Почему сплав Inconel 713LC используется для компонентов NGV2 двигателей БПЛА?
Почему сплав Inconel 713LC используется для компонентов NGV2 двигателей БПЛА?
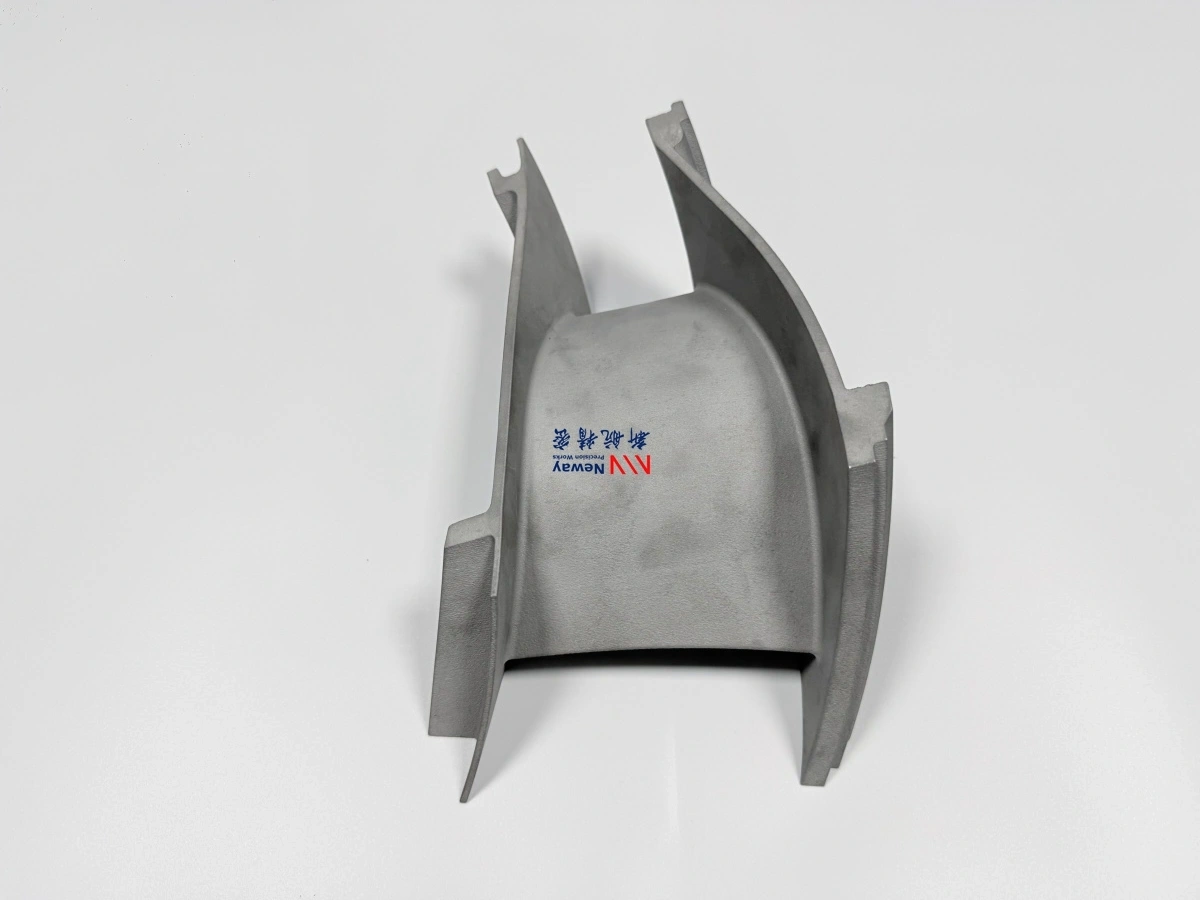
Сплав Inconel 713LC используется для компонентов NGV2 двигателей БПЛА, поскольку это литейный никелевый суперсплав, подходящий для высокотемпературных направляющих аппаратов сопла, турбинных лопаток и других статических деталей горячей секции. По сравнению с обычной нержавеющей сталью или низкотемпературными сплавами, IN713LC обеспечивает лучшую жаропрочность, окалиностойкость, сопротивление ползучести и пригодность для литья компактных геометрий турбинных лопаток.
В турбореактивных двигателях БПЛА и турбовентиляторных двигателях ударных БПЛА компоненты NGV2 работают в потоке горячих газов и должны сохранять профиль лопатки, площадь горла, геометрию платформы и положение сборки во время термических циклов. Это делает сплавы Inconel и высокотемпературные суперсплавы важным выбором материалов для индивидуального производства NGV2.
1. Прямой ответ: почему сплав Inconel 713LC используется для NGV2?
Сплав Inconel 713LC используется для компонентов NGV2 двигателей БПЛА, потому что NGV2 представляет собой стационарную лопатку горячей секции, которая должна выдерживать воздействие высокотемпературных газов, окисление, термическую усталость и размерные напряжения. Сплав IN713LC разработан для литых турбинных компонентов, что делает его подходящим для сложных аэродинамических профилей направляющих аппаратов сопла, узких каналов лопаток, внутренних и внешних платформ, а также структур, полученных литьем по выплавляемым моделям с минимальной механической обработкой (near-net casting).
Требование к NGV2 | Почему это важно | Как помогает сплав Inconel 713LC |
|---|---|---|
Жаропрочность | NGV2 подвергается воздействию горячих газов сгорания и тепловой нагрузки турбинной ступени. | Сохраняет лучшую прочность и стабильность по сравнению с обычной нержавеющей сталью при эксплуатации в горячей секции. |
Окалиностойкость | Поток горячих газов может окислять и разрушать неподходящие материалы. | Обеспечивает повышенную стойкость к окислению в условиях работы турбины. |
Сопротивление термической усталости | Циклы запуска и остановки создают повторяющиеся напряжения нагрева и охлаждения. | Помогает снизить риск образования трещин при правильном контроле литья, термообработки и инспекции. |
Пригодность для литья | NGV2 имеет сложные аэродинамические профили, узкие каналы, платформы и тонкостенные элементы. | Поддерживает вакуумное литье по выплавляемым моделям с минимальной механической обработкой для компактной геометрии турбинных лопаток. |
Размерная стабильность | Угол установки лопатки, площадь горла и посадка платформы влияют на производительность двигателя. | Обеспечивает стабильную геометрию горячей секции в сочетании с надлежащим контролем процесса. |
2. Почему для NGV2 необходимы материалы из суперсплавов?
Для NGV2 необходимы материалы из суперсплавов, поскольку эта деталь устанавливается в горячей секции турбины, где она получает высокотемпературные газы от вышестоящих ступеней камеры сгорания и турбины. Обычная нержавеющая сталь, углеродистая сталь, алюминиевые сплавы или низкотемпературные никелевые сплавы обычно не подходят для этой среды, так как они могут потерять прочность, быстро окислиться, деформироваться или растрескаться при термических циклах.
В двигателе БПЛА компонент NGV2 часто имеет небольшие размеры, но испытывает высокие нагрузки. Лопатка должна сохранять точность размеров, направляя горячий газ в нижестоящий ротор. Если материал не подходит, изменение площади горла, искажение лопатки, окислительное повреждение или растрескивание могут снизить эффективность турбины и сократить срок службы двигателя.
Риск материала | Влияние на NGV2 | Почему важен выбор суперсплава |
|---|---|---|
Низкая жаропрочность | Искажение лопатки или деформация платформы. | Может изменить угол потока газа и согласование со ступенью ротора. |
Низкая окалиностойкость | Деградация поверхности, образование окалины и повреждение аэродинамического профиля. | Может увеличить потери потока и сократить срок службы компонента. |
Растрескивание от термической усталости | Трещины на кромках профиля, в галтелях, на платформах или в тонких сечениях. | Может привести к преждевременному отказу горячей секции. |
Нестабильная геометрия | Площадь горла, угол лопатки и посадка при сборке могут изменяться в процессе эксплуатации. | Может повлиять на тягу, топливную эффективность и стабильность работы турбины. |
3. Как сплав Inconel 713LC обеспечивает жаропрочность?
Сплав Inconel 713LC обеспечивает жаропрочность за счет сохранения структурной стабильности в условиях горячей секции турбины. Для деталей NGV2 это важно, поскольку аэродинамические профили и платформы лопаток должны сопротивляться деформации при воздействии горячих газов, градиентов давления и циклических термических напряжений.
Жаропрочность особенно важна для малых авиационных двигателей, поскольку размеры компонентов компактны, а каналы между лопатками узки. Даже небольшая деформация может изменить газовый тракт, снизить эффективность турбины или создать неравномерную нагрузку на нижестоящий ротор.
Требование к высоким температурам | Влияние на производительность NGV2 | Контроль производства |
|---|---|---|
Стабильность профиля | Сохраняет расчетный угол поворота газа. | Контролируемое литье, термообработка и инспекция профиля. |
Прочность платформы | Сохраняет геометрию крепления и уплотнения. | Контроль баз обработки и размерная инспекция. |
Стабильность площади горла | Сохраняет массовый расход и производительность турбинной ступени. | Измерение каналов и обратная связь по коррекции литья. |
Сопротивление деформации | Снижает риск нестабильности потока и интерференции при сборке. | Выбор материала, проектирование сечений и контроль термической обработки. |
4. Как сплав Inconel 713LC улучшает окалиностойкость?
Компоненты NGV2 подвергаются воздействию горячих газов сгорания, поэтому окалиностойкость имеет решающее значение. Сплав Inconel 713LC обладает лучшей окалиностойкостью по сравнению с обычными сталями в высокотемпературных условиях работы турбины, помогая защитить поверхность лопатки и элементы платформы от быстрой деградации.
Окисление может изменить шероховатость поверхности лопатки, уменьшить толщину сечения, ослабить кромки и повлиять на качество газового потока. Для компонентов NGV2 двигателей БПЛА окалиностойкость помогает сохранить целостность аэродинамического профиля, постоянство проточных каналов и повысить надежность эксплуатации горячей секции в течение длительного времени.
5. Почему сплав Inconel 713LC подходит для вакуумного литья по выплавляемым моделям?
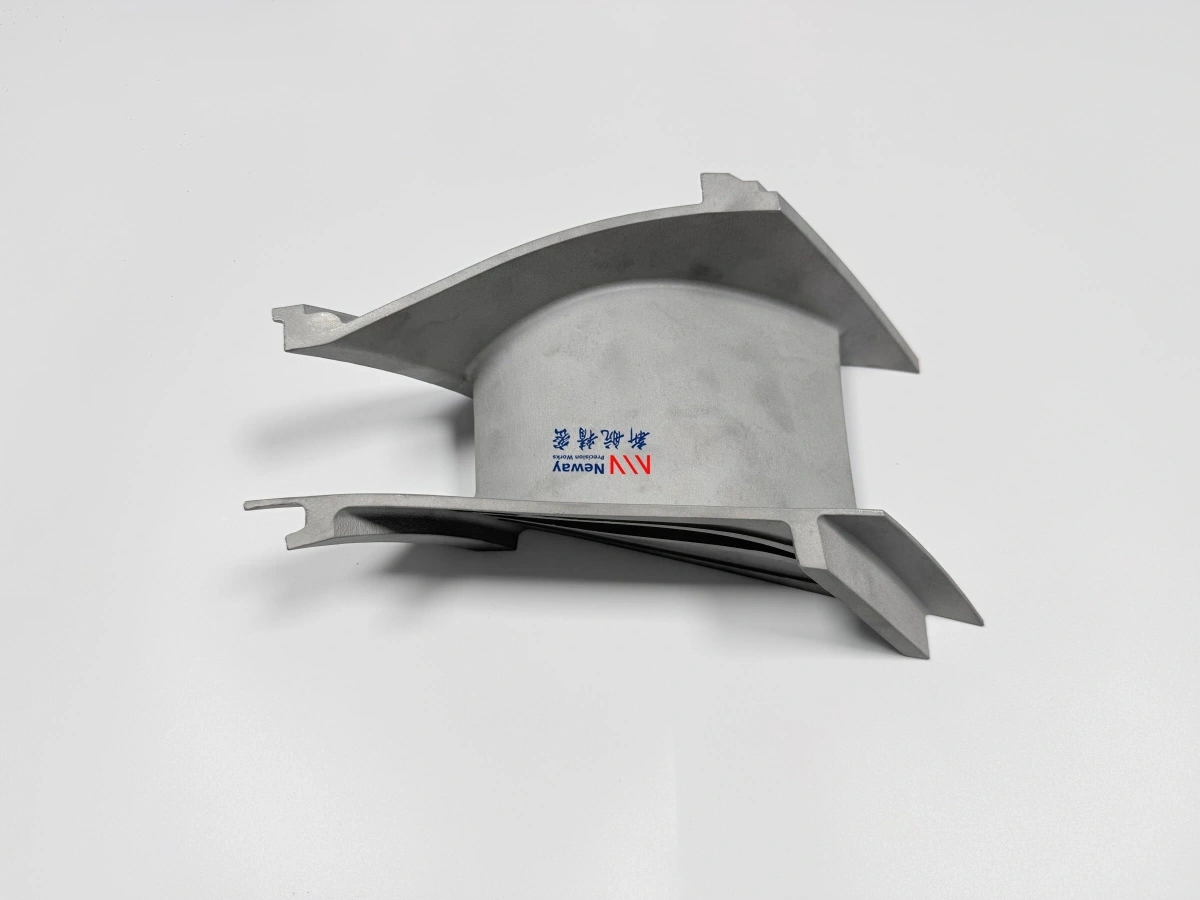
Сплав Inconel 713LC подходит для вакуумного литья по выплавляемым моделям, поскольку компоненты NGV2 часто имеют сложные аэродинамические профили лопаток, малые каналы, тонкие стенки, внутренние и внешние платформы, а также формы, близкие к чистовым (near-net shapes), которые трудно полностью обработать механически из сплошной заготовки. Литье позволяет сформировать основную аэродинамическую геометрию с минимальной механической обработкой перед окончательной обработкой и инспекцией.
Вакуумное литье по выплавляемым моделям широко используется для сложных деталей горячей секции из суперсплавов, поскольку оно позволяет получать прецизионные формы, сокращая избыточную механическую обработку труднообрабатываемых материалов. Для статических компонентов NGV2 литье с равноосной кристаллизацией также может поддерживать структуру литых лопаток там, где не требуются характеристики монокристаллов.
Характеристика литья | Почему это важно для NGV2 | Требования к контролю |
|---|---|---|
Профиль лопатки | Контролирует направление газа и эффективность турбины. | Точность восковой модели, контроль формы и инспекция профиля. |
Площадь горла | Влияет на расход, распределение давления и согласование ступеней. | Консистентность каналов, компенсация усадки и размерные измерения. |
Тонкие сечения | Снижают вес, но увеличивают риск дефектов литья и деформации. | Контроль заполнения, проектирование оболочек и обратная связь по деформации. |
Внутренние и внешние платформы | Обеспечивают интерфейс сборки и функцию уплотнения. | Припуск на механическую обработку, планирование баз и контроль плоскостности платформы. |
Форма, близкая к чистой (Near-net shape) | Сокращает время механической обработки труднообрабатываемого суперсплава. | Коррекция оснастки и инспекция первого образца. |
6. Что следует учитывать при механической обработке деталей NGV2 из сплава Inconel 713LC?
Сплав Inconel 713LC труднее обрабатывать по сравнению с обычной сталью или алюминием из-за его жаропрочности и склонности к наклепу. При механической обработке компонентов NGV2 поставщик должен контролировать износ инструмента, образование заусенцев, деформацию тонких стенок, целостность поверхности и совмещение баз между отливкой и окончательно обработанными элементами.
Критические зоны механической обработки могут включать монтажные поверхности, уплотнительные поверхности, кромки платформ, отверстия, пазы и базы для инспекции. Для деталей NGV2 механическая обработка должна обеспечивать как аэродинамические характеристики, так и точность сборки, а не только соблюдение основных допусков на размеры.
Проблема механической обработки | Почему это важно | Метод контроля |
|---|---|---|
Износ инструмента | Может вызвать смещение размеров и ухудшение чистоты поверхности. | Использование подходящего инструмента, режимов резания, стратегии охлаждения и контроль стойкости инструмента. |
Образование заусенцев | Заусенцы возле каналов лопаток, кромок или отверстий могут повлиять на сборку и поток. | Контролируемое удаление заусенцев и инспекция под увеличением при необходимости. |
Деформация тонких стенок | Малые платформы лопаток и тонкие кромки могут смещаться во время зажима или резания. | Стабильное приспособление, последовательность обработки с низким уровнем напряжений и промежуточная инспекция. |
Целостность поверхности | Повреждения при механической обработке могут стать очагами образования трещин при термических циклах. | Контроль состояния инструмента, избежание перегрева и инспекция критических поверхностей. |
Совмещение баз | Неправильный выбор баз может сместить профиль лопатки относительно элементов сборки. | Совмещение баз литья, механической обработки и инспекции с функциональными требованиями. |
7. Почему важны термообработка и испытания материалов?
Термообработка суперсплавов может потребоваться для стабилизации структуры материала, обеспечения высокотемпературных свойств и снижения напряжений, связанных с процессом, после литья. Режим термообработки должен соответствовать стандарту материала, требованиям чертежа или спецификации процесса, утвержденной заказчиком.
Испытания и анализ материалов из суперсплавов также важны для подтверждения химического состава сплава, микроструктуры, наличия дефектов, твердости и пригодности для горячей секции. Для компонентов NGV2 двигателей БПЛА испытания и инспекция особенно полезны, когда деталь используется для валидации двигателя, разработки, связанной с полетами, или серийного производства.
Этап контроля качества | Что проверяется | Почему это важно для NGV2 из IN713LC |
|---|---|---|
Верификация материала | Подтверждает химический состав сплава и прослеживаемость материала. | Гарантирует, что компонент изготовлен из требуемого материала IN713LC. |
Запись о термообработке | Документирует условия термического процесса и прослеживаемость партии. | Поддерживает стабильные высокотемпературные характеристики материала. |
Анализ микроструктуры | Проверяет состояние литья и термообработки. | Помогает оценить пригодность для эксплуатации в горячей секции. |
Капиллярный контроль (FPI) / инспекция на трещины | Выявляет поверхностные трещины или нарушения сплошности. | Важно для тонких кромок лопаток, галтелей, платформ и переходных зон после механической обработки. |
Рентгеновский или КТ-контроль | Проверяет внутреннюю пористость, усадочные раковины и скрытые дефекты. | Полезно для отливок турбинных лопаток высокой надежности. |
8. Как сплав Inconel 713LC сравнивается с низкотемпературными сплавами?
По сравнению с нержавеющей сталью, углеродистой сталью, алюминиевыми сплавами или универсальными низкотемпературными сплавами, сплав Inconel 713LC лучше подходит для компонентов NGV2 двигателей БПЛА, поскольку он разработан для литых высокотемпературных турбинных деталей. Низкотемпературные сплавы могут быть легче в механической обработке или дешевле в закупке, но обычно они не обеспечивают такой же стойкости к горячим газам, окислению, термической усталости и деформации.
Тип материала | Возможное преимущество | Ограничение для NGV2 двигателей БПЛА |
|---|---|---|
Обычная нержавеющая сталь | Более низкая стоимость и простота sourcing. | Ограниченная жаропрочность и окалиностойкость для эксплуатации в горячей секции турбины. |
Алюминиевый сплав | Малый вес и легкость механической обработки. | Не подходит для прямого воздействия горячих газов турбины. |
Обычный никелевый сплав | Лучшая термостойкость по сравнению с нержавеющей сталью в некоторых применениях. | Может не соответствовать балансу литейных свойств и характеристик горячей секции сплава IN713LC. |
Inconel 713LC | Высокотемпературный литейный суперсплав для компонентов горячей секции турбины. | Более сложен в литье и механической обработке, требует опытного контроля процесса. |
9. Какие детали запроса коммерческого предложения (RFQ) необходимы для компонентов NGV2 из сплава Inconel 713LC?
Для оценки проекта NGV2 двигателя БПЛА поставщиком литья NGV из сплава Inconel 713LC покупатели должны предоставить стандарт материала, режим термообработки, требования к покрытию, чертеж, 3D-модель, стандарт инспекции, количество и применение в двигателе. Если деталь предназначена для разработки прототипа, поставщик также должен знать, является ли целью проверка посадки, испытание двигателя, валидация производительности или подготовка к производству.
Информация для RFQ | Рекомендуемые входные данные | Почему это важно |
|---|---|---|
Стандарт материала | Inconel 713LC, IN713LC, стандарт заказчика или утвержденный эквивалент. | Подтверждает химический состав сплава, маршрут литья и требования к документации. |
Режим термообработки | Литое состояние, термообработанное состояние, условие, указанное заказчиком, или рекомендованный поставщиком маршрут. | Влияет на жаропрочность, стабильность и планирование инспекции. |
Требования к покрытию | Без покрытия, окалиностойкое покрытие, ТБП (TBC) или только подготовка под покрытие. | Влияет на подготовку поверхности, припуск под покрытие и окончательные размеры. |
Геометрические данные | STEP, X_T, 2D-чертеж, требование к площади горла и критические размеры аэродинамического профиля. | Поддерживает проектирование литейной оснастки, планирование механической обработки и аэродинамическую инспекцию. |
Стандарт инспекции | КИМ (CMM), 3D-сканирование, капиллярный контроль (FPI), рентген, КТ, отчет о материале, отчет о термообработке, FAI или COC. | Определяет затраты на контроль качества, сроки выполнения и критерии приемки. |
Количество и этап | Прототип, первый образец, партия для испытаний двигателя, пилотная партия или серийное производство. | Определяет стратегию оснастки, уровень валидации процесса и цену за единицу. |
10. Резюме
Сплав Inconel 713LC используется для компонентов NGV2 двигателей БПЛА, поскольку это литейный никелевый суперсплав, подходящий для высокотемпературных направляющих аппаратов сопла, турбинных лопаток и статических деталей горячей секции. Он обеспечивает жаропрочность, окалиностойкость, сопротивление термической усталости и пригодность для литья, необходимые для компактных компонентов лопаток турбореактивных и турбовентиляторных двигателей БПЛА.
Для индивидуального производства NGV из сплава Inconel 713LC покупатели должны подтвердить стандарт материала, режим термообработки, требования к покрытию, стандарт инспекции, чертежи, 3D-файлы, количество и применение в двигателе. Надежный план производства должен комплексно контролировать вакуумное литье по выплавляемым моделям, возможность литья с равноосной кристаллизацией, ЧПУ-обработку, термообработку, испытания материалов, точность аэродинамического профиля, площадь горла и окончательную инспекцию.
