mecanizado CNC, el EDM o la preparación de recubrimientos forman parte del alcance del suministro. La inspección por MMC debe especificarse cuando se requieran informes dimensionales para características de raíz, plataformas, caras de sellado o estructuras de referencia.
Los compradores también deben preguntar qué registros se incluyen con el envío y qué inspecciones se cotizan solo cuando lo exige el dibujo o la norma del cliente. Esa distinción ayuda a los equipos de compras a comparar proveedores sobre la misma base, en lugar de comparar una cotización solo de fundición con un paquete de componentes terminados, inspeccionados y documentados.
Adecuación del proveedor para NewayAeroTech
Para turbinas personalizadas y componentes de sección caliente, NewayAeroTech no cotiza desde un estante estándar de repuestos de OEM. Revisamos dibujos, muestras, notas de material, cantidades y requisitos de inspección, y luego sugerimos una ruta de fabricación que puede combinar fundición, tratamiento térmico, HIP, mecanizado CNC, EDM, recubrimiento e inspección final. Esta adecuación del proveedor es importante cuando el comprador necesita soporte de producción en lugar de inventario de reemplazo de catálogo.
Requisito del proyecto | Adecuación de NewayAeroTech |
|---|---|
Piezas de turbina de superaleación personalizadas | Adecuado cuando el comprador proporciona dibujos, grado de material, cantidad y requisitos de inspección. |
Fabricación basada en dibujos | Adecuado para proyectos basados en dibujos 2D, modelos 3D, muestras, especificaciones y requisitos de ingeniería. |
Proyectos de fundición al vacío + mecanizado CNC | Adecuado cuando la fundición, el tratamiento térmico, la revisión HIP, el mecanizado CNC, el EDM, la preparación de recubrimientos y la inspección deben revisarse juntos. |
Producción en lotes pequeños a medianos | Adecuado sujeto a requisitos de geometría, aleación, utillaje, inspección y documentación. |
Inspección de aleaciones de alta temperatura | Adecuado cuando se requieren registros de MMC, FPI, rayos X, metalografía, análisis químico, dureza o pruebas mecánicas. |
Reventa de repuestos estándar de OEM | No es la opción principal. NewayAeroTech no vende piezas de inventario originales de OEM. |
Piezas metálicas generales de bajo costo | No es la mejor opción cuando el proyecto no requiere capacidad de superaleación, turbina, sección caliente o inspección. |
Lista de verificación de RFQ para una cotización útil
Información de la RFQ | Por qué es importante |
|---|---|
Dibujo 2D | Define dimensiones, referencias de referencia, tolerancias y notas de inspección. |
Modelo 3D | Ayuda a revisar la geometría, el utillaje, el allowance de mecanizado y el acceso a las características. |
Grado de material | Confirma requisitos de CMSX, Rene, Inconel u otras superaleaciones. |
Cantidad | Separa la lógica de cotización para prototipos, pilotos y producción repetitiva. |
Tolerancia | Afecta el mecanizado CNC, la inspección por MMC, la planificación de utillajes y el riesgo de aceptación. |
Acabado superficial | Influye en el mecanizado, la preparación de recubrimientos, el pulido y el alcance de la inspección. |
Requisito de tratamiento térmico | Define el procesamiento térmico y los registros requeridos. |
Requisito de recubrimiento | Aclara el alcance de TBC, recubrimiento resistente a la oxidación o preparación de superficie. |
Norma de inspección | Controla FPI, rayos X, MMC, metalografía, certificados y formato de informe. |
Temperatura de trabajo o entorno de aplicación | Ayuda a evaluar el material, el proceso, el recubrimiento y el nivel de riesgo. |
Pieza de muestra si está disponible | Apoya la revisión de reemplazo, la discusión de ingeniería inversa y la confirmación de características. |
La revisión del dibujo debe comenzar con las superficies que controlan el ajuste, el sellado, el flujo de refrigeración o la rotación. Para el mecanizado de precisión de piezas de motores de turbina, estas características deciden si la tolerancia de fundición, el allowance de mecanizado, el trabajo de detalle de EDM o la preparación del recubrimiento deben especificarse antes de la cotización. NewayAeroTech utiliza esta revisión para separar las notas de fabricabilidad de las suposiciones que pueden causar cambios de costos más adelante.
Una RFQ clara debe enumerar los documentos requeridos por separado de los preferidos. Por ejemplo, los informes obligatorios de MMC, los certificados de material, los registros de FPI, la aceptación de rayos X, los registros de recubrimiento o las notas de embalaje no deben enterrarse en comentarios generales. Separar estos elementos ayuda a NewayAeroTech a devolver una cotización que refleje el alcance real de fabricación y calidad.
Conclusión
Esta revisión de fabricación es útil cuando el comprador necesita soporte personalizado para álabes de turbina de superaleación, perfiles aerodinámicos de álabes y componentes de sección caliente. NewayAeroTech puede revisar la fundición, el posprocesamiento, el mecanizado, el recubrimiento y el alcance de la inspección basándose en dibujos, requisitos de material, cantidad y normas de aceptación.
Para la cotización, envíe el paquete de dibujos, el grado de material, la cantidad, los requisitos de tolerancia, la condición superficial, las notas de tratamiento térmico o recubrimiento y las normas de inspección.
Preguntas frecuentes relacionadas
Preguntas frecuentes
¿Por qué es difícil mecanizar piezas de motores de turbina de superaleación?
¿Cuándo debe utilizarse el EDM en componentes de turbina mecanizados por CNC?
¿Qué registros de inspección respaldan las piezas de superaleación mecanizadas?
¿Qué datos de RFQ mejoran las cotizaciones de mecanizado CNC de superaleaciones?
