Hochtemperatur-CNC-Fräs- und Drehlösungen aus Superlegierungen für Automobil-Turbolader
Hochpräzise Hochtemperatur-Bearbeitungslösungen für Turboladerkomponenten
Automobil-Turbolader arbeiten unter extremen thermischen und mechanischen Belastungen und erfordern präzisionsgefertigte Komponenten aus hochleistungsfähigen Superlegierungen. Von Laufrädern und Turbinengehäusen bis hin zu Abgasflanschen und Verdichterrädern müssen diese Teile Temperaturen über 1000 °C und Drehzahlen von mehr als 100.000 U/min standhalten – was ultra-präzise CNC-Fräs- und Drehlösungen erfordert.
Neway AeroTech bietet fortschrittliche CNC-Bearbeitung für Turboladerteile aus Inconel 625, Rene 41, Hastelloy X und anderen gegossenen oder geschmiedeten Superlegierungen, die speziell für verbrennungsbasierte Systeme entwickelt wurden.
Kerntechnologien für die CNC-Bearbeitung von Turboladern aus Superlegierungen
Die Bearbeitung von Turboladerkomponenten erfordert Stabilität, Wiederholgenauigkeit und Hochgeschwindigkeitsverarbeitung bei komplexen 3D-Geometrien und rotationssymmetrischen Teilen.
5-Achs-CNC-Fräsen für Turbinenräder, Laufräder und gekrümmte Strömungsflächen
Hochpräzises CNC-Drehen für Wellenbohrungen, Gehäuse und Flansche mit einem Rundlauf von ≤ 0,005 mm
Werkzeuge mit innerer Kühlmittelzufuhr zur Bearbeitung hitzebeständiger Legierungen bei hohen Drehzahlen
Integrierte Fräs-Dreh-Zentren für Einrichtungsoperationen und reduzierte Zykluszeiten
Alle Teile erfüllen die Normen ISO/TS 16949 und IATF 16949 für die Automobilfertigung.
Häufig in Automobil-Turbokomponenten verwendete Superlegierungen
Legierung | Max. Temp. (°C) | Streckgrenze (MPa) | Häufige Anwendungen |
|---|---|---|---|
980 | 827 | Abgaskrümmer, Turbinenräder | |
980 | 950 | Laufräder, Turboladerscheiben | |
1175 | 790 | Turboladergehäuse, Düsenringe | |
920 | 1265 | Ventilführungen, Turbinenschaufeln |
Diese Legierungen widerstehen unter zyklischen Verbrennungsbedingungen dem Kriechen, der Oxidation und der Ermüdung.
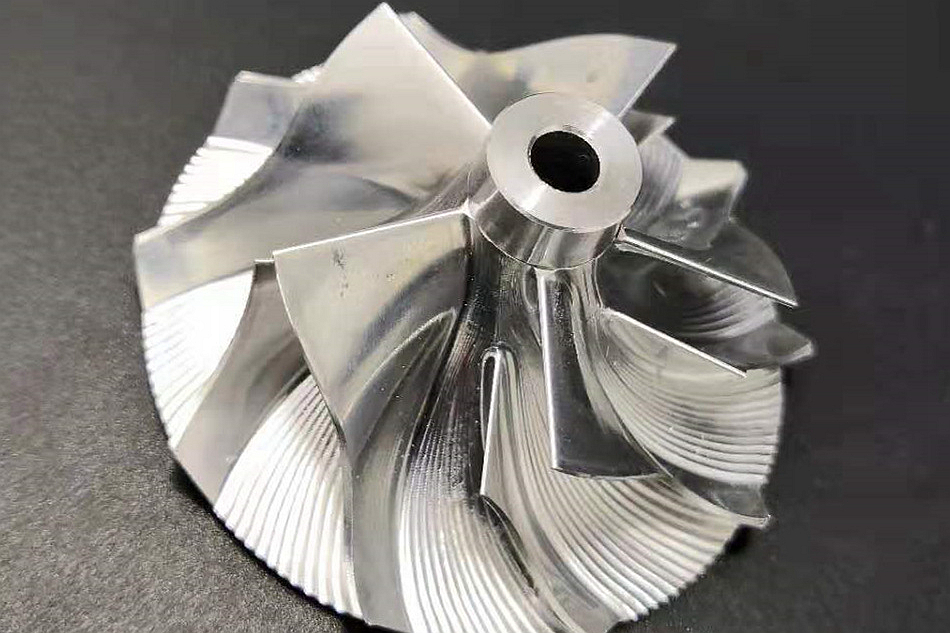
Fallstudie: CNC-Fräsen und -Drehen von Turbolader-Laufrädern aus Inconel 625
Projekthintergrund
Ein Automobilzulieferer der ersten Stufe (Tier 1) beauftragte die CNC-Bearbeitung von Inconel 625-Laufrädern mit 12 verwundenen Schaufeln, einem Durchmesser von 60 mm und einer axialen Bohrung von 20 mm. Geforderte Toleranzen: ±0,006 mm, Rauheit Ra ≤ ,4 μm auf den Schaufeloberflächen und ein Rundlauf von ≤ 0,01 mm an der Wellen-Passfläche.
Typische Modelle und Anwendungen von Turboladerkomponenten
Komponente | Material | Genauigkeit | Branche |
|---|---|---|---|
Verdichter-Laufrad | Rene 41 | ±0,005 mm | |
Abgasturbinenscheibe | Inconel 625 | ±0,006 mm | |
Lagergehäuse | Hastelloy X | ±0,010 mm | |
Turbo-Flanschadapter | Nimonic 90 | ±0,008 mm |
Alle Teile werden hinsichtlich Massenausgleich, thermischer Ermüdungsbeständigkeit und Rotationsgenauigkeit validiert.
Herausforderungen bei der CNC-Bearbeitung von Turboladerteilen aus Superlegierungen
Einhaltung eines Rundlaufs von ±0,005 mm bei gedrehten Wellen und Montageschnittstellen
Erzielung von Oberflächenrauheiten Ra ≤ 0,4 μm auf gekrümmten Schaufelkonturen
Werkzeugverschleiß und thermische Belastung beim Schruppen harter Legierungen wie Rene und Nimonic
Einhaltung einer Wandstärke von ≤ 1,0 mm in Bereichen mit hoher Strömungsgeschwindigkeit
Effizienz der Zykluszeit unter Wahrung der Maßhaltigkeit in der Serienproduktion
Präzisionsbearbeitungslösungen für Turboladerkomponenten
Fras-Dreh-Zentren reduzieren die Teilehandhabung und bewahren die Konzentrizität zwischen Bohrung und Flansch
CFD-basierte CAM-Strategien gewährleisten eine optimierte Strömungsgeometrie bei Laufrad- und Diffusorprofilen
Überwachung des Werkzeugverschleißes mit Rückkopplung zur Einhaltung von ±0,006 mm bei kritischen Durchmessern
Kühlmittelgespeiste Hartmetallwerkzeuge für Legierungen mit >40 HRC und Vorschubgeschwindigkeiten von bis zu 400 mm/min
Wärmebehandlung nach der Bearbeitung zum Abbau von Eigenspannungen und zur Stabilisierung der Oberflächenhärte
Ergebnisse und Verifizierung
Fertigungsmethoden
Die Teile wurden aus Vakuumgussteilen hergestellt und mittels CNC-Drehmaschinen vorbearbeitet. Die Endbearbeitung auf 5-Achs-Maschinen lieferte Profiltoleranzen unter ±0,006 mm und Kantenradien unter 0,2 mm.
Präzisionsfinish
Eine Oberflächengüte von Ra ≤ 0,4 μm wurde durch Konturfinish mit Fassfräsern erreicht. Montageflächen wurden plan gedreht mit einer Gesamtlaufabweichung (TIR) innerhalb von 0,01 mm.
Nachbearbeitung
HIP (Heißisostatisches Pressen) und optionale Passivierung stellten die strukturelle Integrität und Korrosionsbeständigkeit sicher. Komponenten, die extremen thermischen Zyklen ausgesetzt sind, erhielten gemäß Spezifikation TBC-Beschichtungen (Wärmedämmschichten).
Inspektion
KMG (Koordinatenmessgeräte) bestätigten die Bohrungsalignment und die Profilgeometrie. Röntgenprüfung verifizierte die interne Gussqualität. REM (Rasterelektronenmikroskopie) überprüfte die Gefügeintegrität nach der Bearbeitung.
Häufig gestellte Fragen (FAQs)
Welche Toleranzen können Sie für rotierende Turboladerkomponenten erreichen?
Können Sie Teile aus Inconel und Rene in einer Aufspannung bearbeiten?
Wie stellen Sie das thermische Gleichgewicht und die Konzentrizität bei Turbolader-Laufrädern sicher?
Welche Oberflächengüte ist für Schaufelprofile erforderlich?
Bieten Sie Serienbearbeitung für Turboladerteile im Produktionsmaßstab an?
