Как изготавливаются детали NGV2 из сплава Inconel 713LC для турбореактивных и турбовентиляторных дви...
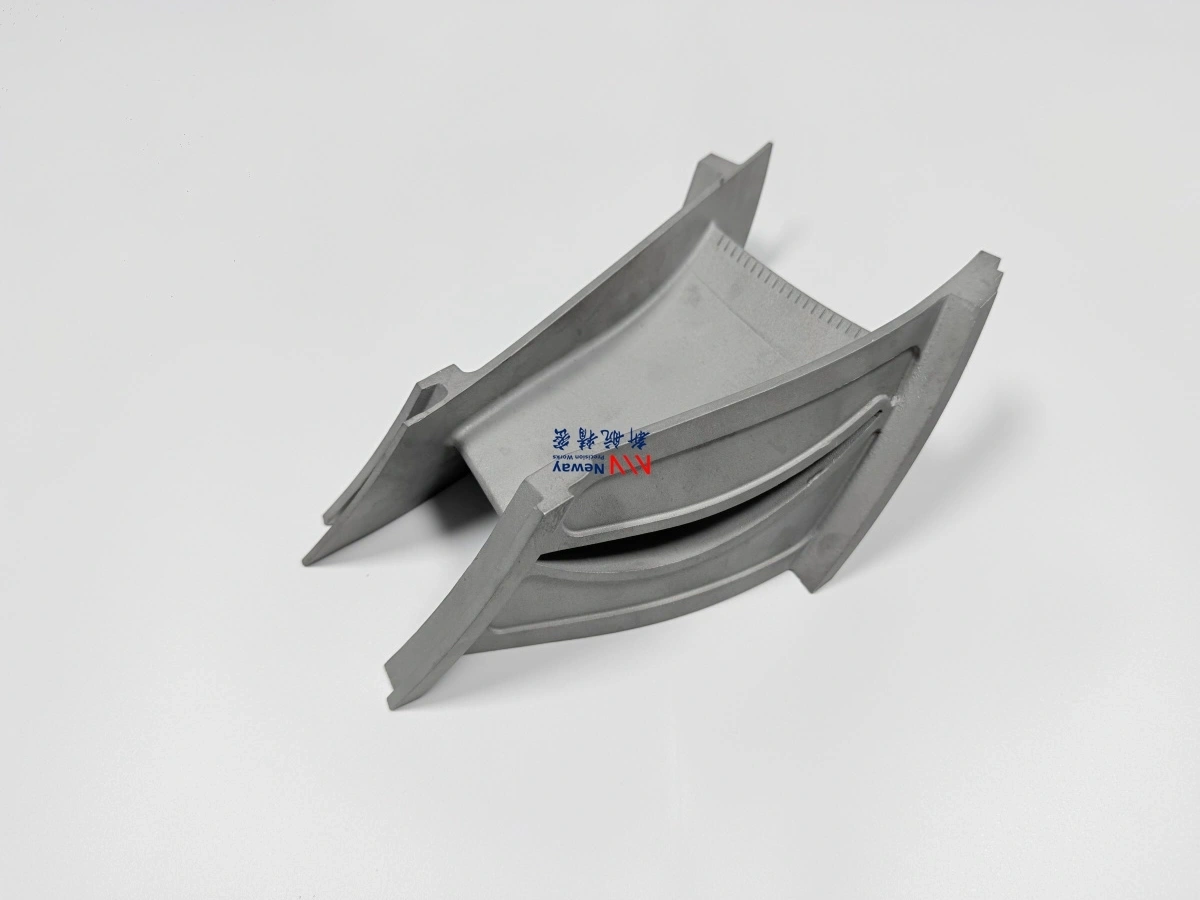
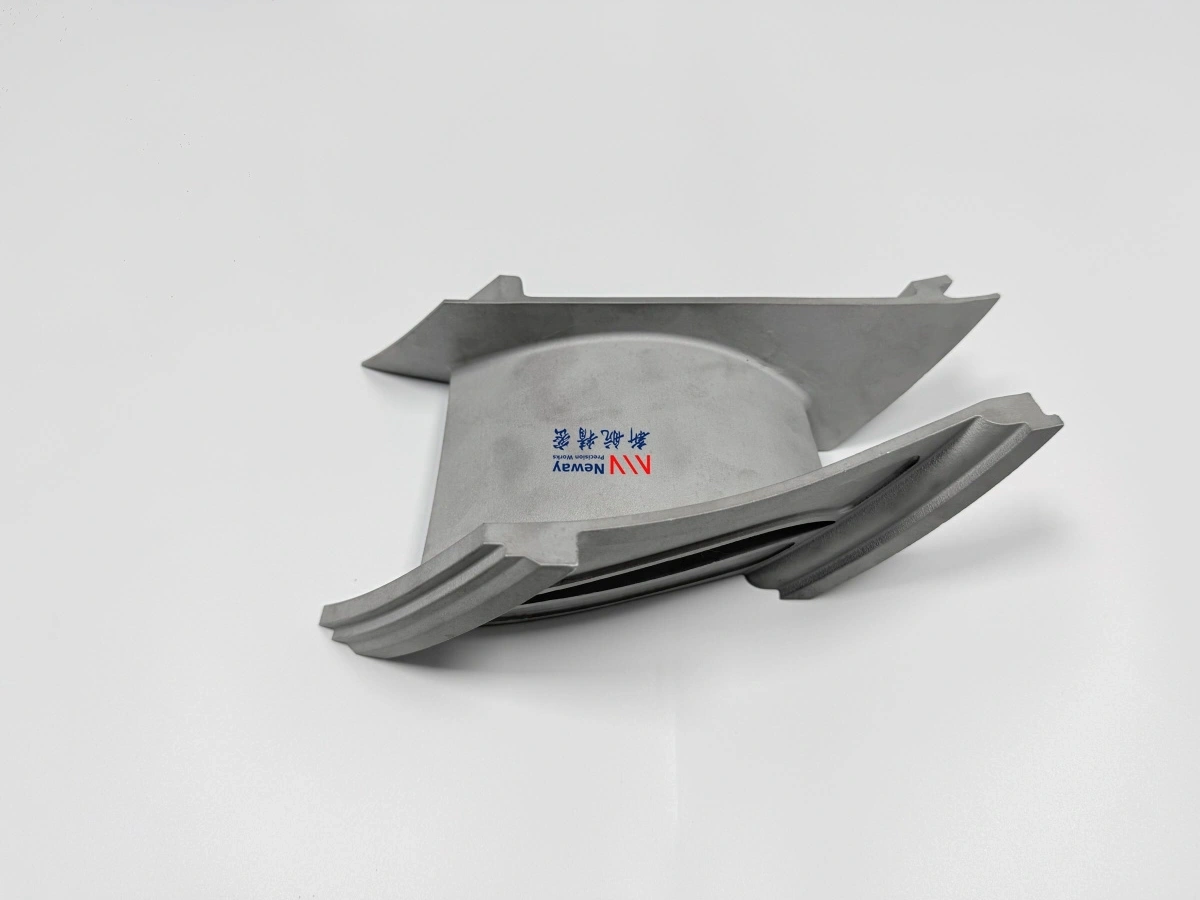
Детали NGV2 из сплава Inconel 713LC являются критически важными компонентами горячей секции, используемыми в малых турбореактивных двигателях БПЛА, турбинах боевых БПЛА (UCAV), малых турбовентиляторных двигателях и микрогазотурбинных установках. Термин NGV2 обычно относится к направляющему аппарату второй ступени или направляющей лопатке сопла № 2, в зависимости от архитектуры двигателя и системы чертежей заказчика. Хотя эта деталь относительно мала по сравнению с лопатками тяжелых газовых турбин, ее функция крайне важна для направления потока газа, эффективности турбины, распределения температуры и согласования ступеней.
В двигательных установках БПЛА и боевых БПЛА детали NGV2 подвергаются воздействию высокотемпературных продуктов сгорания, окислению, термическим циклам, вибрации и жестким требованиям к размерам. Даже небольшое отклонение в профиле лопатки, площади горла, положении платформы или монтажной поверхности может повлиять на стабильность газового потока и производительность турбины.
Из-за этих требований производство деталей NGV2 из сплава Inconel 713LC обычно планируется как контролируемый процесс, сочетающий вакуумное литье по выплавляемым моделям и прецизионную обработку на станках с ЧПУ. Вакуумное литье формирует профиль лопатки, платформу, тонкостенную структуру и заготовку из жаропрочного сплава, близкую к окончательной форме, в то время как обработка на станках с ЧПУ обеспечивает чистовую обработку монтажных поверхностей, базовых элементов, уплотнительных поверхностей и критических размеров сборки.
Что такое деталь NGV2 в турбореактивных и турбовентиляторных двигателях БПЛА?
NGV означает направляющую лопатку сопла. В газотурбинном двигателе направляющие лопатки сопла направляют горячий газ из камеры сгорания или предыдущей ступени турбины к ротору турбины под требуемым углом, с необходимой скоростью и распределением потока. NGV2 обычно относится к направляющей лопатке второй ступени или downstream направляющей лопатке сопла в многоступенчатой схеме турбины.
В малых турбореактивных и турбовентиляторных двигателях БПЛА детали NGV2 обычно компактны, имеют тонкие стенки и сложную геометрию. Они могут включать поверхности профиля лопатки, внутренние и внешние платформы, крепежные элементы, зоны уплотнения, локальные пазы и переходные области. Эти элементы должны изготавливаться с высокой степенью повторяемости, поскольку лопатка не только сохраняет форму, но и управляет поведением газового тракта.
В рамках программ разработки детали NGV2 часто оцениваются через прототипное литье, пробное мелкосерийное производство и стендовые испытания двигателя перед крупными закупками. Это делает выбор производственного маршрута особенно важным для производителей двигателей БПЛА, команд НИОКР в области силовых установок и разработчиков цепочек поставок для боевых БПЛА.
Применимые платформы двигателей
Детали NGV2 из сплава Inconel 713LC могут использоваться в нескольких платформах компактных газотурбинных двигателей, где требуются высокие температурные характеристики и малая прецизионная геометрия. Эти применения могут включать силовые установки БПЛА, двигатели боевых БПЛА, малые турбореактивные двигатели, малые турбовентиляторные двигатели, вспомогательные силовые установки (ВСУ), микрогазовые турбины и экспериментальные турбинные системы.
По сравнению с крупными промышленными газовыми турбинами, турбинные двигатели БПЛА имеют меньшие размеры деталей и более жесткие ограничения по компоновке. Однако среда в горячей секции остается экстремальной. Детали должны выдерживать высокую температуру газа, окисление, вибрацию, термоциклирование при запуске и останове, а также аэродинамические нагрузки, сохраняя при этом стабильную геометрию.
NewayAeroTech поддерживает производство компонентов из жаропрочных сплавов для применений в сфере аэрокосмической отрасли и авиации, где требуются легкость конструкции, надежность при высоких температурах и прецизионное производство. Для проектов NGV2 двигателей БПЛА планирование производства должно учитывать стадию разработки двигателя, ожидаемое количество испытаний, потребности в конечном производстве и требования к инспекции.
Функция NGV2 в малых газотурбинных двигателях
Деталь NGV2 направляет высокотемпературный газ в ротор турбины под контролируемым углом и скоростью. Ее функция напрямую влияет на эффективность турбины, нагрузку на ротор, распределение температуры и согласование потока между ступенями. В компактных двигателях БПЛА небольшие изменения геометрии лопатки могут заметно сказаться на производительности.
Ключевые функции NGV2 включают:
Направление горячего газа к ротору турбины под требуемым углом потока
Поддержание эффективности турбины за счет контроля скорости газа и площади горла
Обеспечение стабильного распределения потока across ступени турбины
Защита downstream компонентов от неравномерной тепловой нагрузки
Поддержание стабильности двигателя во время разгона, крейсерского полета и термоциклирования
Поскольку NGV2 работает в тракте горячего газа, важны как аэродинамическая точность, так и высокотемпературные свойства материала. Поверхность профиля лопатки, передняя и задняя кромки, площадь горла и геометрия платформы должны контролироваться комплексно, а не рассматриваться как отдельные производственные элементы.
Почему для деталей NGV2 используется сплав Inconel 713LC
Inconel 713LC, также обозначаемый как IN713LC, является никелевым литейным жаропрочным сплавом, широко используемым для высокотемпературных компонентов турбин, узлов сопел и литых деталей горячей секции. Он предлагает полезный баланс высокой температурной прочности, стойкости к окислению, пригодности для литья и стабильности характеристик для компонентов малых газотурбинных двигателей.
Для деталей NGV2 сплав Inconel 713LC выбирается потому, что компонент должен выдерживать воздействие горячего газа, сохраняя при этом стабильность формы профиля лопатки и геометрии платформы. Материал также должен быть пригоден для вакуумного литья, поскольку направляющие лопатки сопла часто включают тонкие стенки, изогнутые профили, узкие задние кромки и переходы платформ, которые трудно полностью обработать механически из сплошной заготовки.
NewayAeroTech предоставляет услуги по производству деталей из сплавов Inconel для высокотемпературных применений, где качество литья, точность механической обработки и контроль инспекции должны оцениваться совместно. Для более широких проектов горячей секции турбины commonly используются жаропрочные сплавы, когда требуются прочность, стойкость к окислению, ползучести и термическая стабильность.
Маршрут вакуумного литья по выплавляемым моделям для NGV2 из IN713LC
Вакуумное литье по выплавляемым моделям является основным производственным маршрутом для многих деталей NGV2 из сплава Inconel 713LC, поскольку оно позволяет формировать сложную геометрию, близкую к окончательной форме, с гораздо меньшими потерями материала, чем при полной обработке на станках с ЧПУ. Это особенно важно для малых турбинных лопаток с изогнутыми поверхностями профиля, тонкими кромками и элементами платформ.
Вакуумное литье по выплавляемым моделям позволяет изготовить корпус лопатки, контур профиля, платформу и локальные структурные элементы в виде литой заготовки перед прецизионной чистовой обработкой. Для никелевых жаропрочных сплавов вакуумная среда также помогает контролировать окисление и поддерживает более стабильную обработку высокотемпературных сплавов.
При литье NGV2 из IN713LC планирование процесса должно фокусироваться на:
Точности восковой модели и一致性 поверхности профиля лопатки
Стабильности керамической оболочки вокруг тонкостенных и краевых зон
Контроле усадки, пористости, трещин и деформаций
Качестве литья передней и задней кромок
Плоскостности платформы, переходных зон и локальных ребер или бобышек
Припуске на механическую обработку для монтажных и базовых поверхностей
Для малых статических направляющих лопаток турбины литье равноосных кристаллов часто является практичным маршрутом, когда деталь не требует направленной кристаллизации или монокристаллической структуры. Оно поддерживает производство литых компонентов горячей секции, где необходимо сбалансировать геометрию, стабильность материала и последующую механическую обработку.
Почему полная обработка на станках с ЧПУ обычно не является лучшим маршрутом
Для некоторых ранних прототипов обработка на станках с ЧПУ из поковки может казаться быстрее, поскольку она избегает необходимости в литейной оснастке. Однако для деталей NGV2 из сплава Inconel 713LC полная обработка на станках с ЧПУ обычно не является предпочтительным производственным маршрутом, когда геометрия включает кривые профиля лопатки, тонкие задние кромки, сложные платформы и поверхности газового тракта.
Есть несколько причин:
IN713LC — это труднообрабатываемый никелевый жаропрочный сплав
Поверхности профиля лопатки требуют длительного времени обработки и сложных траекторий инструмента
Тонкие передние и задние кромки чувствительны к силе резания и вибрации
Удаление материала из сплошной заготовки может быть неэффективным и дорогостоящим
Переходы платформ и изогнутые поверхности увеличивают сложность оснастки
Геометрия, критичная для воздушного потока, все равно может требовать профилярного контроля после обработки
По этой причине вакуумное литье обычно используется для создания заготовки лопатки, близкой к окончательной форме, в то время как обработка на станках с ЧПУ резервируется для прецизионных элементов, которые не могут полагаться только на допуски литья.
Маршрут обработки на станках с ЧПУ для обеспечения точности турбинной лопатки
После литья обработка на станках с ЧПУ используется для чистовой обработки функциональных интерфейсов детали NGV2. Литье создает аэродинамический корпус, но обработка на станках с ЧПУ контролирует поверхности, определяющие положение сборки, уплотнение, выравнивание ступеней и повторяемость.
Обработка жаропрочных сплавов на станках с ЧПУ важна для деталей NGV2 из IN713LC, поскольку высокотемпературные никелевые сплавы требуют стабильного инструмента, контролируемых параметров резания, надежного крепления и тщательной инспекции. Маршрут обработки должен избегать不必要的 резания на тонких участках профиля лопатки, обеспечивая при этом точность монтажных и базовых элементов.
Типичные зоны, подвергаемые обработке на станках с ЧПУ, могут включать:
Монтажные поверхности и поверхности контакта платформы
Базовые поверхности, используемые для инспекции и выравнивания при сборке
Уплотнительные поверхности и контролируемые граничные поверхности
Установочные отверстия, пазы или крепежные элементы
Локальные зоны с контролем толщины
Элементы интерфейса, влияющие на посадку со смежным оборудованием двигателя
Для малых турбинных лопаток конструкция оснастки очень важна. Деталь должна быть надежно зафиксирована без деформации тонких сечений или повреждения литых поверхностей профиля лопатки. Планирование баз также должно соответствовать чертежу, методу инспекции и требованиям финальной сборки.
Контроль профиля лопатки и площади горла
Наиболее важной характеристикой детали NGV2 является не только ее внешний размер. Контур профиля лопатки и площадь горла напрямую влияют на поток газа, угол входа в турбину, распределение давления и эффективность двигателя. Для турбореактивных и турбовентиляторных двигателей БПЛА consistency потока между лопатками особенно важна, поскольку двигатель компактен, а ступень турбины чувствительна к локальным изменениям геометрии.
Контроль профиля лопатки и площади горла должен включать:
Инспекцию профиля передней и задней кромок
Контроль контура напорной и спинной сторон профиля лопатки
Согласованность площади горла across набора лопаток
Контроль перехода от платформы к профилю лопатки
Проверку угла лопатки и выравнивания газового тракта
Контроль состояния поверхности в зонах газового потока
Если площадь горла слишком мала, может возникнуть ограничение потока и локальный перегрев. Если она слишком велика, это может повлиять на эффективность турбины и согласование ступеней. Поэтому маршрут литья, базы для ЧПУ и финальная инспекция должны планироваться вокруг геометрии, критичной для воздушного потока.
Инспекция перед поставкой
Инспекция необходима для деталей NGV2 из IN713LC, поскольку компонент сочетает сложную геометрию литья, прецизионную механическую обработку, требования к высокотемпературному материалу и чувствительность к аэродинамическим характеристикам. Инспекция должна проверять как литую основу, так и готовый обработанный компонент.
NewayAeroTech поддерживает услуги по испытаниям и анализу материалов из жаропрочных сплавов для проектов, где требуются верификация материала, контроль дефектов литья, размерный контроль и оценка рисков отказа.
Пункт инспекции | Что проверять | Почему это важно |
|---|---|---|
FPI (Капиллярный контроль) | Поверхностные трещины, дефекты литья, дефекты кромок | Помогает выявить поверхностные дефекты до испытаний двигателя или поставки |
Рентгенография или КТ | Внутренняя пористость, усадочные раковины, включения, скрытые дефекты | Подтверждает внутреннее качество литья для работы в горячей секции |
Контроль на КИМ (CMM) | Базовые поверхности, крепежные элементы, размеры платформы | Подтверждает посадку при сборке и размерную повторяемость |
Проверка профиля лопатки | Передняя кромка, задняя кромка, напорная сторона, спинная сторона | Контролирует аэродинамическую геометрию и эффективность ступени |
Проверка площади горла | Открытие канала газового потока и consistency между лопатками | Поддерживает стабильный поток в турбине и согласование ступеней |
Верификация материала | Сертификат материала, химический состав, записи о термообработке (при необходимости) | Подтверждает соответствие детали спецификации IN713LC |
Производственные вызовы для деталей NGV2 из сплава Inconel 713LC
Хотя детали NGV2 для двигателей БПЛА малы, риск их производства может быть высоким. Малый размер не означает простое производство. Деталь сочетает тонкую геометрию профиля лопатки, литье высокотемпературного сплава, прецизионную обработку платформы и требования к инспекции, чувствительной к воздушному потоку.
Общие производственные вызовы включают:
Сохранение一致性 профиля лопатки после усадки при литье
Предотвращение деформации или повреждения тонкой задней кромки
Контроль пористости, трещин и внутренних дефектов в малых литых сечениях
Выравнивание литейных баз с базами для обработки на ЧПУ
Поддержание consistency площади горла across набора лопаток
Избегание чрезмерной обработки аэродинамических поверхностей
Предоставление данных инспекции, поддерживающих разработку двигателя и квалификацию поставщика
Эти вызовы объясняют, почему поставщик должен понимать как производство, так и функцию турбины. Деталь не следует рассматривать только как отливку или только как обработанный компонент. Она должна оцениваться как функциональная деталь газового тракта горячей секции.
Контрольный список RFQ для заказных деталей NGV2 турбинных двигателей БПЛА
Для точного расчета стоимости деталей NGV2 из сплава Inconel 713LC заказчики должны предоставить полную техническую информацию. Это позволяет поставщику оценить литейную оснастку, припуск на механическую обработку, стоимость инспекции, сроки выполнения и производственные риски.
Полный запрос предложения (RFQ) должен включать:
Тип двигателя, например, турбореактивный двигатель БПЛА, турбинный двигатель боевого БПЛА, малый турбовентиляторный двигатель или микрогазовая турбина
Название детали, номер детали, номер ступени и уровень ревизии
3D CAD файл в формате STEP, X_T или другом редактируемом формате
2D чертеж с допусками, ссылками на базы и критическими размерами
Спефикация материала для Inconel 713LC / IN713LC
Требуемое количество для прототипа, тестовой партии и будущего производства
Требования к профилю лопатки и площади горла
Требования к термообработке, покрытию или чистоте поверхности, если применимо
Требования к инспекции, такие как FPI, рентген, КТ, КИМ, отчет по профилю или испытание материала
График испытаний двигателя, целевые сроки поставки и требования к документации
Если проект основан на старой детали или данных обратного инжиниринга, заказчик должен также предоставить состояние образца, точность сканирования, заметки об изношенных зонах и функциональные поверхности, которые должны быть сохранены. Для направляющих лопаток турбины обратный инжиниринг должен определять аэродинамическую базу, а не только внешнюю форму.
Часто задаваемые вопросы (FAQ)
Что такое NGV2 в турбореактивном или турбовентиляторном двигателе БПЛА?
Какова функция направляющей лопатки сопла второй ступени в малых авиационных двигателях?
Почему для компонентов NGV2 двигателей БПЛА используется сплав Inconel 713LC?
Что должно быть проверено перед поставкой деталей NGV2 из сплава Inconel 713LC для двигателей БПЛА?
