Какие проверки необходимо выполнить перед поставкой деталей NGV2 из сплава Inconel 713LC для двигате...
Какие проверки необходимо выполнить перед поставкой деталей NGV2 из сплава Inconel 713LC для двигателей БПЛА?
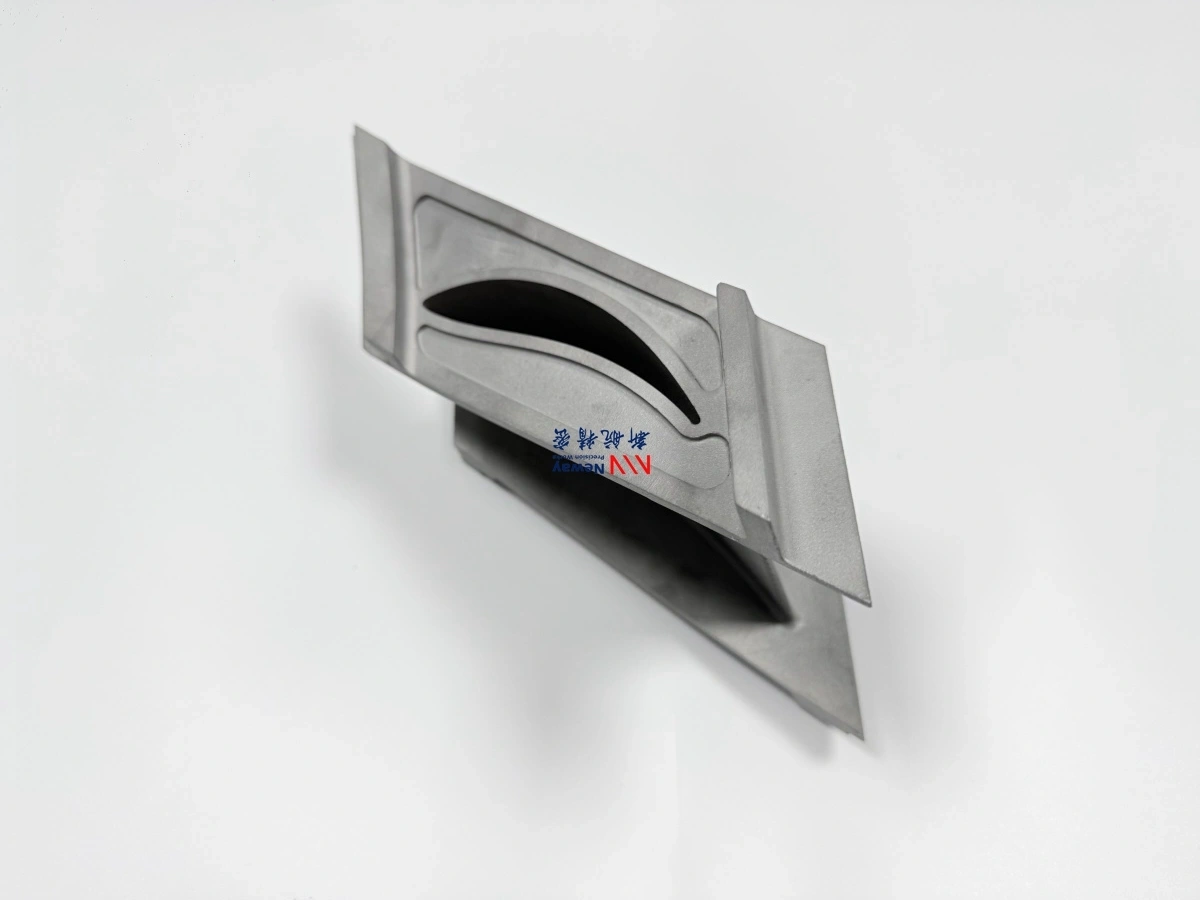
Перед поставкой деталей NGV2 из сплава Inconel 713LC для двигателей БПЛА поставщик должен проверить верификацию материала, литейные дефекты, поверхностные трещины, профиль пера, площадь горла, размеры платформы, крепежные элементы, уплотнительные поверхности, положение отверстий, состояние после термообработки и окончательную документацию. Поскольку компоненты NGV2 работают в горячей части турбины, контроль должен быть сосредоточен как на точности размеров, так и на надежности при высоких температурах.
Для сопловых направляющих лопаток (NGV) турбореактивных и турбовентиляторных двигателей БПЛА контроль качества не ограничивается проверкой внешних размеров. Поставщик должен убедиться, что вакуумное литье по выплавляемым моделям соответствует требованиям по дефектам, что обработанные элементы отвечают допускам на сборку, а состояние материала подходит для работы с горячими газами, окисления, термических циклов и испытаний двигателя.
1. Прямой ответ: Что необходимо проверить перед поставкой?
Перед поставкой детали NGV2 из сплава Inconel 713LC должны быть проверены на химический состав материала, состояние после термообработки, внутренние литейные дефекты, поверхностные трещины, профиль пера, площадь горла, размеры платформы, положение отверстий, уплотнительные поверхности, установочные базы, состояние поверхности и полноту документации. Эти проверки помогают подтвердить, что детали NGV2 пригодны для сборки и испытаний горячей части двигателя БПЛА.
Категория проверки | Что следует проверить | Почему это важно для деталей NGV2 |
|---|---|---|
Верификация материала | Химический состав, сертификат материала и состояние после термообработки. | Подтверждает, что деталь изготовлена из требуемого сплава Inconel 713LC. |
Контроль внутренних дефектов | Газовая пористость, усадочная пористость, включения, горячие трещины и аномальные литейные дефекты. | Предотвращает снижение надежности горячей части из-за скрытых дефектов. |
Контроль поверхностных дефектов | Поверхностные трещины, трещины на кромках, прерывистости литья и повреждения от механической обработки. | Снижает риск зарождения трещин во время термических циклов. |
Размерный контроль | Платформы, отверстия, уплотнительные поверхности, установочные базы и элементы для сборки. | Обеспечивает правильную посадку с корпусом, зазоры ротора и сопряжение со смежными компонентами. |
Контроль профиля пера | Профиль лопатки, входная кромка, выходная кромка, форма канала и отклонение от CAD-модели. | Контролирует направление потока газа и эффективность турбины. |
Контроль площади горла | Ширина канала, эффективная площадь потока и一致性 между лопатками. | Влияет на массовый расход, распределение давления и согласование ступеней турбины. |
Документация | Отчет о первом изделии (FAI), размерный отчет, отчет НК, материалный отчет, запись о термообработке и сертификат соответствия (COC). | Поддерживает одобрение качества заказчиком и прослеживаемость. |
2. Как должна выполняться верификация материала?
Верификация материала должна подтверждать, что деталь NGV2 изготовлена из указанного сплава Inconel 713LC или одобренного эквивалента. Это может включать проверку химического состава, проверку сертификата материала, анализ записей о термообработке, испытание на твердость, оценку микроструктуры и подтверждение прослеживаемости.
Испытания и анализ жаропрочных сплавов могут поддержать верификацию сплава, обзор микроструктуры, анализ дефектов и валидацию материала для компонентов горячей части турбины. Для деталей NGV2 двигателей БПЛА это особенно важно, когда деталь будет использоваться для испытаний опытного двигателя, валидации характеристик или серийного производства.
Проверка материала | Цель | Рекомендуемая документация |
|---|---|---|
Химический состав | Подтверждает соответствие сплава требованиям Inconel 713LC. | Отчет об испытании материала или отчет об анализе состава. |
Сертификат материала | Обеспечивает прослеживаемость исходного сплава или партии отливок. | Сертификат материала или отчет поставщика о материале. |
Состояние после термообработки | Подтверждает, что деталь прошла требуемый термический процесс. | Запись о термообработке и прослеживаемость партии. |
Обзор микроструктуры | Проверяет приемлемость состояния литья и термообработки. | Металлографический отчет, если требуется. |
Испытание на твердость | Дает базовое indication о состоянии материала и стабильности процесса. | Отчет о проверке твердости, если указано. |
3. Какие литейные дефекты следует проверять?
Детали NGV2 из сплава Inconel 713LC должны быть проверены на наличие таких литейных дефектов, как газовая пористость, усадочная пористость, включения, горячие трещины, недолив, поверхностные закаты, аномальное состояние зерна и локальная деформация. Поскольку детали NGV2 имеют тонкие перья, узкие каналы, платформы и требования к эксплуатации при высоких температурах, литейные дефекты должны быть тщательно контролируемы перед поставкой.
Литейный дефект | Возможное воздействие | Метод контроля |
|---|---|---|
Газовая пористость | Может снизить сопротивление усталости и создать слабые зоны в пере или платформе. | Рентгенография, КТ или просмотр шлифа, если требуется. |
Усадочная пористость | Может снизить структурную целостность в зонах перехода от толстого сечения к тонкому. | Рентгенография, КТ или целевой контроль дефектов. |
Включения | Могут создать локальную концентрацию напряжений или очаги зарождения трещин. | Рентгенография, КТ, визуальный контроль или металлографический анализ. |
Горячие трещины | Могут вызвать трещины возле галтелей, платформ, корней перьев или тонких кромок. | Цветная дефектоскопия (FPI), визуальный контроль и локальный увеличенный осмотр. |
Недолив или неполное заполнение | Может повлиять на тонкие выходные кромки, локальные платформы и геометрию канала лопатки. | Визуальный контроль, размерный контроль и сканирование профиля. |
Аномальное состояние зерна | Может повлиять на высокотемпературные характеристики и一致性. | Металлографический контроль, если требуется спецификацией. |
4. Как следует проверять поверхностные дефекты?
Контроль поверхностных дефектов должен быть сосредоточен на трещинах, дефектах кромок, прерывистостях литья, повреждениях от шлифования, следах механической обработки, заусенцах и локальных повреждениях поверхности. Люминесцентная капиллярная дефектоскопия (FPI) обычно используется для обнаружения поверхностных трещин на отливках турбинных лопаток и обработанных деталях горячей части.
Для деталей NGV2 из сплава Inconel 713LC поверхностные дефекты особенно критичны на входной кромке, выходной кромке, галтелях пера, переходах платформы, уплотнительных кромках, крепежных элементах и обработанных отверстиях. Эти области более чувствительны к термической усталости, вибрации и концентрации напряжений во время работы двигателя.
Поверхностная зона | Фокус контроля | Почему это важно |
|---|---|---|
Входная кромка | Трещины, дефекты типа эрозии, литейные изъяны и повреждения поверхности. | Воспринимает горячий газ и влияет на качество входа потока. |
Выходная кромка | Трещины на тонкой кромке, выкрашивание, недолив или повреждения от механической обработки. | Влияет на угол выхода газа и чувствительность к трещинам. |
Галтели пера | Горячие трещины, трещины, связанные с усадкой, и концентрация напряжений. | Трещины на галтелях могут расти во время термических циклов. |
Переходы платформы | Литейные трещины, следы механической обработки и локальные прерывистости поверхности. | Важно для структурной поддержки и стабильности сборки. |
Обработанные отверстия и пазы | Заусенцы, микротрещины, слой повторного наплавления после ЭРО и состояние кромки. | Влияет на надежность сборки и риск зарождения трещин. |
Уплотнительные кромки | Заусенцы, вмятины, трещины и дефекты профиля кромки. | Влияет на контроль утечек и посадку при сборке. |
5. Какой размерный контроль требуется?
Размерный контроль должен проверять размеры платформы NGV2, монтажные поверхности, базовые элементы, положение отверстий, уплотнительные поверхности, интерфейсы кольца, толщину стенки и элементы, критичные для сборки. Для контроля обработанных элементов обычно используется КИМ (координатно-измерительная машина), в то время как 3D-сканирование может поддержать обзор профиля и свободных форм.
ЧПУ-обработка жаропрочных сплавов должна быть тщательно проверена, поскольку механическая обработка определяет окончательные элементы установки и сборки детали NGV2. Если размеры платформы, отверстия или базы выходят за пределы допусков, лопатка может не выровняться правильно с корпусом, зазором ротора или смежными компонентами турбины.
Размерный элемент | Что проверяется | Метод контроля |
|---|---|---|
Размеры платформы | Подтверждает размер внутренней и внешней платформы, толщину и посадку. | КИМ, высотометр, измерение профиля или 3D-сканирование. |
Монтажные поверхности | Проверяет плоскостность, положение, параллельность и посадку при сборке. | КИМ и контроль поверхности. |
Положение отверстий | Проверяет диаметр, глубину, положение и ориентацию. | КИМ, калибр-штифт, оптическое измерение или специальное приспособление. |
Уплотнительные поверхности | Проверяет плоскостность, профиль, состояние кромки и чистоту поверхности. | КИМ, профилометр, визуальный контроль и проверка посадки. |
Установочные базы | Подтверждает опорные поверхности, используемые для сборки двигателя. | КИМ и отчет о контроле на основе баз. |
Толщина стенки | Проверяет, что тонкие сечения и платформы соответствуют проектным требованиям. | Ультразвуковой контроль, КТ, просмотр шлифа или механическое измерение, где применимо. |
6. Как контролируются профиль пера и площадь горла?
Контроль профиля пера и площади горла является критически важным, поскольку NGV2 управляет направлением, скоростью и распределением давления горячего газа перед нижестоящим ротором турбины. Профиль пера, входная кромка, выходная кромка, угол лопатки, ширина канала и эффективная площадь горла должны быть проверены согласно чертежу или CAD-модели.
Для сопловых направляющих лопаток двигателей БПЛА даже небольшие отклонения профиля могут повлиять на эффективность турбины, реакцию тяги, нагрузку на ротор и распределение тепла. Контроль профиля может выполняться методом 3D-сканирования, на КИМ, оптическим измерением, с помощью шаблонов или специальных калибров в зависимости от размера детали и требований к допускам.
Элемент контроля пера | Что контролируется | Почему это важно |
|---|---|---|
Профиль пера | Напорная сторона лопатки, спинка и форма аэродинамической поверхности. | Контролирует направление потока газа и аэродинамическую эффективность. |
Входная кромка | Радиус кромки, форма, состояние поверхности и локальные дефекты. | Влияет на вход потока и чувствительность к трещинам. |
Выходная кромка | Толщина выходной кромки, прямолинейность и состояние повреждений. | Влияет на угол выхода газа и отрыв потока. |
Угол лопатки | Ориентация лопатки относительно газового тракта двигателя. | Контролирует угол входа потока на ротор и согласование ступеней. |
Площадь горла | Минимальная эффективная площадь канала между лопатками. | Контролирует массовый расход, степень повышения давления, реакцию скорости турбины и характеристики двигателя. |
一致性 каналов | Вариация между смежными каналами лопаток. | Предотвращает неравномерную нагрузку на ротор и локальные горячие точки. |
7. Когда следует проверять элементы, обработанные ЭРО?
Если деталь NGV2 включает отверстия, пазы, узкие проемы или труднообрабатываемые элементы, выполненные электроэрозионной обработкой (ЭРО), эти зоны должны быть проверены перед поставкой. Контроль ЭРО должен проверять точность размеров, состояние кромки, риск образования слоя повторного наплавления, микротрещины, засорение, заусенцы и чистоту.
Электроэрозионная обработка (ЭРО) жаропрочных сплавов позволяет создавать сложные элементы в сплаве Inconel 713LC, но ненадлежащий контроль ЭРО может оставить повреждения поверхности или слои повторного наплавления, которые не подходят для термических циклов. Эти области следует тщательно проверять, если они находятся близко к кромкам пера, зонам крепления или элементам с высоким уровнем напряжений.
Элемент контроля ЭРО | Что проверяется | Почему это важно |
|---|---|---|
Ширина и положение паза | Подтверждает, что геометрия локального элемента соответствует чертежу. | Поддерживает функцию сборки, потока или снятия напряжений. |
Диаметр и глубина отверстия | Проверяет размер отверстия и полноту обработки. | Предотвращает проблемы со сборкой или функционированием. |
Состояние кромки | Проверяет острые кромки, заусенцы, стружку или повреждения от теплового воздействия. | Снижает риск зарождения трещин. |
Риск слоя повторного наплавления | Выявляет потенциально хрупкий поверхностный слой после ЭРО. | Важно для надежности при усталости и термических циклах. |
Засоренные элементы | Подтверждает, что проемы чистые и свободны от остатков. | Предотвращает блокировку при установке или функционировании. |
8. Как следует проверять термообработку?
Термообработка должна быть проверена путем анализа спецификации термообработки, записи о партии печи, температуры процесса, времени выдержки, метода охлаждения и прослеживаемости детали. Для деталей NGV2 из сплава Inconel 713LC термообработка может влиять на стабильность микроструктуры, прочность при высоких температурах, размерную стабильность и сопротивление термической усталости.
Термообработка жаропрочных сплавов должна быть связана с верификацией материала и окончательным контролем. Если деталь имеет жесткие допуски на профиль пера или платформы, размерный контроль после термообработки важен, поскольку тонкие конструкции лопаток могут деформироваться во время термической обработки.
9. Какая документация должна сопровождать поставку?
Документация для поставки деталей NGV2 из сплава Inconel 713LC может включать отчет о первом изделии (FAI), отчет о размерном контроле, отчет о неразрушающем контроле (НК), материалный отчет, запись о термообработке, отчет КИМ, отчет 3D-сканирования, отчет FPI, отчет о рентгенографии или КТ и сертификат соответствия. Точный пакет документации должен быть согласован во время рассмотрения запроса коммерческого предложения (RFQ), так как это влияет на стоимость, сроки выполнения и требования к приемке.
Тип документа | Что поддерживает | Рекомендуемое использование |
|---|---|---|
Отчет FAI | Подтверждает размеры первого изделия и готовность к производству. | Прототип, первая партия или валидация новой оснастки. |
Размерный отчет | Документирует результаты контроля платформы, отверстий, уплотнительных поверхностей, баз и критических размеров. | Детали NGV2, контролируемые чертежом. |
Отчет КИМ | Предоставляет точные измерения для обработанных элементов и элементов на базах. | Компоненты лопаток, критичные для сборки. |
Отчет 3D-сканирования | Показывает профиль пера и отклонение от CAD-модели. | Валидация сложной геометрии лопатки и площади горла. |
Отчет FPI | Документирует результаты контроля поверхностных трещин. | Отливки горячей части и обработанные детали из жаропрочных сплавов. |
Отчет о рентгенографии / КТ | Документирует результаты контроля внутренних дефектов. | Отливки NGV2 высокой надежности или проекты со спецификацией заказчика. |
Материалный отчет | Подтверждает химию сплава и прослеживаемость материала. | Проекты с контролем материала Inconel 713LC. |
Запись о термообработке | Подтверждает маршрут термической обработки и прослеживаемость партии. | Детали, требующие контролируемого состояния материала. |
COC | Подтверждает соответствие согласованным спецификациям и требованиям закупки. | Окончательная отгрузка и документация о качестве для заказчика. |
10. Что должны определить покупатели перед заказом проверенных деталей NGV2?
Перед заказом проверенных деталей NGV2 из сплава Inconel 713LC покупатели должны определить стандарт материала, состояние после термообработки, допуски чертежа, требования к профилю пера, ограничения площади горла, требования к НК, объем размерного контроля, пакет документации, количество и цель испытаний двигателя. Это помогает поставщику спланировать правильный маршрут контроля перед началом производства.
Требование покупателя | Рекомендуемый ввод | Почему это важно |
|---|---|---|
Требование к материалу | Inconel 713LC, IN713LC, стандарт заказчика или одобренный эквивалент. | Определяет требования к верификации сплава и материалному отчету. |
Допуски чертежа | Критические размеры, общие допуски, базы, GD&T и примечания к контролю. | Определяет размерный контроль и критерии приемки. |
Профиль пера и площадь горла | Допуск профиля, ширина канала, угол лопатки, площадь горла и требование сравнения с CAD. | Контролирует производительность потока турбины и согласование ступеней. |
Требования к НК | FPI, рентгенография, КТ, уровень приемки и формат отчета. | Контролирует приемку поверхностных и внутренних дефектов. |
Пакет документации | FAI, отчет КИМ, отчет 3D-сканирования, материалный отчет, запись о термообработке, отчет НК и COC. | Поддерживает обзор качества заказчиком и прослеживаемость. |
Этап применения | Проверка посадки, испытание двигателя, валидация прототипа, первое изделие или серийное производство. | Помогает сбалансировать объем контроля, стоимость и сроки поставки. |
11. Резюме
Перед поставкой деталей NGV2 из сплава Inconel 713LC для двигателей БПЛА поставщик должен проверить верификацию материала, состояние после термообработки, внутренние литейные дефекты, поверхностные трещины, профиль пера, площадь горла, размеры платформы, отверстия, уплотнительные поверхности, установочные базы, элементы ЭРО и окончательную документацию. Эти меры контроля помогают подтвердить, что детали NGV2 пригодны для сборки горячей части турбины, испытаний двигателя и серийного производства.
Надежный поставщик услуг по контролю авиационных турбинных лопаток должен сочетать испытания материалов, контроль вакуумного литья по выплавляемым моделям, FPI, рентгенографию или КТ, измерения на КИМ, 3D-сканирование, контроль элементов ЧПУ, обзор элементов ЭРО, проверку записей о термообработке и полную сопроводительную документацию. Покупатели должны определить требования к контролю до начала производства, чтобы окончательные детали NGV2 из сплава Inconel 713LC соответствовали как аэродинамическим, так и критически важным требованиям сборки.
