Hersteller von kundenspezifischen Düsenringen aus Inconel-Superlegierungen für die Stromerzeugung
Einführung in Inconel-Superlegierungen für Düsenringe
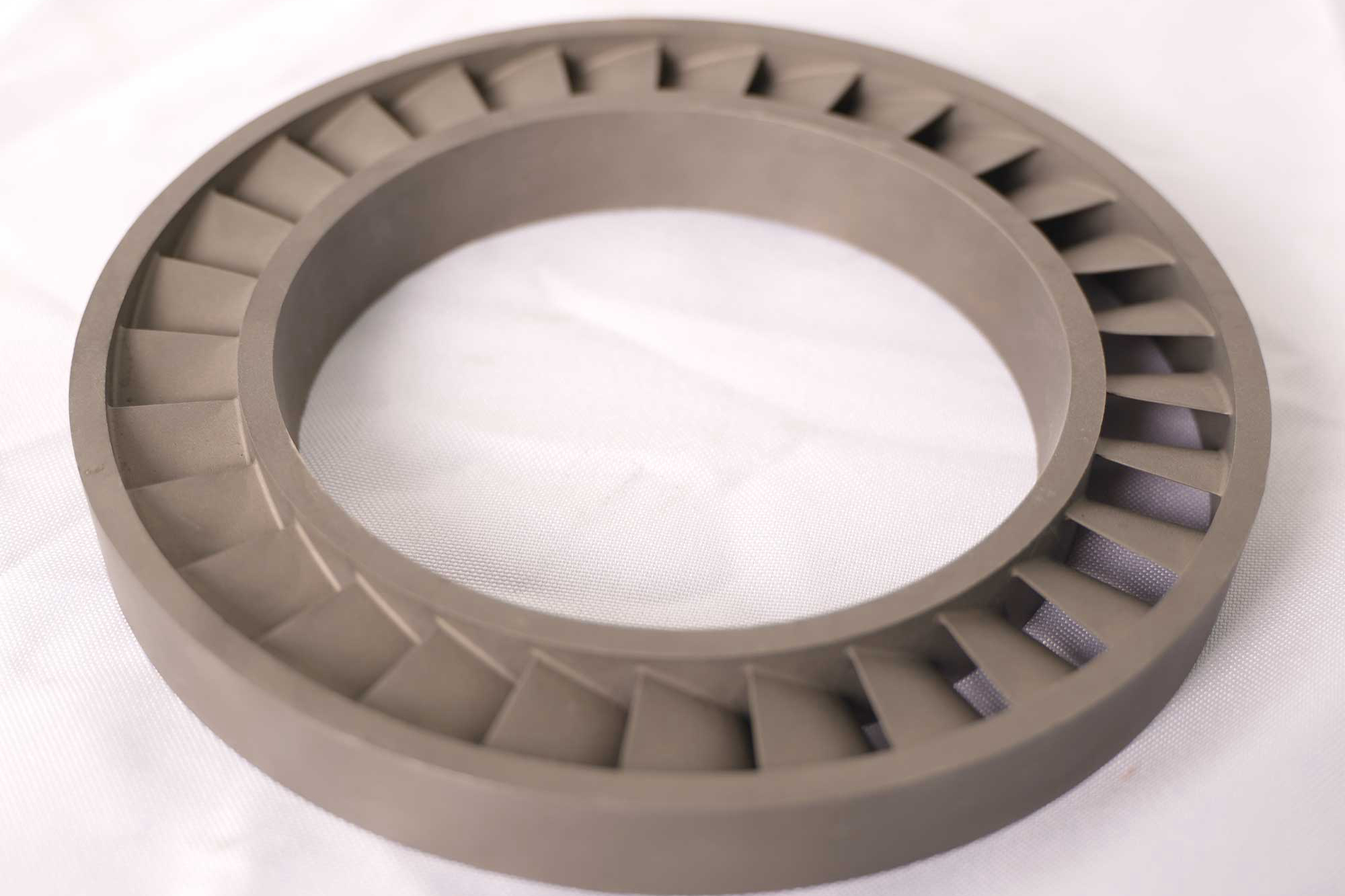
Inconel-Superlegierungen sind aufgrund ihrer außergewöhnlichen Kriechbeständigkeit, überlegenen Oxidationsbeständigkeit und zuverlässigen mechanischen Festigkeit bei hohen Temperaturen kritische Materialien in der Stromerzeugung, insbesondere für Turbinendüsenringe. Als erfahrener Hersteller spezialisiert sich Neway AeroTech auf die Bereitstellung von präzisionsgefertigten, kundenspezifischen Düsenringen unter Verwendung fortschrittlicher Verfahren wie Vakuum-Feinguß und gerichtetes Gießen von Superlegierungen.
Mit einer speziell auf die Stromerzeugungsindustrie zugeschnittenen Expertise liefern wir hochwertige Komponenten, die für Spitzenleistung, Langlebigkeit und Effizienz entwickelt wurden und den strengen Betriebsanforderungen in rauen, hochtemperierten Turbinenumgebungen gerecht werden.
Herausforderungen bei der Herstellung von Inconel-Düsenringen
Die Herstellung von Düsenringen aus Inconel erfordert die Bewältigung mehrerer bedeutender technischer Herausforderungen:
Kriechbeständigkeit: Aufrechterhaltung der strukturellen Integrität während längerer Exposition bei Temperaturen bis zu 1000°C.
Oxidationsbeständigkeit: Gewährleistung einer zuverlässigen Leistung unter hochoxidierenden und korrosiven Umgebungen.
Präzisionsguss: Erreichen präziser Maßtoleranzen (±0,15 mm) und komplexer interner Kühlstrukturen.
Bearbeitungsschwierigkeit: Die Bewältigung der hohen Kaltverfestigungsrate und der geringen Wärmeleitfähigkeit von Inconel erfordert spezialisierte Bearbeitungsstrategien.
Detaillierte Herstellungsverfahren für Inconel-Düsenringe
Vakuum-Feinguß
Präzise Wachsmodelle reproduzieren die Düsenringgeometrie und erfassen komplexe Kühlkanäle genau.
Keramikformen werden durch Beschichtung mit feuerfester Schlicker erstellt; Wachsmodelle werden im Autoklaven (~180°C) entfernt.
Das Gießen von geschmolzenem Inconel unter Vakuumbedingungen (<0,01 Pa) minimiert Verunreinigungen und Defekte.
Kontrollierte Abkühlung (ca. 40°C/Stunde) mindert Eigenspannungen und erhält die Maßgenauigkeit.
Gerichtetes Gießen
Kontrollierte gerichtete Erstarrung richtet die Kornstrukturen aus und verbessert die Kriechbeständigkeit.
Optimierte Kornorientierung wird durch präzise Temperaturgradientenkontrolle (~30–50°C/cm) erreicht.
Reduzierte innere Porosität und Defekte durch sorgfältig gesteuerte Erstarrungsraten (20–40°C/Stunde).
Vergleichende Übersicht über Inconel-Herstellungsverfahren
Verfahren | Maßgenauigkeit | Oberflächengüte | Produktionseffizienz | Komplexitätsfähigkeit |
|---|---|---|---|---|
Vakuum-Feinguß | ±0,15 mm | Ra 3,2–6,3 µm | Mittel | Hoch |
Gerichtetes Gießen | ±0,20 mm | Ra 6,3–12,5 µm | Mittel | Mittel |
CNC-Bearbeitung | ±0,01 mm | Ra 0,8–3,2 µm | Mittel | Mittel |
SLM-3D-Druck | ±0,05 mm | Ra 6,3–12,5 µm | Hoch | Sehr hoch |
Strategische Auswahl von Herstellungsverfahren für Düsenringe
Vakuum-Feinguß: Ideal für komplexe interne Geometrien, erreicht präzise Toleranzen (±0,15 mm), geeignet für mittlere Serienproduktion.
Gerichtetes Gießen: Optimal für Turbinendüsenringe, die verbesserte Kriechleistung mit korngerichteten Mikrostrukturen und ±0,20 mm Genauigkeit erfordern.
CNC-Bearbeitung: Am besten für die finale Präzisionsnachbearbeitung geeignet, erreicht überlegene Genauigkeit (±0,01 mm) und hervorragende Oberflächengüte für kritische Dichtflächen.
SLM-3D-Druck: Geeignet für schnelle Prototypenfertigung oder komplexe Kühlkanäle mit Maßgenauigkeit (±0,05 mm).
Materialanalyse-Matrix für Inconel-Düsenringe
Material | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Max. Betriebstemp. (°C) | Oxidationsbeständigkeit | Typische Anwendung |
|---|---|---|---|---|---|
1375 | 1100 | 700 | Ausgezeichnet | Verdichter- und Turbinendüsenringe | |
1200 | 980 | 950 | Hervorragend | Hochtemperatur-Düsensegmente | |
880 | 460 | 815 | Außergewöhnlich | Brennkammerauskleidungen | |
950 | 760 | 980 | Überlegen | Hochleistungs-Turbinenschaufeln | |
1250 | 1050 | 1050 | Außergewöhnlich | Gasturbinen-Düsenleitschaufeln | |
1100 | 780 | 700 | Ausgezeichnet | Turbinendichtringe |
Optimale Materialauswahl für Düsenringe
Inconel 718: Gewählt für überlegene Zugfestigkeit (1375 MPa) und gute Oxidationsbeständigkeit, ideal für Turbinendüsenringe unter 700°C.
Inconel 738: Empfohlen für Düsensegmente, die bei erhöhten Temperaturen (bis zu 950°C) arbeiten, aufgrund hervorragender Kriechfestigkeit.
Inconel 625: Bevorzugt für Brennkammerauskleidungen, die hohe Korrosionsbeständigkeit und Betriebstemperaturen bis zu 815°C erfordern.
Inconel 713C: Optimal für Turbinenschaufeln und Düsenringe, bietet überlegene Kriechbeständigkeit bei Temperaturen bis zu 980°C.
Inconel 792: Ideal für fortschrittliche Gasturbinenleitschaufeln aufgrund seiner außergewöhnlichen Oxidationsbeständigkeit bei Spitzentemperaturen (1050°C).
Inconel X-750: Geeignet für Turbinendichtringe, die Festigkeit und Ermüdungsbeständigkeit bei moderaten Temperaturen (~700°C) erfordern.
Wesentliche Nachbearbeitungstechnologien für Inconel-Düsenringe
Heißisostatisches Pressen (HIP): Beseitigt innere Porosität und verbessert die Bauteilzuverlässigkeit unter Drücken von ~150 MPa und Temperaturen von 1200°C.
Wärmedämmschicht (TBC): Reduziert Oberflächentemperaturen um ~200°C, entscheidend für die Leistung und Lebensdauer von Düsenringen.
Funkenerosives Bearbeiten (EDM): Fertigt präzise komplexe interne Kühlkanäle und hält Toleranzen von ±0,005 mm ein.
Wärmebehandlung: Optimiert Mikrostrukturen, verbessert mechanische Eigenschaften, Oxidationsbeständigkeit und Maßstabilität bei hohen Betriebstemperaturen.
Branchenanwendung und Fallstudie: Herstellung von Inconel-738-Düsenringen
Neway AeroTech produzierte erfolgreich kundenspezifische Inconel-738-Turbinendüsenringe für führende Stromerzeugungsturbinen unter Einsatz von gerichtetem Gießen und HIP-Technologie, um außergewöhnliche Kriechbeständigkeit, Maßgenauigkeit (±0,20 mm) und Oxidationsschutz bei Temperaturen bis zu 950°C zu erreichen.
Unsere umfangreiche Expertise und strengen Qualitätskontrollen gewährleisten die Einhaltung kritischer Branchenstandards der Stromerzeugungsindustrie und steigern die Betriebseffizienz und Bauteillebensdauer erheblich.
FAQs zur Herstellung von Inconel-Turbinendüsenringen
Welche Produktionszeiten können Sie für kundenspezifische Inconel-Düsenringe anbieten?
Kann Ihre Einrichtung Kleinserien- und Prototypenfertigung für Turbinenkomponenten bewältigen?
Welchen Branchenstandards und Zertifizierungen der Stromerzeugungsindustrie entsprechen Ihre Produkte?
Welche Nachbearbeitungsmethoden gewährleisten die beste Leistung und Lebensdauer für Inconel-Düsenringe?
Bieten Sie technische Beratung für Material- und Verfahrensauswahl bei der Düsenringherstellung an?
