热障涂层 (TBC) 提升高温合金性能
陶瓷隔热层最大化高温合金耐久性
涡轮发动机、动力系统和热交换器中的高温合金部件通常在超过1000°C的温度下运行。即使具有优异的抗氧化和抗蠕变性能,长期暴露仍会导致表面退化和结构疲劳。热障涂层 (TBC)提供关键的隔热保护,可将金属表面温度降低高达150–200°C,并显著延长部件寿命。
Neway AeroTech提供用于涡轮叶片、导向叶片、燃烧室衬套和排气硬件的等离子喷涂陶瓷TBC系统,这些部件由Inconel、Rene、CMSX和Hastelloy合金制造。
TBC系统结构与材料
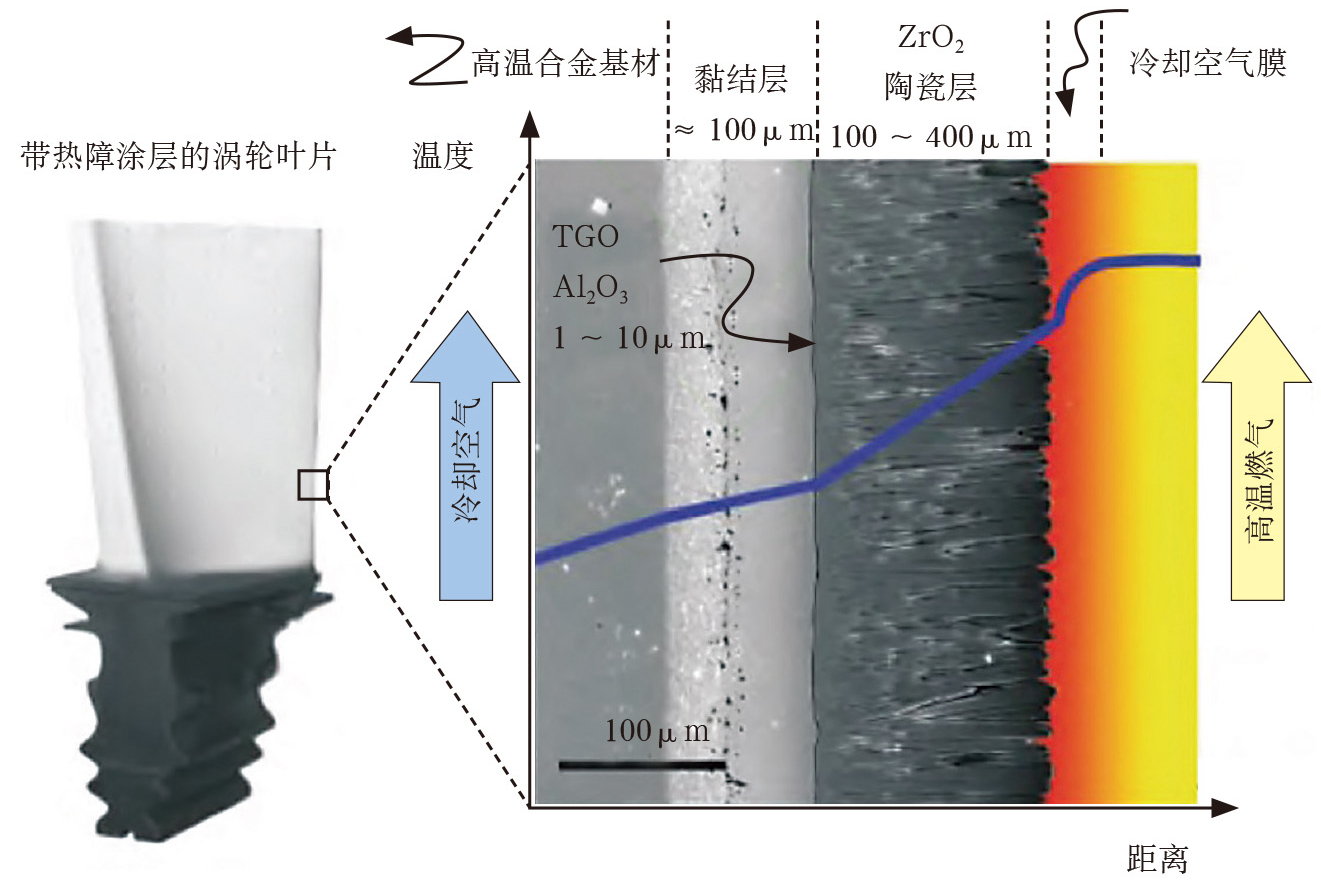
标准TBC系统包括使用等离子喷涂或电子束物理气相沉积 (EB-PVD) 施加的两个主要层:
粘结层 (150–250 μm): MCrAlY层提供附着力和抗氧化性
面层 (80–300 μm): 氧化钇稳定氧化锆 (YSZ) 陶瓷,用于隔热和应变顺应
基体: 高温合金部件铸造或机加工至规格,涂层前进行喷砂处理
等离子喷涂涂层提供10–15%的孔隙率以实现应变容限。EB-PVD可形成用于涡轮叶片冷却的羽毛状结构。
常用TBC保护的高温合金
合金 | 最高温度 (°C) | 涂层部件 | 行业 |
|---|---|---|---|
1050 | 静子叶片,排气壳体 | ||
980 | 高压涡轮喷嘴段 | ||
1140 | 第一级叶片 | ||
1175 | 燃烧室衬套 |
TBC可减少氧化,延迟蠕变发生,并保护薄壁截面免受热致变形。
案例研究:CMSX-4叶片上的等离子喷涂YSZ
项目背景
一家涡轮机制造商需要为在1100°C下运行的CMSX-4叶片施加TBC。在200 μm厚的NiCoCrAlY粘结层上,等离子喷涂了180 μm厚的YSZ (8 wt.% Y₂O₃)。该TBC将金属表面温度降低了140°C,并将蠕变寿命提高了1.8倍。
典型的TBC涂层部件及应用
部件 | 基体 | TBC厚度 | 行业 |
|---|---|---|---|
转子叶片 | Inconel 738 | 250 μm | |
导向叶片段 | Rene 88 | 220 μm | |
第一级叶片 | CMSX-4 | 180 μm | |
燃烧室面板 | Hastelloy X | 200 μm |
所有部件均进行了粘结附着力、孔隙率、热冲击和表面完整性测试。
TBC应用挑战与解决方案
分层风险 当基体与陶瓷之间的热膨胀失配超过15 × 10⁻⁶/K时
气体流速 >30 m/s下的侵蚀 会随时间减少面层厚度——材料致密化可提高耐久性
氧化物层形成 如果表面准备或环境不受控,会在粘结层下方形成
Ra ≤ 5 μm 是TBC后密封表面所必需的,必须通过研磨或掩蔽实现
>1000次循环的热疲劳 需要具有顺应性的面层孔隙率和柱状微观结构
高温合金部件的等离子TBC解决方案
45–55 kW等离子喷涂 用于在100–250 μm厚度下均匀沉积面层
±0.1 mm精密掩蔽 以保护密封面和螺纹特征
粘结层喷砂至4–6 Ra μm 并施加NiCoCrAlY以控制氧化
含8 wt.% Y₂O₃的YSZ 稳定化,可在高达1200°C下抵抗高热循环
涂层后验证 通过三坐标测量机 (CMM)、扫描电子显微镜 (SEM)和X射线检测进行
结果与验证
涂层工艺执行
涂层在真空密封的等离子室中施加,并实时监控热喷涂。根据几何形状和基体调整喷涂参数。
热性能
YSZ涂层表面在1100°C气流下显示出表面温度降低140–160°C。部件通过了1000次循环的热冲击测试。
表面精加工
涂层后关键尺寸得以保留,密封面研磨至Ra 4.5 μm。涂层厚度均匀性保持在±10 μm以内。
检测
三坐标测量机 (CMM)验证了几何形状。扫描电子显微镜 (SEM)确认孔隙率为10–12%,无微裂纹。X射线检测验证了粘结线完整性。
常见问题解答
基于YSZ的TBC系统的最高工作温度是多少?
TBC在使用暴露或剥离后可以重新施加吗?
涡轮高温合金常用的粘结层材料是什么?
TBC厚度如何影响部件寿命和冷却?
TBC适用于燃烧室、喷嘴和导向叶片部件吗?
