AlSi10Mg-Aluminium-3D-Druck von Motorteilen durch additive Fertigung
Einführung in den AlSi10Mg-3D-Druck für Motorkomponenten
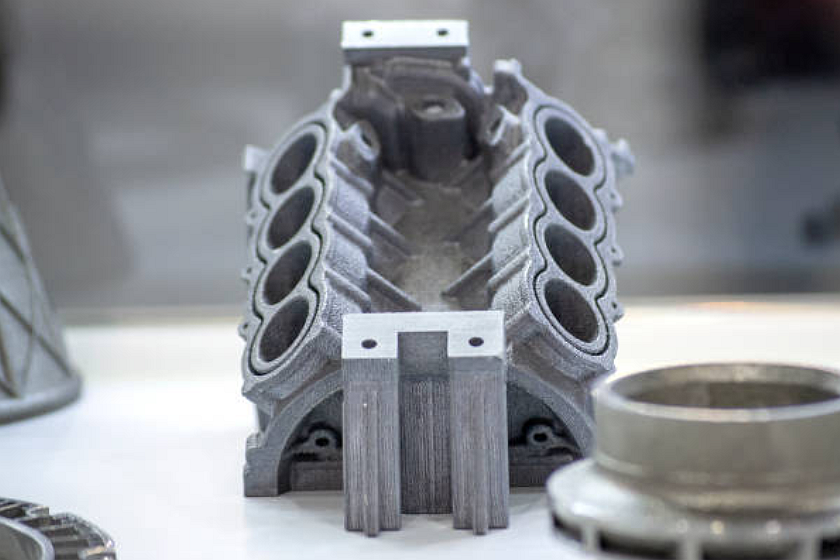
AlSi10Mg ist eine Hochleistungs-Aluminiumlegierung, die sich aufgrund ihres hervorragenden Verhältnisses von Festigkeit zu Gewicht, ihrer hohen Wärmeleitfähigkeit und Korrosionsbeständigkeit ideal für den 3D-Druck von Motorkomponenten eignet. Die additive Fertigung ermöglicht die Herstellung komplexer, leichter Motorteile mit internen Kühlkanälen, Gitterverstärkungen und hoher Maßgenauigkeit.
Bei Neway Aerotech bieten wir additive Fertigungsdienste für AlSi10Mg für kundenspezifische Automobil- und Luftfahrtmotorkomponenten an, die thermische Leistung, leichte Strukturen und kurze Lieferzeiten erfordern.
Überblick über die additive Fertigung mit AlSi10Mg
Material- und Prozessdaten
Parameter | Wert |
|---|---|
Technologie | |
Typische Schichtdicke | 30–50 μm |
Dichte (nach HIP) | ≥99,5 % |
Zugfestigkeit | ~320 MPa (im Bauzustand), bis zu 46 MPa (T6) |
Bruchdehnung | 5–10 % (nach Wärmebehandlung) |
Wärmeleitfähigkeit | ~160 W/m·K |
Grenze der Betriebstemperatur | ~200 °C (kontinuierlich) |
AlSi10Mg bietet eine hervorragende Balance aus Steifigkeit, Leichtbaustruktur und Druckbarkeit für Motorkomponenten, die unter moderater Hitze und Belastung betrieben werden.
Warum AlSi10Mg für 3D-gedruckte Motorteile?
Leichtbaustruktur reduziert rotierende Masse und Trägheit in Motoren
Überlegene interne Kühlung durch konforme Kanäle und Gitterstrukturen erreichbar
Ausgezeichnete Nachbearbeitbarkeit: Zerspanung, Eloxieren, HIP
Schnelle Iteration für Motorgehäuse, Krümmer, Laufräder und Halterungen
Typische Anwendungen von AlSi10Mg im Motorbereich
Komponente | Funktionsbeschreibung |
|---|---|
Turbolader-Gehäuse | Dünnwandiges, intern gekühltes Gehäuse mit integrierten Befestigungen |
Zylinderkopf-Prototypen | Wassergekühlte Mäntel und Stützrippen, nach HIP druckdicht |
Ansaugkrümmer | Leichte, strömungsoptimierte Kanäle mit integrierten Temperatursensoren |
Ölkanal-Abdeckungen | Komplexe Fluidführungskanäle bei geringem Gewicht |
Elektromotor-Halterungen | Wärmeableitende Strukturkonsolen mit Vibrationsdämpfungseigenschaften |
Fallstudie: 3D-gedrucktes Turbolader-Gehäuse aus AlSi10Mg
Projekthintergrund
Ein Automobil-Startup benötigte ein leichtes Aluminium-Turbogehäuse für einen Hochleistungs-Hybridantrieb. Das Ziel war es, die Teileanzahl zu reduzieren und Strömungskanäle, Flansche und Stützrippen in einer einzigen gedruckten Komponente zu integrieren.
Fertigungsablauf
Konstruktion: Zusammenfassung von 4 Teilen zu 1 Design mit optimierter Strömungsgeometrie und interner Versteifung
Druck: SLM, 50 μm Schichten, Bauraum 210 × 180 × 110 mm
Wärmebehandlung: T6-Härtung zur Verbesserung von Festigkeit und Duktilität
HIP: Heißisostatisches Pressen zum Verschließen von Mikroporosität und Erhöhung der Druckbeständigkeit
Nachbearbeitung: Flanschflächen und Gewindebolzen auf ±0,02 mm fertig bearbeitet
Eloxieren: Oberflächenbehandlung zum Korrosionsschutz und für visuelle Einheitlichkeit
Inspektion und Validierung
KMG-Inspektion bestätigte geometrische Toleranz innerhalb von ±0,08 mm
Dichtheitsprüfung bei 3,5 bar Innendruck – keine Verformung oder Leckage
Röntgenprüfung validierte die Wirksamkeit von HIP ohne Porencluster
Bestanden des 100-Stunden-Prüfstandzyklustests ohne Risse oder thermische Ermüdungsschäden
Ergebnisse und Leistung
Das 3D-gedruckte AlSi10Mg-Turbogehäuse wog 27 % weniger als das gegossene Aluminium-Referenzteil und integrierte drei zusätzliche Befestigungsmerkmale.
Die thermische Leistung verbesserte sich um 15 % dank interner Kühlrippen und konformer Wasserkanäle.
Toleranzen und Dichtungsintegrität übertrafen die OEM-Spezifikationen für die Vorserienvalidierung. Das Design wurde für die Integration in kleine Serien von Elektro-Fahrzeugen mit Leistungsanspruch freigegeben.
Häufig gestellte Fragen (FAQs)
Welche Nachbehandlung ist für 3D-gedruckte AlSi10Mg-Motorteile erforderlich?
Können AlSi10Mg-Teile in der Produktion oder nur für Prototypen verwendet werden?
Wie schneidet AlSi10Mg im Vergleich zu A356 oder gegossenem 6061 in Motoren ab?
Ist AlSi10Mg kompatibel mit Eloxieren oder Beschichtungen zum Korrosionsschutz?
Welcher Kostenvorteil ergibt sich beim 3D-Druck von Aluminium gegenüber CNC für Motorgehäuse?
