Revisión de HIP para Fundiciones de Turbina de Superaleación Antes del Mecanizado Final
Revisión de HIP para Fundiciones de Turbina de Superaleación Antes del Mecanizado Final
Resumen de la Respuesta Directa
La revisión de HIP antes del mecanizado final es útil cuando un comprador necesita saber si una fundición de superaleación debe procesarse, inspeccionarse y documentarse antes de iniciar el costoso trabajo de acabado. La revisión no es solo una cuestión de disponibilidad del HIP. Debe conectar el grado de aleación, la condición de la fundición, el riesgo de porosidad o contracción, el tratamiento térmico, el margen de mecanizado, el acceso por EDM, la preparación para recubrimiento, FPI, rayos X, CMM, metalografía y el alcance final de entrega.
NewayAeroTech revisa el HIP como parte de una ruta personalizada a través de servicios de prensado isostático en caliente, utilizando dibujos del cliente, muestras, notas de material, cantidades, tolerancias, requisitos de superficie y estándares de aceptación. El objetivo es decidir si el proyecto debe cotizarse como una fundición en bruto, un bruto tratado con HIP, una pieza semiacabada, un componente mecanizado, un componente recubierto o una pieza de sección caliente inspeccionada y terminada.
Cuadro de Evaluación de Ruta HIP para Compradores
Una respuesta útil del proveedor debe hacer visible la ruta desde el principio. Los compradores deben poder ver qué está incluido, qué es condicional, qué necesita confirmación del cliente y qué registros de inspección forman parte del alcance cotizado.
Ítem de Revisión | Qué Deben Verificar los Compradores | Riesgo si Falta |
|---|---|---|
Condición inicial | Condición tal como se fundió, reparada, pre-mecanizada, tratada térmicamente o muestra suministrada por el cliente. | El HIP puede cotizarse sin conocer el estado real de fabricación. |
Responsabilidad de la aleación | Inconel 713C, Inconel 738LC, Inconel 718, aleación Rene o superaleación base níquel controlada por el cliente. | Las suposiciones de la ruta térmica pueden no coincidir con el requisito del material. |
Preocupación por defectos | Porosidad, contracción, indicación interna, preocupación por densidad o requisito de HIP impulsado por especificación. | El proceso puede tratarse como opcional incluso cuando se requiere evidencia. |
Operaciones posteriores | Mecanizado CNC, EDM, preparación para recubrimiento, CMM, FPI, rayos X, metalografía y registros de entrega. | La cotización puede excluir pasos necesarios para un componente terminado. |
Respuesta de ingeniería | Preguntas abiertas, suposiciones, exclusiones, alcance del informe y evidencia de aceptación. | Una cotización breve puede ocultar riesgos de aprobación y retrabajo. |
Por Qué Importa la Ruta Antes del Mecanizado Final
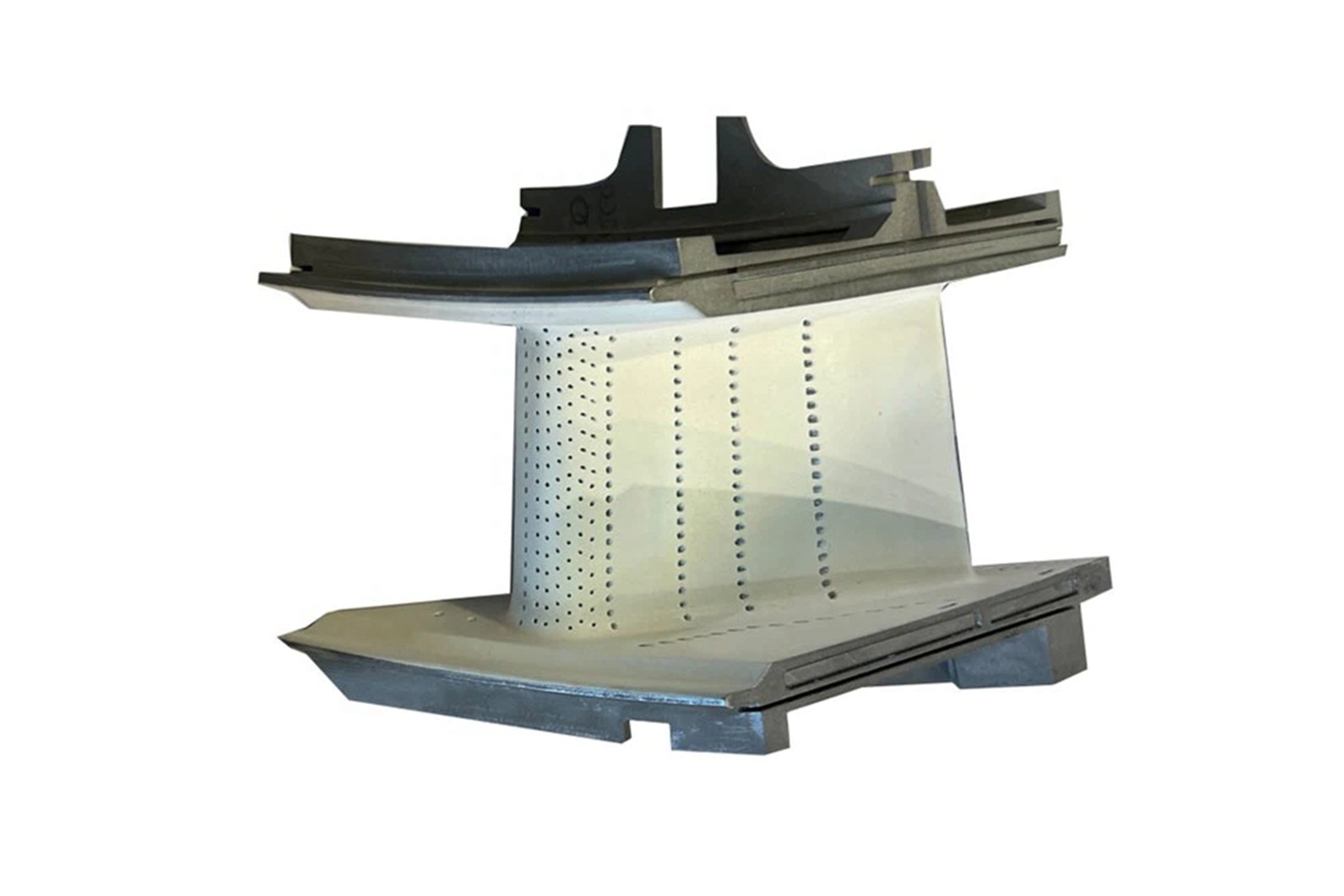
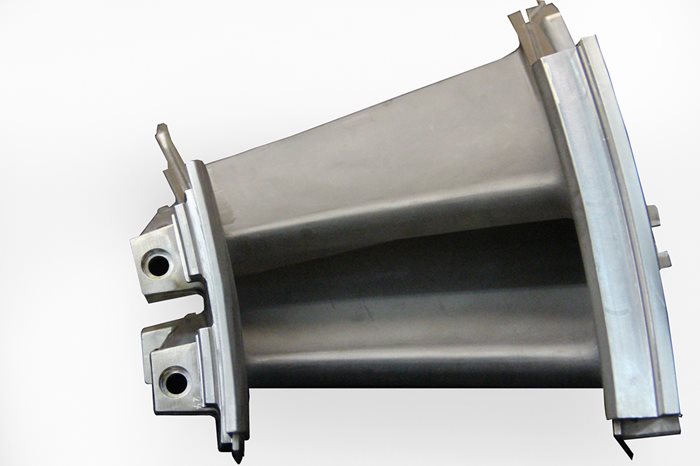
Para álabes de turbina, toberas, boquillas, pantallas térmicas y otras fundiciones de sección caliente, el HIP pertenece a una ruta solo cuando tanto la condición inicial como la final están claras. El mecanizado final, el trabajo de ranuras por EDM, la preparación para recubrimiento y la inspección dimensional pueden ser costosos de repetir si la ruta térmica o la evidencia de defectos se aclaran demasiado tarde.
Para estas aplicaciones, la definición de la ruta debe conectar la aleación seleccionada, como Inconel 713C, Inconel 738LC, Inconel 718, aleaciones Rene u otras superaleaciones base níquel, con los requisitos de HIP, tratamiento térmico, mecanizado, preparación para recubrimiento e inspección. Esto es especialmente importante para álabes de turbina, toberas, boquillas, pantallas térmicas y otras fundiciones de sección caliente. Esto mantiene la cotización vinculada a la pieza real en lugar de tratar el HIP, el tratamiento térmico, el mecanizado y la inspección como líneas de compra no relacionadas.
Ruta de Fabricación desde la Revisión de RFQ hasta la Entrega
Paso de la Ruta | Propósito | Punto de Control del Comprador |
|---|---|---|
Revisión de dibujos y muestras | Confirmar revisión, grado de aleación, función del componente, superficies críticas y estándares del cliente. | Proporcionar dibujo 2D, modelo 3D, fotos de muestras o notas de inspección. |
Revisión de condición inicial | Confirmar si la condición tal como se fundió, pre-mecanizada o reparada admite la revisión de RFQ de HIP solicitada. | Indicar si la pieza está tal como se fundió, pre-mecanizada, reparada o procesada previamente. |
Planificación de HIP y tratamiento térmico | Definir suposiciones de ruta térmica, registros de procesamiento y secuencia de tratamiento térmico de superaleación con mecanizado o recubrimiento. | Listar estándares requeridos, condición térmica y expectativas del informe. |
Preparación para CNC / EDM / recubrimiento | Planificar el acabado a través del post-procesamiento de superaleación cuando la geometría de la pieza requiera características controladas. | Identificar datum, caras de sellado, características de refrigeración, ranuras y superficies de recubrimiento. |
Inspección final y entrega | Confirmar CMM, FPI, rayos X, metalografía, GDMS, registros mecánicos, embalaje y exclusiones. | Separar registros obligatorios de datos de revisión opcionales. |
Ajuste de Material y Componente
El ajuste del material debe redactarse en términos de ingeniería, no como una lista de aleaciones. Inconel 713C e Inconel 738LC se discuten a menudo para componentes fundidos de sección caliente donde la resistencia a la oxidación, la fundibilidad y la resistencia a altas temperaturas necesitan una revisión equilibrada. Inconel 718 puede traer diferentes expectativas de tratamiento térmico y registros mecánicos, mientras que las aleaciones Rene u otras superaleaciones base níquel pueden requerir especificaciones controladas por el cliente y evidencia más estricta.
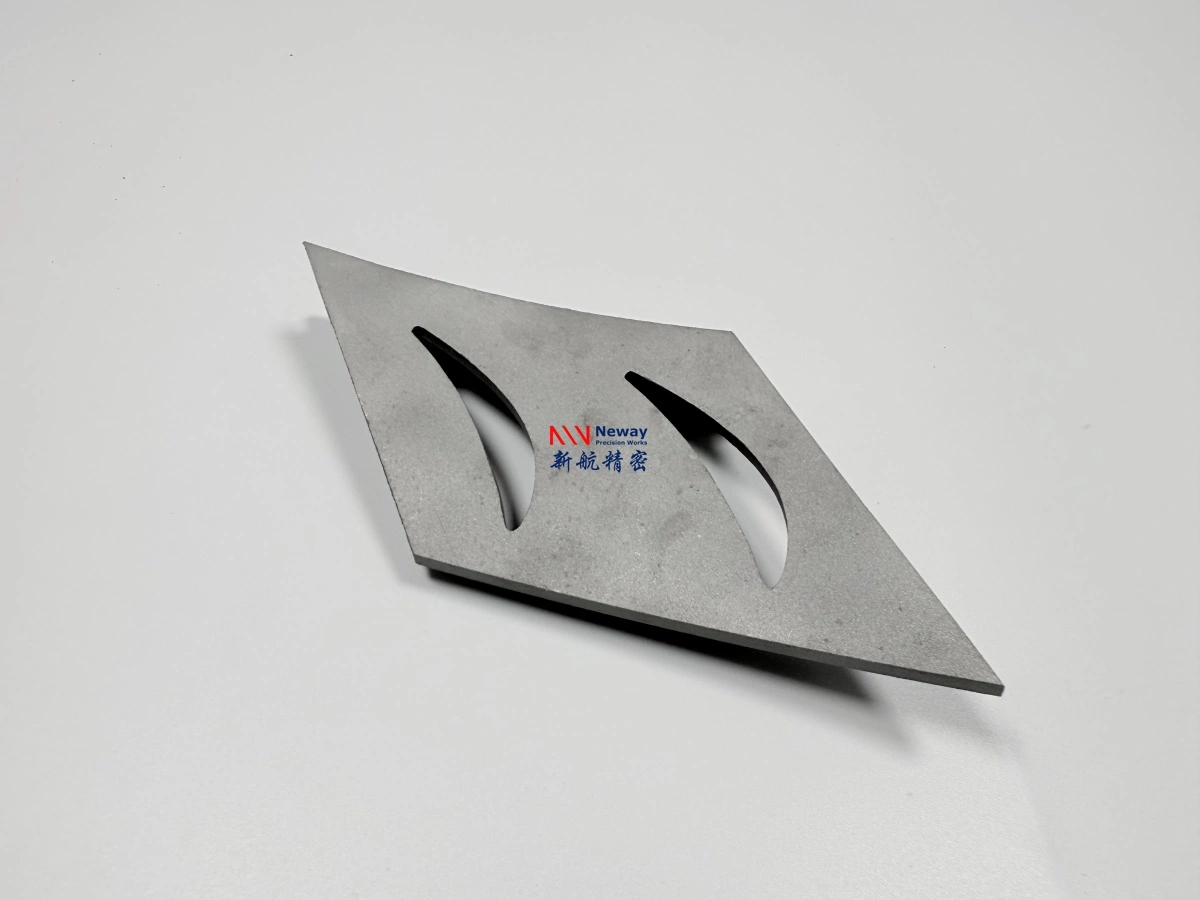
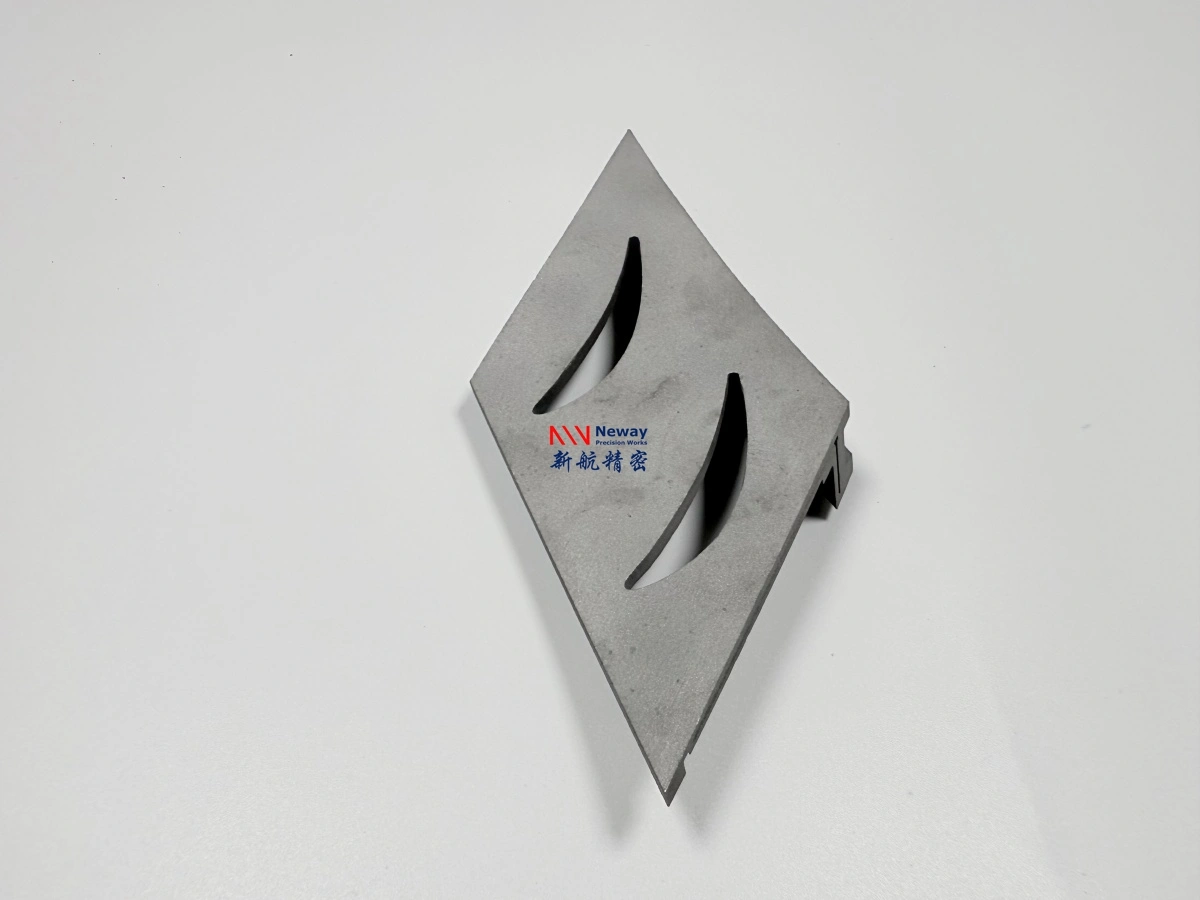
El ajuste del componente también cambia la ruta. Una tobera de turbina con paredes delgadas, un álabe de turbina con características de raíz y perfil aerodinámico, una boquilla con detalles de paso local o una pantalla térmica con interfaces de sellado pueden requerir cada uno un margen de mecanizado, acceso de inspección y cronología de informes diferente después del HIP o tratamiento térmico.
La misma nota de material puede llevar, por tanto, a diferentes preguntas del proveedor. Un proyecto de álabes puede centrarse en el ajuste de la raíz y la evidencia del perfil aerodinámico, mientras que una pantalla térmica puede centrarse en las caras de sellado, la preparación para recubrimiento y la distorsión después del procesamiento térmico.
Requisitos de Inspección y Documentación
Los requisitos de inspección deben nombrarse antes de la comparación de proveedores. La inspección CMM puede ser necesaria para características de datum, áreas de raíz, caras de montaje, superficies de sellado u otras dimensiones terminadas. FPI, rayos X, TC, metalografía, GDMS, análisis químico, dureza, ensayos de tracción y registros de tratamiento térmico deben añadirse cuando el dibujo o el estándar del cliente lo requiera.
El plan de inspección debe explicar qué controles ocurren antes del mecanizado final, qué controles ocurren después del acabado y qué informes se envían con las piezas. Sin esa división, dos proveedores pueden cotizar alcances muy diferentes mientras parecen responder a la misma RFQ.
Superficies Críticas y Evidencia de Aceptación
El comprador debe identificar las superficies críticas antes de pedir a los proveedores que coticen la ruta. Las características de la raíz, las caras de sellado, los bordes de la plataforma, los detalles de refrigeración, las áreas de pared delgada y las superficies de recubrimiento pueden necesitar diferentes tiempos de inspección después del HIP, tratamiento térmico, mecanizado o EDM.
Los registros de material deben discutirse en la misma revisión que los registros dimensionales. Para Inconel 713C, Inconel 738LC, Inconel 718, aleaciones Rene y otras superaleaciones base níquel, la RFQ puede necesitar análisis químico, notas de condición térmica, pruebas de dureza o mecánicas, metalografía o evidencia específica del cliente dependiendo de la especificación.
Cuando el lenguaje de aceptación está incompleto, el proveedor debe evitar afirmaciones absolutas. El lenguaje condicional es más seguro para las partes de turbina de superaleación porque la aceptación final debe permanecer vinculada al dibujo, la especificación del cliente y la evidencia de inspección acordada.
Adecuación del Proveedor para NewayAeroTech
La adecuación del proveedor debe juzgarse por la ruta completa, no por el nombre de un proceso. La tabla siguiente separa el trabajo de fabricación personalizada adecuado de las solicitudes que deben manejarse como abastecimiento de repuestos de catálogo.
Requisito del Proyecto | Adecuación para NewayAeroTech | Nota Comercial |
|---|---|---|
Componentes personalizados de turbina y sección caliente | Adecuado cuando se proporcionan dibujos, grados de material, cantidad y necesidades de inspección. | Ideal para fabricación basada en dibujos, no para reventa de catálogo. |
Ruta de fundición más post-procesamiento | Adecuado cuando la fundición, el tratamiento térmico, el HIP, el CNC, el EDM, la preparación para recubrimiento y la inspección necesitan una revisión de ruta única. | El alcance debe definir la entrega en bruto, semiacabada o terminada. |
Inspección de aleaciones de alta temperatura | Adecuado cuando se requieren registros de CMM, FPI, rayos X, metalografía, GDMS, análisis químico o pruebas mecánicas. | Los informes deben listarse antes de la comparación de proveedores. |
Prototipo o producción repetitiva | Adecuado cuando la RFQ indica la etapa del proyecto, el control de revisiones y la evidencia de aceptación. | El trabajo de prototipo puede requerir más preguntas de ingeniería abiertas. |
Inventario original de repuestos OEM | No es la opción adecuada. NewayAeroTech no vende partes de inventario OEM originales. | Cotizar como fabricación personalizada según los requisitos del cliente. |
Etapa del Proyecto y Alcance Comercial
Lotes de desarrollo y producción repetitiva necesitan un manejo diferente. Un lote de desarrollo puede necesitar retroalimentación de ingeniería más amplia sobre evidencia de defectos y fabricabilidad, mientras que la producción repetitiva generalmente necesita un control de revisiones estable, plantillas de inspección y registros de entrega consistentes.
Los compradores deben comparar exclusiones, no solo pasos incluidos. La inspección de terceros, puntos de testigo, pruebas destructivas, muestras metalográficas, embalaje especial, informes específicos de revisión o formatos de documentos del cliente pueden necesitar cotización separada si no están listados en el alcance base.
Si dos cotizaciones parecen cercanas en precio, compare la evidencia detrás del precio. Una cotización que incluye revisión de ruta, informes controlados y responsabilidad de condición terminada puede reducir el trabajo de aclaración posterior incluso cuando el primer número no es el más bajo.
Lista de Verificación de RFQ para una Cotización Útil
Información de RFQ | Por Qué Importa |
|---|---|
Dibujo 2D y modelo 3D | Define geometría, tolerancias, referencias de datum, acceso a características y margen de mecanizado. |
Grado de material y especificación | Controla la responsabilidad de la aleación, la ruta térmica, las suposiciones de HIP y la evidencia de aceptación. |
Cantidad y etapa del pedido | Separa la lógica de prototipo, lote piloto, revisión de reparación, reemplazo y producción repetitiva. |
Condición terminada | Aclara bruto, bruto tratado con HIP, pieza mecanizada, pieza recubierta o entrega final inspeccionada. |
Estándar de inspección | Define CMM, FPI, rayos X, metalografía, GDMS, formato del informe y cronología. |
Entorno de aplicación | Ayuda a revisar temperatura, corrosión, fatiga, desgaste, necesidad de recubrimiento y riesgo de servicio a alta temperatura. |
Notas de Revisión de Cotización Antes de la Liberación del Pedido
Una respuesta breve del proveedor aún puede ser útil cuando separa el alcance confirmado de las suposiciones. Por ejemplo, el proveedor puede confirmar que el HIP puede revisarse después de la fundición pero mantener la secuencia de tratamiento térmico, las pruebas destructivas, la preparación para recubrimiento o el formato del informe final sujetos a la especificación del cliente.
Una revisión práctica del proveedor debe dejar al comprador con una lista corta de decisiones: pasos confirmados, pasos condicionales, documentos requeridos, informes opcionales, exclusiones y condición de entrega. Ese formato es más fácil de aprobar para los equipos de compras e ingeniería que una larga declaración de capacidades sin límites de cotización.
Antes de la liberación del pedido, el comprador y el proveedor deben acordar cómo se cerrarán los puntos técnicos abiertos. Eso puede incluir la confirmación de la revisión del dibujo, la aprobación de la muestra, el formato del informe, los puntos de retención de inspección o una nota escrita de que un requisito permanece sujeto a revisión de ingeniería.
Conclusión
Una revisión de ruta HIP es útil cuando los compradores necesitan comparar el alcance real de fabricación en lugar de un único precio de post-procesamiento. NewayAeroTech puede revisar el paquete de dibujos y sugerir una ruta personalizada para álabes de turbina de superaleación, toberas, boquillas, pantallas térmicas y otros componentes de sección caliente, sujeto a geometría, material y requisitos del cliente.
Para la cotización, envíe dibujos, grado de material, cantidad, requisitos de tolerancia, condición de superficie, notas de tratamiento térmico o HIP, expectativas de recubrimiento, estándares de inspección y cualquier muestra o antecedentes de aplicación. Eso da a los equipos de compras e ingeniería una base más clara para comparar el alcance, el riesgo y la documentación del proveedor.
Preguntas Frecuentes Relacionadas
Preguntas Frecuentes
¿Cuándo debe especificarse el HIP para fundiciones de turbina de superaleación?
¿Qué defectos puede ayudar a abordar el HIP en componentes fundidos base níquel?
¿Qué registros de inspección son útiles después del tratamiento HIP?
¿Se puede combinar el HIP con tratamiento térmico y mecanizado CNC?
¿Qué datos de RFQ se necesitan para la revisión de HIP de piezas personalizadas de superaleación?