Проблемы вакуумного литья и ЧПУ-обработки компонентов NGV2 из сплава Inconel 713LC
Компоненты NGV2 из сплава Inconel 713LC являются критически важными деталями горячей секции, используемыми в турбореактивных и турбовентиляторных двигателях малого класса, а также в силовых установках БПЛА и ударных БПЛА (UCAV). Термин NGV2 обычно обозначает направляющий аппарат сопла второй ступени (Nozzle Guide Vane Stage 2), который контролирует направление, скорость и распределение давления высокотемпературного газа перед его поступлением на следующую ступень ротора турбины.
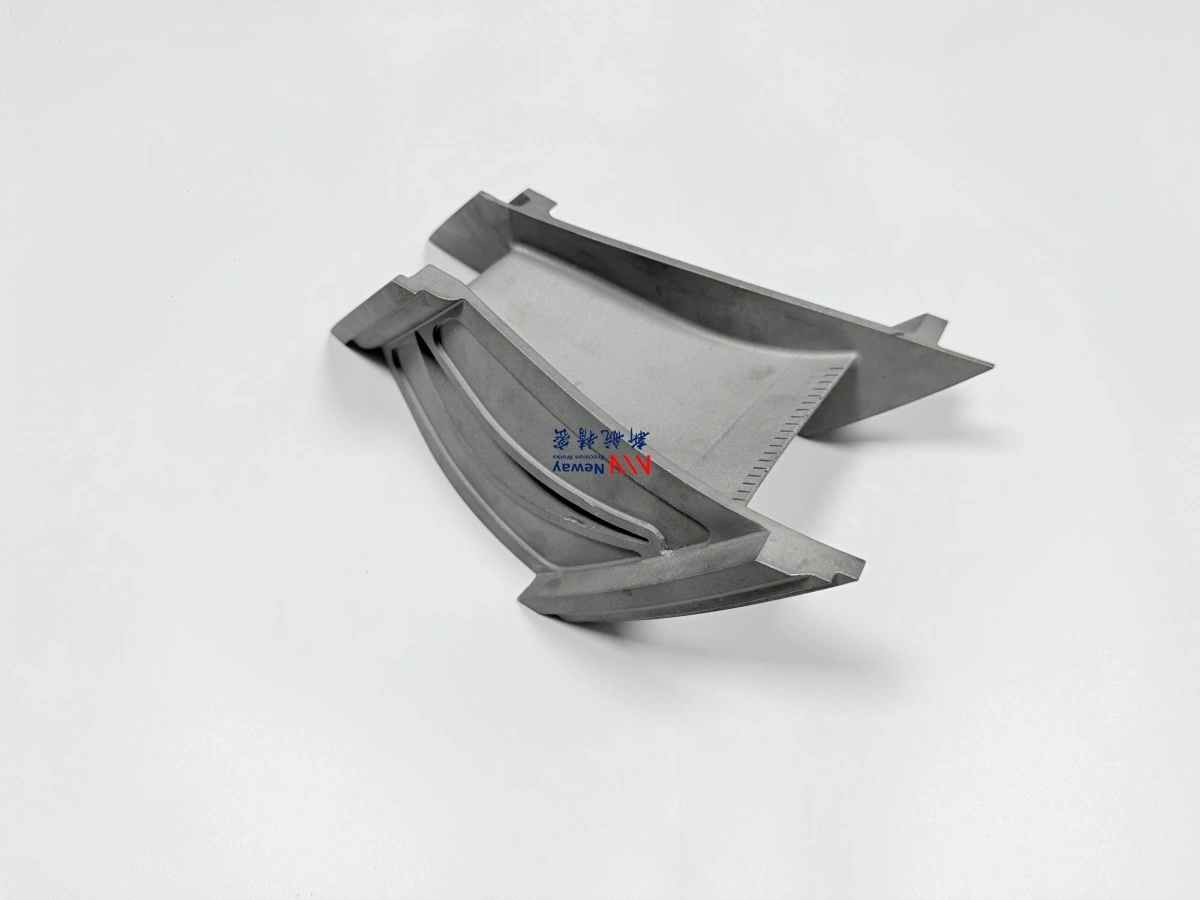
По сравнению с большими лопатками промышленных турбин, компоненты NGV2 двигателей БПЛА часто имеют меньшие размеры, более тонкое сечение и высокую чувствительность к отклонениям профиля аэродинамической поверхности. Их компактная геометрия создает серьезные проблемы при вакуумном инвестиционном литье, механической обработке на станках с ЧПУ, инспекции профиля лопатки и финальной проверке качества.
При изготовлении компонентов NGV2 из сплава Inconel 713LC ключевая сложность заключается не только в получении литой заготовки. Реальная проблема состоит в сохранении профиля аэродинамической поверхности, площади горла, высоты платформы, герметизирующего интерфейса и точности монтажа после вакуумного литья и ЧПУ-обработки жаропрочных сплавов.

Почему геометрию NGV2 сложно изготовить
Компоненты NGV2 имеют малые размеры, аэродинамическую форму и подвергаются высоким тепловым нагрузкам. Их геометрия обычно включает тонкие передние и задние кромки, искривленные поверхности профиля, компактные платформы, узкие проточные каналы и плотные сборочные интерфейсы. Даже небольшое отклонение профиля лопатки может повлиять на направление газового потока, эффективность турбины и согласование ступеней.
Особенность NGV2 | Производственная проблема | Потенциальный риск |
|---|---|---|
Тонкая передняя кромка | Легко деформируется при литье или механической обработке | Возмущение потока, локальный перегрев |
Тонкая задняя кромка | Сложно заполнить металлом, склонна к выкрашиванию | Отклонение профиля, повреждение кромки |
Искривленный профиль | Требуется точный контроль восковой модели, литья и инспекции | Неверный угол входа газового потока |
Малая платформа | Ограниченное пространство для обработки и базирования | Ошибка позиционирования, вибрация, искажение |
Площадь горла | Высокая чувствительность к вариациям профиля и шага | Снижение эффективности турбины |
Именно поэтому компоненты NGV2 следует рассматривать как прецизионные детали горячей секции, а не как обычные мелкие отливки. Маршрут изготовления должен одновременно учитывать деформацию при литье, припуски на механическую обработку, конструкцию оснастки, базы для контроля и целостность поверхности.
Почему для компонентов NGV2 используется сплав Inconel 713LC
Inconel 713LC — это никелевый литейный жаропрочный сплав, используемый для высокотемпературных турбинных компонентов, включая направляющие аппараты сопел, рабочие лопатки турбин и другие статические детали горячей секции. Он обеспечивает оптимальный баланс высокой температурной прочности, окалиностойкости и пригодности для литья сложных геометрий малых турбин.
Для турбинных двигателей БПЛА и ударных БПЛА (UCAV) сплав Inconel 713LC часто выбирается в случаях, когда компонент должен выдерживать высокотемпературный газовый поток, термоциклирование, окисление и механические напряжения, сохраняя при этом возможность литья по выплавляемым моделям с минимальными припусками (near-net-shape). Соответствующие возможности по материалам могут быть обеспечены посредством вакуумного инвестиционного литья сплавов Inconel и более широкого производства жаропрочных сплавов.
Проблемы вакуумного литья деталей NGV2 из сплава Inconel 713LC
Вакуумное литье подходит для деталей NGV2, поскольку позволяет формировать сложные аэродинамические профили, платформы, тонкие кромки и геометрию горячей секции с минимальными припусками. Однако малые размеры и тонкостенная структура компонентов NGV2 затрудняют контроль процесса литья.
1. Деформация восковой модели
Профиль аэродинамической поверхности деталей NGV2 формируется начиная с восковой модели. Если восковая модель деформируется до нанесения керамической оболочки, окончательная отливка уже будет иметь отклонения профиля. Для компонентов NGV2 малых авиационных двигателей даже незначительное искажение воска может повлиять на площадь горла и一致性 проточного канала.
2. Прочность керамической оболочки и размерная стабильность
Керамическая оболочка должна поддерживать тонкий профиль и малые платформы во время выжига и заливки. Недостаточная прочность оболочки может вызвать деформацию, тогда как плохой контроль качества оболочки может повлиять на качество поверхности профиля и повторяемость размеров.
3. Заполнение тонких стенок
Передние и задние кромки, а также тонкие сечения профиля NGV2 требуют стабильного потока металла. Неполное заполнение может привести к недоливам, холодным спаям или слабому формированию кромок. Это особенно важно для сплава Inconel 713LC, поскольку температура разливки, температура формы и дизайн литниковой системы должны тщательно контролироваться.
4. Усадочные раковины, пористость и горячие трещины
Малые турбинные лопатки могут иметь локальные переходы толщины между профилем и платформой. Эти зоны чувствительны к усадочной и газовой пористости, а также к образованию горячих трещин. Система литников, питание отливок и путь кристаллизации должны быть спланированы так, чтобы минимизировать внутренние дефекты.
5. Контроль зерна и микроструктуры
Компоненты NGV2, работающие в условиях горячей секции, требуют стабильной микроструктуры иconsistentных высокотемпературных характеристик. Для статических лопаток обычно рассматривается литье равноосного зерна, когда компонент требует характеристик литейного жаропрочного сплава без необходимости в монокристаллической или направленно кристаллизованной структуре.
Стратегия припусков на механическую обработку после литья
Вакуумное литье создает заготовку NGV2 с минимальными припусками (near-net-shape), но для получения прецизионных монтажных поверхностей, границ платформ, герметизирующих интерфейсов, отверстий, пазов и базовых элементов все еще требуется механическая обработка на станках с ЧПУ. Припуски на обработку должны быть рассчитаны до начала литья.
Слишком маленький припуск может оставить литейную корку, локальные деформации или поверхностные дефекты на критических поверхностях. Слишком большой припуск может увеличить время обработки, износ инструмента и риск деформации тонких стенок. Для компонентов NGV2 из сплава Inconel 713LC стратегия назначения припусков должна учитывать три фактора:
усадку при литье и ожидаемую деформацию;
базы для механической обработки и расположение оснастки;
базы для финальной инспекции и требования к профилю аэродинамической поверхности.
Надежный план изготовления NGV2 обеспечивает согласованность литейных, machining и контрольных баз. Это снижает накопленную ошибку и повышает соответствие между литой геометрией, обработанными интерфейсами и результатами финальной инспекции профиля.
Проблемы ЧПУ-обработки лопаток из сплава Inconel 713LC
Сплав Inconel 713LC трудно поддается механической обработке, поскольку он сохраняет прочность при повышенных температурах и может ускорять износ инструмента. Для малых деталей NGV2 ЧПУ-обработка еще более сложна, потому что компонент тонкий, компактный и его трудно закрепить без возникновения деформаций.
1. Износ инструмента и тепловыделение при резании
Никелевые жаропрочные сплавы генерируют высокие силы резания и тепло во время обработки. Износ инструмента необходимо контролировать, чтобы избежать ухудшения чистоты поверхности, ухода размеров, образования заусенцев и повреждения кромок.
2. Вибрация тонких стенок
Профили и платформы NGV2 могут вибрировать во время обработки, если оснастка не поддерживает деталь должным образом. Вибрация может вызвать следы вибрации (chatter marks), отклонение профиля и локальное повреждение поверхности.
3. Деформация при зажиме
Поскольку компоненты NGV2 малы и тонки, чрезмерное усилие зажима может исказить отливку во время обработки. После снятия с оснастки деталь может sprung back (вернуться в исходное состояние) и выйти за пределы допуска.
4. Контроль заусенцев
Заусенцы на кромках платформ, монтажных отверстиях, уплотнительных поверхностях или границах проточных каналов могут повлиять на сборку и поток газа. Контроль заусенцев особенно важен вблизи передних и задних кромок, а также малых отверстий.
5. Согласованность баз
Обработанная база должна соответствовать стратегии инспекции. Если базы для обработки и инспекции не совпадают, деталь может пройти один этап контроля, но не пройти финальную сборку или проверку профиля аэродинамической поверхности.
Когда может потребоваться электроэрозионная обработка (EDM)
Некоторые конструкции NGV2 включают малые отверстия, узкие пазы, острые внутренние углы или локальные элементы, которые трудно обработать традиционным режущим инструментом. В таких случаях в качестве вспомогательного процесса может использоваться электроэрозионная обработка (EDM) жаропрочных сплавов.
EDM полезна для твердых жаропрочных сплавов, так как не relies на традиционных силах резания. Однако характеристики, полученные методом EDM, все еще должны контролироваться на предмет наличия наплавленного слоя, микротрещин, состояния кромок и чистоты поверхности перед финальной инспекцией или эксплуатацией.
Инспекция профиля аэродинамической поверхности и площади горла
Для компонентов NGV2 контроль профиля аэродинамической поверхности является одним из важнейших требований к качеству. Лопатка должна не только механически сопрягаться, но и правильно направлять газовый поток.
Инспекция должна фокусироваться на следующих характеристиках:
Объект инспекции | Цель |
|---|---|
Профиль аэродинамической поверхности | Подтверждает соответствие поверхности лопатки аэродинамическому проекту |
Передняя и задняя кромки | Проверка толщины, контура и целостности кромки |
Площадь горла | Проверка consistency проточного канала газа |
Высота платформы | Обеспечивает правильную сборку и выравнивание проточного тракта |
Монтажные и уплотнительные поверхности | Подтверждает сопряжение с корпусом двигателя или смежными компонентами |
Позиция отверстий и пазов | Гарантирует точность сборочных и функциональных элементов |
В зависимости от уровня допусков и применения в двигателе могут потребоваться инспекция на КИМ (CMM), сканирование профиля, оптические измерения и использование специализированной оснастки. Для авиакосмических деталей горячей секции инспекция также должна включать проверку материала и дефектов посредством тестирования и анализа жаропрочных сплавов.
Контроль качества поверхности и кромок
Качество поверхности и кромок критически важно для малых турбинных компонентов NGV2. Острые заусенцы, выкрашивание кромок, литейные облои, локальные трещины или шероховатые поверхности проточных каналов могут повлиять на производительность двигателя и снизить надежность эксплуатации.
Ключевые точки контроля включают:
гладкость передней кромки и постоянство ее толщины;
целостность задней кромки без выкрашивания;
удаление заусенцев с кромок платформы;
плоскостность и чистота уплотнительной поверхности;
состояние кромок отверстий;
шероховатость поверхности проточного канала;
отсутствие видимых трещин после литья и механической обработки.
Для деталей малых двигателей БПЛА качество кромок особенно важно, поскольку размер детали мал, а каналы потока компактны. Небольшой заусенец или несоответствие профиля может создать пропорционально больший аэродинамический эффект, чем в крупном промышленном турбинном компоненте.
Документация по качеству для деталей NGV2 из сплава Inconel 713LC
Полный комплект поставки NGV2 должен включать не только отчет о размерах. Для компонентов двигателя горячей секции essentielles прослеживаемость и верификация.
Документ | Цель |
|---|---|
Отчет о материале | Подтверждает химический состав и марку материала |
Запись о термообработке | Подтверждает условия термической обработки |
Отчет FAI (First Article Inspection) | Верифицирует размеры первого образца и ключевые характеристики |
Отчет о размерном контроле | Подтверждает обработанные размеры и сборочные интерфейсы |
Отчет о профиле аэродинамической поверхности | Подтверждает контроль аэродинамической поверхности и площади горла |
Отчет НК (NDT) | Проверяет наличие поверхностных трещин или внутренних литейных дефектов |
В зависимости от требований проекта, в план контроля могут быть добавлены капиллярный контроль (FPI), рентгенография, КТ-сканирование, измерения на КИМ, металлографический анализ и тестирование твердости.
Почему важна интеграция литья, ЧПУ-обработки и инспекции
Компоненты NGV2 требуют тесной координации между литьем, механической обработкой и инспекцией. Если эти этапы выполняются отдельно без общего планирования баз, проект может столкнуться с несоответствием между литьем и обработкой, избыточными припусками, отклонением профиля или неудачей при финальной инспекции.
Интегрированный поставщик может контролировать процесс от литой заготовки из сплава Inconel 713LC до готовой обработанной детали NGV2. Это помогает снизить производственные риски, сократить циклы обратной связи по инженерным вопросам и повысить согласованность между прототипами и производственными партиями.
Для проектов турбинных двигателей БПЛА и ударных БПЛА (UCAV) такой интегрированный подход особенно ценен, поскольку детали горячей секции малых авиационных двигателей часто требуют быстрой итерации, жесткого размерного контроля и надежных характеристик материала.
Контрольный список RFQ для изготовления NGV2 из сплава Inconel 713LC
Для точной оценки проекта NGV2 из сплава Inconel 713LC рекомендуется предоставить следующую информацию:
тип двигателя или платформа применения, например, турбореактивный двигатель БПЛА или малый турбовентиляторный двигатель;
наименование детали, номер детали и информация о ступени NGV;
3D-модель, предпочтительно в формате STEP или X_T;
2D-чертеж с допусками и определением баз;
спецификация материала для сплава Inconel 713LC;
требования к термообработке;
требования к покрытию или поверхностной обработке, если применимо;
требования к инспекции, включая FAI, FPI, рентген, КТ или КИМ;
количество прототипов и объем производства;
график поставки и требования к документации.
Часто задаваемые вопросы (FAQ)
Что такое NGV2 в турбореактивном или турбовентиляторном двигателе БПЛА?
Какова функция направляющего аппарата сопла второй ступени в малых авиационных двигателях?
Почему для компонентов NGV2 двигателей БПЛА используется сплав Inconel 713LC?
Как изготавливаются детали NGV2 из сплава Inconel 713LC методом вакуумного литья и ЧПУ-обработки?
Что должно быть проверено перед поставкой деталей NGV2 из сплава Inconel 713LC для двигателей БПЛА?
