Hochtemperaturlegierungen Nimonic 81 Leitgitter Präzisionswachsausschmelzverfahren Unternehmen
Einführung
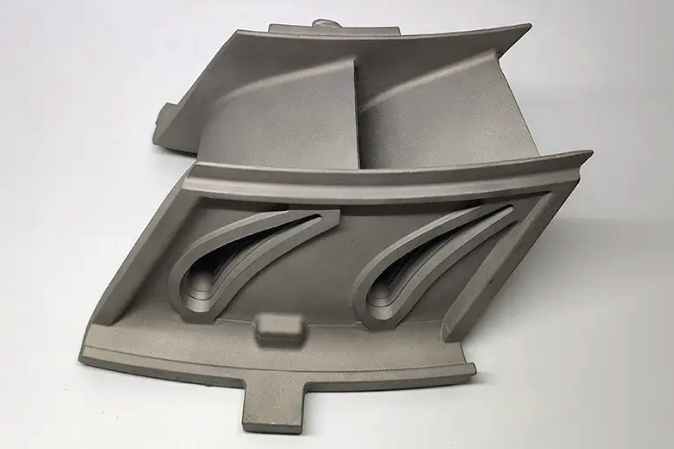
Nimonic 81 ist eine Nickel-Chrom-Legierung, die mit Molybdän und Titan angereichert ist und für überlegene Festigkeit, Kriechbeständigkeit und Oxidationsbeständigkeit bei Temperaturen bis zu 870°C ausgelegt ist. Mit einer Zugfestigkeit von ~960 MPa und ausgezeichneter Ermüdungsbeständigkeit wird sie häufig für Leitgitter verwendet, die in den Hochtemperaturbereichen von Gasturbinen arbeiten.
Bei Neway AeroTech sind wir spezialisiert auf die Herstellung von Nimonic 81 Leitgittern durch präzises Wachsausschmelzverfahren (Vakuum-Feinguß), um hohe Maßgenauigkeit, ausgezeichnete Oberflächenqualität und optimale metallurgische Konsistenz für Luft- und Raumfahrt- sowie industrielle Turbinenanwendungen sicherzustellen.
Wesentliche Fertigungsherausforderungen für Nimonic 81 Leitgitter
Präzise Kontrolle der chemischen Zusammensetzung (Ni ≥60 %, Cr ~25 %, Mo ~6 %, Ti ~2,5 %) für thermische und mechanische Stabilität.
Steuerung kontrollierter Abkühlraten (~5–8°C/min) zur Bildung feiner äquiaxialer Körner.
Erreichen enger Maßtoleranzen (±0,05 mm), die für die aerodynamische Effizienz entscheidend sind.
Erzielen überlegener Oberflächengüten (Ra ≤1,6 µm), um den aerodynamischen Widerstand zu minimieren.
Wachsausschmelzverfahren (Vakuum-Feinguß) für Nimonic 81 Leitgitter
Der Produktionsprozess umfasst:
Wachsmodellherstellung: Präzisionswachsmodelle mit ±0,1 % Maßwiederholgenauigkeit.
Schalenaufbau: Auftrag mehrerer keramischer Schlicker- und Zirkonsandschichten für hohe Formfestigkeit.
Entwachsung: Dampfautoklavieren bei ~150°C zur sauberen Entfernung des Wachses ohne Beeinträchtigung der Formqualität.
Vakuumschmelzen und -gießen: Nimonic 81-Legierung wird bei ~1400°C geschmolzen und unter Vakuum (<10⁻³ Pa) gegossen, um Oxidation zu vermeiden.
Kontrollierte Erstarrung: Langsame Abkühlung fördert feine, gleichmäßige Kornstrukturen für verbesserte mechanische Eigenschaften.
Schalenentfernung und Nachbearbeitung: Keramikentfernung, CNC-Bearbeitung und abschließende Oberflächenbehandlung zur Erzielung präziser aerodynamischer Profile.
Vergleichende Analyse von Gießverfahren für Leitgitter
Verfahren | Oberflächengüte | Maßgenauigkeit | Mechanische Festigkeit | Kriechbeständigkeit | Kostenniveau |
|---|---|---|---|---|---|
Vakuum-Feinguß | Ausgezeichnet (Ra ≤1,6 µm) | Sehr hoch (±0,05 mm) | Ausgezeichnet (~960 MPa) | Hoch | Mittel |
Äquiaxiales Kristallgießen | Gut (Ra ~3 µm) | Hoch (±0,05 mm) | Sehr gut (~940 MPa) | Hoch | Mittel |
Sandguss | Mäßig (Ra ~12 µm) | Mäßig (±0,5 mm) | Gut (~850 MPa) | Mäßig | Niedrig |
CNC-Bearbeitung aus Block | Ausgezeichnet (Ra ≤0,8 µm) | Sehr hoch (±0,01 mm) | Ausgezeichnet (~960 MPa) | Hoch | Hoch |
Optimale Fertigungsstrategie für Nimonic 81 Leitgitter
Vakuum-Feinguß: Bevorzugt für Nimonic 81 Leitgitter, die Ra ≤1,6 µm, ±0,05 mm Toleranzen und optimale Hochtemperatur-Leistung erfordern.
Äquiaxiales Kristallgießen: Geeignet für weniger kritische Turbinenstufen, bei guter Kriechfestigkeit und Oxidationsbeständigkeit zu reduzierten Kosten.
Sandguss: Beschränkt auf nicht-aerodynamische, niedrig belastete Komponenten, bei denen Oberflächengüte und Kriechbeständigkeit nicht kritisch sind.
CNC-Bearbeitung aus Block: Verwendet für Sekundäroperationen, die ultrahohe Präzision (±0,01 mm) und Ra ≤0,8 µm Oberflächengüte für Dichtungs- oder aerodynamische Oberflächen erfordern.
Übersicht der Nimonic 81 Legierungseigenschaften
Eigenschaft | Wert | Anwendungsrelevanz |
|---|---|---|
Zugfestigkeit | ~960 MPa | Hohe Festigkeit für die strukturelle Stabilität der Turbinengitter |
Max. Betriebstemperatur | ~870°C | Anhaltende Oxidations- und Kriechbeständigkeit |
Ermüdungsbeständigkeit | Ausgezeichnet | Erhält die strukturelle Integrität unter zyklischen Belastungen |
Oxidationsbeständigkeit | Hervorragend | Widersteht aggressiven Abgasumgebungen |
Wärmeausdehnungskoeffizient | ~13,4 µm/m·°C | Gewährleistet Maßstabilität unter Wärmewechselbelastung |
Vorteile der Verwendung von Nimonic 81 für Leitgitter
Hochtemperaturfestigkeit unterstützt die Gitterstabilität während des kontinuierlichen Turbinenbetriebs.
Überlegene Oxidationsbeständigkeit verlängert die Bauteillebensdauer bei 870°C.
Ausgezeichnete Ermüdungsbeständigkeit verhindert Ausfälle unter thermischen Wechselspannungen.
Gute Gießbarkeit ermöglicht komplexe aerodynamische Designs ohne Beeinträchtigung der mechanischen Eigenschaften.
Nachbearbeitungstechniken für Nimonic 81 Gitter
Heißisostatisches Pressen (HIP): Verdichtet das Gussteil durch Beseitigung von Mikroporosität, verbessert die Ermüdungslebensdauer und Kriechbeständigkeit um 15–20 %.
Wärmedämmschicht (TBC): Auftrag einer ~250 µm dicken Keramikschicht, reduziert die Oberflächentemperatur um bis zu 150°C und verlängert die Lebensdauer.
Präzisions-CNC-Bearbeitung: Erzielt Ra ≤0,8 µm Oberflächengüten und ±0,01 mm Toleranzen für die aerodynamische Optimierung.
Zerstörungsfreie Prüfung (ZfP): Ultraschall-, Eindring- und metallografische Prüfung gewährleisten innere Fehlerfreiheit und Einhaltung von Luftfahrtstandards.
Prüfung und Qualitätssicherung für Leitgitter
Koordinatenmessmaschine (KMM): Misst wichtige aerodynamische Maße innerhalb einer ±0,05 mm Toleranz.
Ultraschallprüfung (UT): Erkennt interne Fehler und Porosität.
Eindringprüfung (PT): Hebt Mikrorisse oder Gussfehler an der Oberfläche hervor.
Metallografische Analyse: Stellt sicher, dass die Kornstruktur den ASTM-Luftfahrtstandards entspricht.
Branchenanwendungen und Fallstudie
Von Neway AeroTech hergestellte Nimonic 81 Leitgitter werden häufig in Luftfahrturbinen, Stromerzeugungsturbinen und Hochleistungs-Industriegasturbinen eingesetzt. In einem bedeutenden Luftfahrtmotoren-Upgrade-Projekt arbeiteten Nimonic 81 Düsengitter über 8.000 kontinuierliche Betriebsstunden bei ~850°C einwandfrei und erreichten eine 25 %ige Verlängerung der Wartungsintervalle im Vergleich zu vorherigen Legierungsdesigns.
FAQs
Welche Maßtoleranzen kann Neway AeroTech für Nimonic 81 Leitgitter erreichen?
Warum wird das Wachsausschmelzverfahren für die Herstellung von Nimonic 81 Leitgittern bevorzugt?
Wie schneidet Nimonic 81 im Vergleich zu anderen Nimonic-Legierungen ab?
Welche Branchen verwenden üblicherweise Nimonic 81 Leitgitter?
Wie stellt Neway AeroTech die Qualität und Haltbarkeit von Nimonic 81 Gussteilen sicher?
