How Vacuum Investment Casting Supports GE 9F / 9FA Combustion and Hot Gas Path Parts

GE 9F and 9FA gas turbines operate in severe thermal and mechanical environments where combustion hardware and hot gas path components must withstand oxidation, thermal fatigue, creep, vibration, pressure fluctuation, and repeated startup-shutdown cycles. Parts such as combustor liners, transition pieces, nozzle segments, shrouds, rings, and other hot-section structures are exposed to a demanding mix of heat, stress, and corrosive combustion byproducts. In these applications, component reliability depends heavily on material integrity, dimensional consistency, and process control.
Vacuum Investment Casting is one of the most practical manufacturing routes for these high-temperature parts because it supports complex geometry, controlled alloy quality, and near-net-shape production in advanced heat-resistant materials. When integrated with Heat Treatment, Hot Isostatic Pressing (HIP), Superalloy CNC Machining, Superalloy Welding, and Thermal Barrier Coating (TBC), vacuum investment casting becomes a strong foundation for both new-part manufacturing and selected repair solutions.
Why GE 9F / 9FA Parts Need Advanced Casting
Large-frame F-class turbines place extremely high demands on combustion and hot gas path hardware. Combustion components must handle flame exposure, thermal gradients, and cyclic expansion without premature cracking or distortion. Hot gas path parts must also maintain aerodynamic or gas-flow geometry while surviving elevated metal temperatures for long service intervals. Traditional manufacturing routes may struggle when the part requires both complex internal or external contours and high-temperature alloy performance.
That is why advanced casting remains highly relevant for these parts. It provides a way to form complex heat-resistant geometries while reducing excessive machining from solid stock. For high-value turbine components, this can improve material efficiency, reduce process cost, and preserve the design intent of the original gas-path shape.

What Vacuum Investment Casting Does for High-Temperature Parts
Vacuum investment casting is a precision casting process that uses wax-pattern tooling and ceramic shell molds to produce detailed metal components. Under vacuum conditions, the molten alloy is protected from unwanted atmospheric interaction during critical melting and pouring stages. This is especially important for high-temperature alloys because oxidation, contamination, and uncontrolled chemistry can weaken the final part.
For combustion and hot gas path parts, this process helps manufacturers produce complex shapes in nickel-based and cobalt-based alloys with better metallurgical control than many conventional open-pour methods. It is particularly suitable for material families such as Inconel alloy, Hastelloy alloy, Nimonic alloy, and selected Rene Alloys used in severe thermal service.
Key Benefits for GE 9F / 9FA Combustion and Hot Gas Path Parts
1. Better Alloy Purity and Metallurgical Control
High-temperature turbine parts depend on clean alloy chemistry and stable microstructure. Vacuum conditions help reduce oxidation and contamination during melting and pouring, which is important for maintaining creep strength, fatigue resistance, and oxidation behavior in service. For combustion and hot gas path hardware, this improved metallurgical control supports more reliable long-term performance.
When combined with post-cast verification through Material Testing and Analysis, manufacturers can better confirm chemical composition, microstructure, and casting quality before the part enters the final finishing route.
2. Support for Complex Part Geometry
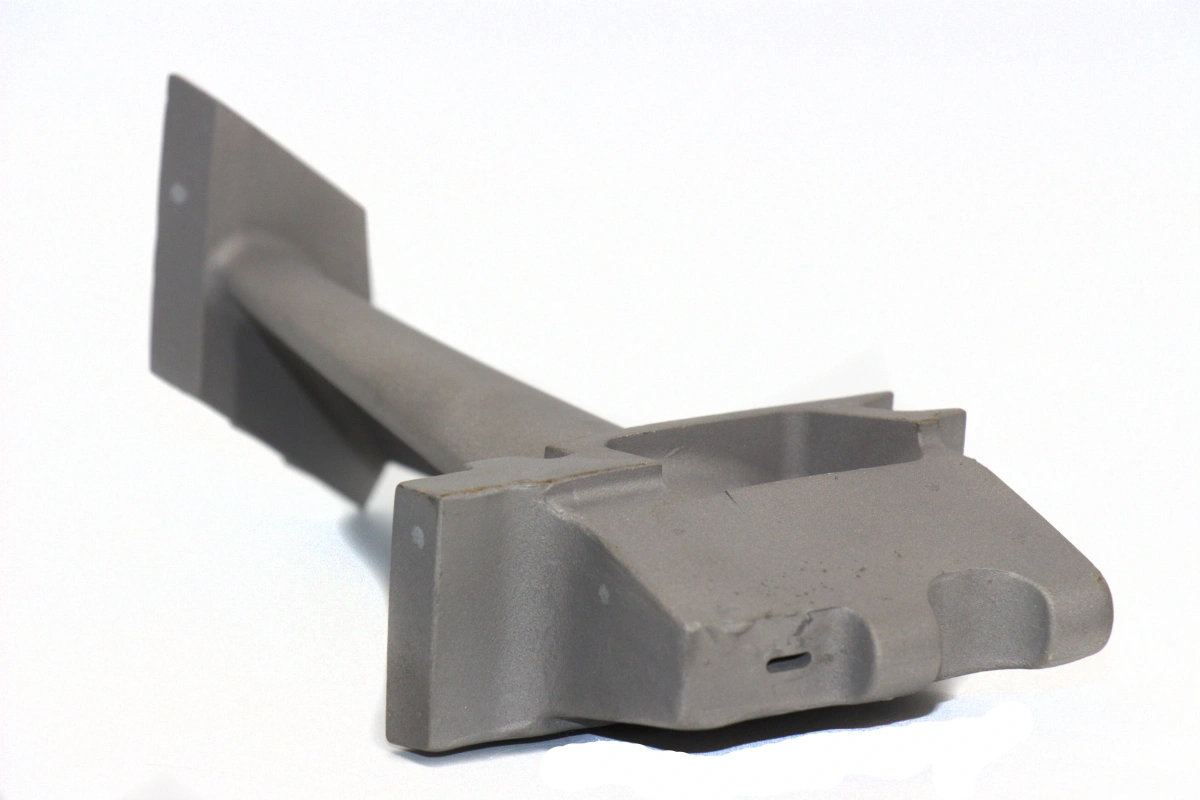
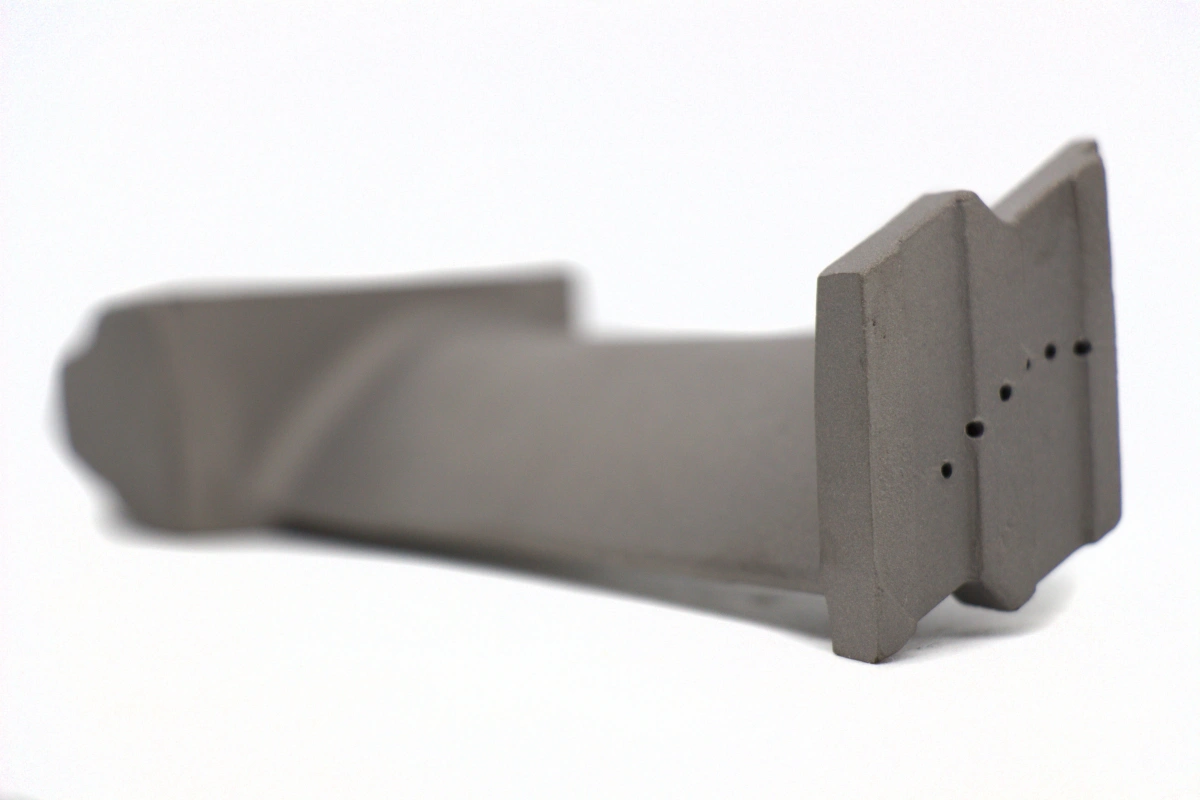
Combustor and hot gas path parts often include curved walls, variable cross-sections, mounting features, local reinforcement zones, and surfaces designed to guide gas flow or accommodate thermal expansion. Vacuum investment casting supports these complex shapes far better than simple machining-from-billet for many part types. It is especially useful when large portions of the geometry are difficult or wasteful to generate solely by subtractive processing.
This is valuable for transition structures, nozzle-related hardware, ring-type components, and hot-section supports where near-net-shape production can shorten downstream machining cycles and reduce raw material waste.
3. Improved Material Efficiency
Nickel-based and cobalt-based superalloys are expensive, and large-frame turbine parts can consume significant raw material. Machining complex hot-section parts from oversized wrought stock can result in low material utilization. Vacuum investment casting helps reduce this problem by creating parts much closer to final shape before finish operations begin.
For turbine programs where replacement parts must balance performance and cost, better material efficiency is a major advantage. It also supports aftermarket manufacturing where non-standard quantities and specialized alloy requirements are common.
4. Better Platform for Post-Processing
High-temperature turbine parts rarely go directly from casting to service. Most require a series of downstream operations to optimize properties and finish critical features. Vacuum-cast parts can move efficiently into Heat Treatment for stress control and microstructure adjustment, HIP for internal densification, CNC Machining for precision interfaces, and TBC for thermal protection.
This integrated route is one of the reasons vacuum investment casting remains highly relevant in gas turbine manufacturing and refurbishment programs.
5. Good Foundation for Repairable and Replaceable Hardware
Not every component in a GE 9F / 9FA combustion or hot gas path system is best handled the same way. Some parts are replaced, while others may be repaired if the parent structure remains sound. Vacuum investment casting supports this ecosystem by enabling new replacement hardware for worn or damaged systems and by producing cast bases or sections that can be integrated with repair strategies using Superalloy Welding and finish restoration.
In aftermarket applications, this flexibility is valuable because outage planning often depends on whether parts can be replaced directly, rebuilt selectively, or combined into hybrid repair-manufacturing routes.
Typical GE 9F / 9FA Parts That Benefit from Vacuum Investment Casting
Combustion Liners and Related Shell Structures
Combustion liners require heat-resistant alloy structures that can tolerate repeated thermal cycling and local flame interaction. Casting can support complex liner-related geometries, reinforcement details, and near-net-shape thermal structures before final drilling, machining, welding, and coating are applied.
Transition Pieces and Hot Duct Structures
Transition pieces operate under severe thermal gradients while carrying hot gas from the combustor toward the turbine section. Their geometry, wall stability, and surface condition are critical. Vacuum investment casting can support selected transition-related structures or subcomponents where complex contour control and alloy quality are important.
Nozzle Segments, Rings, and Hot Gas Path Hardware
Hot gas path components often include curved aerodynamic or flow-directing surfaces, attachment features, and localized thermal loading areas. These are exactly the kinds of shapes that benefit from precision casting in high-temperature alloys. In some programs, casting is combined with machining and coating to create a stable, service-ready part.
Fuel Nozzle and Combustion Subcomponents
Although fuel nozzle manufacturing often includes extensive precision machining and assembly, selected subcomponents or near-net-shape structures can benefit from casting where geometry complexity and material performance justify it. This is especially useful in prototype development, aftermarket reverse manufacturing, or non-standard replacement programs.
How Vacuum Investment Casting Fits Into a Full Manufacturing Route
For GE 9F / 9FA combustion and hot gas path hardware, casting is usually the beginning of the manufacturing route rather than the end. After the cast shape is produced, the part typically enters a staged finishing sequence. Depending on part type and alloy, this may include:
Heat Treatment to improve microstructural stability and reduce casting stress.
HIP to reduce internal porosity and improve density in critical cast sections.
CNC Machining for flanges, datums, sealing faces, mounting areas, and flow-path-critical dimensions.
Deep Hole Drilling or EDM where intricate holes, slots, or hard-to-machine features are required.
Welding where multi-piece assemblies or restoration steps are necessary.
TBC where additional thermal protection is needed to extend service life.
This route is what turns a precision casting into a high-performance turbine component.
Importance of Heat Treatment and HIP After Casting
Cast superalloy parts for combustion and hot gas path use often need property optimization after solidification. Heat Treatment helps stabilize the microstructure, relieve residual stress, and improve high-temperature mechanical response. This is especially important for large or thin-wall turbine hardware where dimensional stability matters during final machining and service.
HIP can be equally important for castings exposed to severe service conditions. By helping close internal voids and improve density, HIP supports better fatigue behavior and structural integrity in highly stressed turbine parts. For many hot-section applications, heat treatment and HIP are not optional enhancements but core parts of the process route.
Why Machining Is Still Critical After Casting
Even though vacuum investment casting delivers near-net-shape geometry, critical surfaces still require precision finishing. Gas turbine parts often need strict flatness, roundness, profile control, and positional accuracy on attachment points and flow surfaces. Superalloy CNC Machining ensures these final requirements are met without compromising the integrity of the cast substrate.
Where cooling paths, access features, or special contours are needed, supplementary processes like Deep Hole Drilling and EDM help complete the geometry more efficiently.
How Coatings Support GE 9F / 9FA Service Life
Combustion and hot gas path parts often operate close to the practical temperature limits of their base alloys. For that reason, coating systems are frequently used to extend service life and reduce substrate temperature. Thermal Barrier Coating (TBC) is particularly important in hot gas path environments because it helps reduce heat transfer into the underlying metal and improves resistance to oxidation and thermal cycling damage.
Successful coating performance depends on the quality of the cast substrate, post-cast heat treatment, surface preparation, and dimensional control. Vacuum-cast parts provide a strong base for this full coating route.
Inspection and Quality Control for Cast Hot-Section Parts
Inspection is essential for any GE 9F / 9FA combustion or hot gas path part because failure in service can lead to expensive outages and major secondary damage. Quality control for vacuum-cast hardware often includes dimensional verification, chemical analysis, microstructure review, non-destructive evaluation, and mechanical testing as needed.
Material Testing and Analysis plays a central role in confirming that the part meets manufacturing and service requirements. Typical methods may include X-ray inspection, metallographic evaluation, chemical verification, tensile testing, and other inspections appropriate to the component geometry and operating duty.
How Vacuum Investment Casting Supports Aftermarket and Reverse Manufacturing
Aftermarket turbine support often requires more flexibility than OEM serial production. Parts may be needed in limited quantities, older hardware may need dimensional reconstruction, and reverse-manufacturing programs may depend on a practical route for rebuilding parts with complex geometry. Vacuum investment casting is useful in this environment because it can support low-to-medium volume replacement hardware in high-temperature alloys without requiring the same assumptions as mass production.
It also works well alongside repair and restoration strategies. A worn combustion or hot gas path assembly may involve a mix of newly cast replacement pieces, weld-restored structures, and re-machined interfaces. This flexibility makes vacuum investment casting highly relevant in long-service F-class turbine fleets.
Related High-Temperature Manufacturing Applications
The same manufacturing logic used for GE 9F / 9FA parts also applies to a wide range of high-temperature components across Power Generation, Energy, and Aerospace and Aviation. Related examples include gas turbine components, high-temperature alloy assemblies, superalloy exhaust system modules, and high-temperature alloy engine components.
These applications all benefit from the same core strengths: alloy cleanliness, shape complexity, controlled finishing, and reliable quality assurance.
Conclusion
Vacuum Investment Casting supports GE 9F / 9FA combustion and hot gas path parts by providing a practical route to complex geometry, improved alloy integrity, and more efficient use of expensive high-temperature materials. For parts such as combustion liners, transition structures, nozzle hardware, and other hot-section components, it creates a strong foundation for downstream processes including Heat Treatment, HIP, CNC Machining, Welding, TBC, and inspection.
For turbine operators and aftermarket manufacturers seeking reliable solutions for F-class combustion and hot gas path hardware, vacuum investment casting remains one of the most important manufacturing methods for balancing performance, repair readiness, dimensional control, and service durability.
FAQs
What GE 9F / 9FA parts are suitable for vacuum investment casting?
Why is vacuum investment casting used for 9F / 9FA combustion components?
How do alloy selection and casting method affect 9F / 9FA part life?
What post-processes are needed after casting 9F / 9FA turbine parts?
What should buyers provide when requesting a quote for 9F / 9FA cast parts?