碳钢、304 及 316L 不锈钢 3D 打印定制齿轮组件
钢合金 3D 打印定制齿轮简介
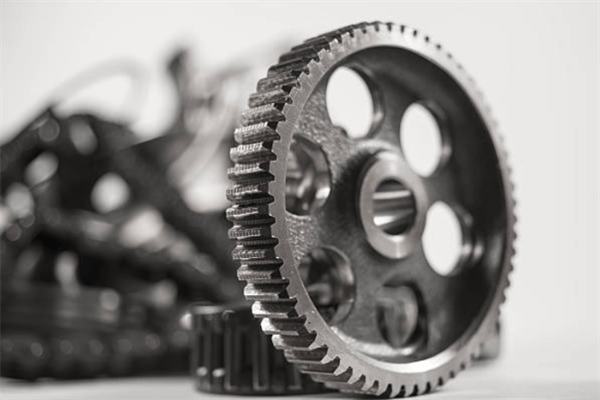
3D 打印技术能够高效制造具有复杂轮廓的不锈钢和碳钢高精度齿轮。它非常适用于要求严苛的传动系统和机械动力系统中的小批量、高强度组件。
在 Neway Aerotech,我们的 金属 3D 打印服务 提供定制化解决方案,采用碳钢、304 和 316L 不锈钢,为机器人、汽车、能源和航空航天领域的功能性齿轮提供服务。
齿轮制造的 3D 打印技术
适用的打印工艺
技术 | 层厚 (μm) | 表面粗糙度 (Ra, μm) | 公差 (mm) | 特征尺寸 (mm) | 应用领域 |
|---|---|---|---|---|---|
SLM(选择性激光熔化) | 20–50 | 5–15 | ±0.05 | ≥0.3 | 高负载齿轮、小模数精密齿轮 |
DMLS(直接金属激光烧结) | 20–60 | 6–20 | ±0.08 | ≥0.4 | 工业驱动齿轮、定制机械组件 |
粘结剂喷射 | 30–100 | 10–25 | ±0.10 | ≥0.6 | 齿轮原型模型、低负载应用 |
注:对于需要耐用性、硬度和耐磨性的最终使用部件,首选 SLM 和 DMLS 工艺。
定制齿轮应用的材料性能
碳钢、304 和 316L 不锈钢特性
材料 | 抗拉强度 (MPa) | 硬度 (HV) | 耐腐蚀性 | 关键特性 | 主要应用 |
|---|---|---|---|---|---|
碳钢 | 550–750 | 180–220 | 低 | 高强度、成本低、可加工性好 | 工业和农业齿轮组件 |
510–730 | 170–200 | 中等 | 无磁性、良好的耐磨性和抗氧化性 | 医疗设备齿轮、食品机械 | |
480–680 | 160–190 | 优异 | 耐氯化物、低碳、延展性好 | 船用齿轮装置、化工泵和搅拌器 |
材料选择策略
碳钢:适用于高负载结构齿轮,腐蚀暴露极少,提供高韧性和可加工性。
304 不锈钢:用于需要中等耐磨性和无磁特性的通用应用。
316L 不锈钢:专为腐蚀性环境选用,在此类环境中保持氯化物和酸性环境下的强度至关重要。
案例研究:船用液压驱动用 316L 不锈钢齿轮
项目背景
一家海洋系统集成商需要一种紧凑型行星齿轮组件,该组件需在海水润滑的液压驱动中连续运行。材料必须能够承受 1000 小时的盐雾循环且降解极小。
制造流程
设计:导入渐开线齿轮的 STEP 模型,外径 42 毫米,模数 0.8 毫米。
材料:选用 316L 不锈钢,因其具有卓越的耐腐蚀性和均匀的密度。
打印工艺:采用层厚为 30 μm 的 SLM 工艺;优化构建方向以保持齿廓完整性。
后处理:在 1150°C 和 100 MPa 下进行热等静压(HIP),随后进行 CNC 齿廓磨削,达到 AGMA 10 级精度。
表面处理:电解抛光至 Ra ≤ 0.6 μm,并按 ASTM A967 标准进行钝化处理。
检测与验证
CMM(三坐标测量机):16 个轮齿的尺寸精度控制在 ±0.02 毫米以内。
盐雾测试:按照 ASTM B117 标准暴露 1000 小时,未检测到点蚀或生锈。
显微硬度:热等静压后平均硬度为 190 HV,在齿根和齿顶处保持稳定。
CT 扫描:确认密度大于 99.95%,无内部孔隙或分层现象。
结果与验证
在 500 小时的台架模拟中,该 316L 齿轮在 12 MPa 扭矩负载下保持了节距完整性、零背隙和尺寸稳定性。经过实际服役暴露后,未观察到腐蚀、磨损或断齿迹象,验证了材料和工艺策略的有效性。
常见问题解答
金属齿轮组件 3D 打印后的表面粗糙度是多少?
3D 打印钢齿轮可用于高扭矩工业系统吗?
哪些热处理可以提高碳钢 3D 打印齿轮的硬度?
粘结剂喷射与 SLM 在齿轮制造方面有何比较?
不锈钢齿轮零件打印后是否需要钝化处理?
