Поставщик обработки лопаток автомобильных турбонагнетателей из Стеллита на станках с ЧПУ
Введение в обработку лопаток турбонагнетателей из Стеллита
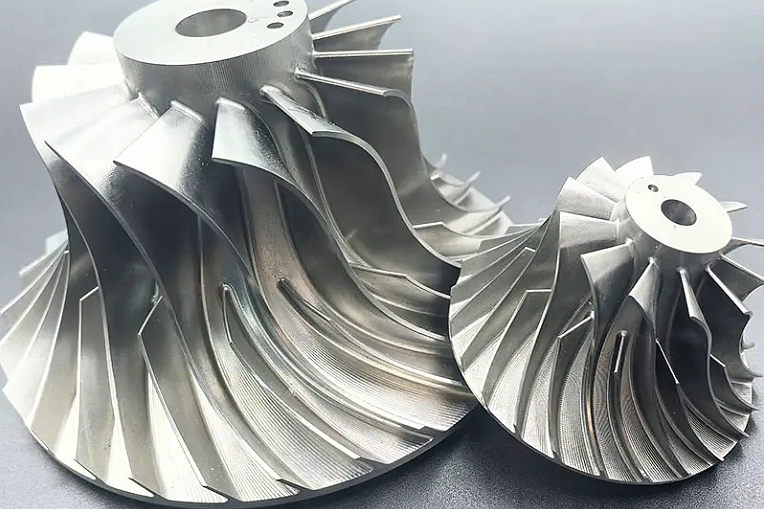
Лопатки турбонагнетателей в автомобильных двигателях должны выдерживать экстремальные условия, включая высокоскоростное вращение, интенсивные термические циклы и сильный абразивный износ. Neway AeroTech, специализированный поставщик обработки Стеллита на станках с ЧПУ, производит прецизионные лопатки автомобильных турбонагнетателей с использованием передовых методов обработки. Используя прочные кобальтовые сплавы, такие как Стеллит 6, мы поставляем лопатки с исключительной стойкостью к износу, коррозии и термической усталости, специально разработанные для высокопроизводительных автомобильных турбонагнетателей.
Наши возможности прецизионной обработки делают нас надежным поставщиком в автомобильной промышленности.
Основные проблемы при обработке лопаток турбонагнетателей из Стеллита
Обработка лопаток турбонагнетателей из сплавов Стеллита представляет собой определенные трудности:
Термостойкость: Лопатки должны надежно работать при непрерывных температурах выше 850°C.
Износостойкость: Сопротивление абразивному износу на концах лопаток во время быстрого вращения (>150 000 об/мин).
Требования к точности: Достижение размерных допусков в пределах ±0,005 мм и чистоты поверхности до Ra 0,8 мкм.
Долговечность при усталости: Обеспечение длительного ресурса усталости при циклических термических и механических нагрузках.
Процесс обработки лопаток турбонагнетателей из Стеллита на станках с ЧПУ
Фре�ерование и токарная обработка на станках с ЧПУ
Многоосевое фрезерование на станках с ЧПУ обеспечивает прецизионное создание сложных аэродинамических геометрий лопаток.
Токарная обработка на станках с ЧПУ гарантирует точную соосность и жесткий контроль допусков.
Высокожесткий твердосплавный инструмент справляется с твердостью Стеллита (HRC 40–45) и низкой обрабатываемостью (15–20% относительно стали).
Электроэрозионная обработка (ЭЭО)
Проволочно-вырезная ЭЭО создает сложные профили лопаток и внутренние геометрии, недоступные для традиционной обработки.
Достигает исключительной размерной точности в пределах ±0,002 мм и оптимальной чистоты поверхности (Ra 0,4–0,8 мкм).
Минимизирует остаточные напряжения и структурные искажения.
Сравнение методов изготовления лопаток
Метод изготовления | Размерная точность | Чистота поверхности | Эффективность производства | Обработка сложности |
|---|---|---|---|---|
Фрезерование/Токарная обработка на ЧПУ | ±0,005 мм | Ra 0,8–1,6 мкм | Высокая | Средняя–Высокая |
Проволочно-вырезная ЭЭО | ±0,002 мм | Ra 0,4–0,8 мкм | Средняя | Очень высокая |
Вакуумное литье по выплавляемым моделям | ±0,15 мм | Ra 3,2–6,3 мкм | Средняя–Высокая | Высокая |
Селективное лазерное плавление | ±0,10 мм | Ra 6,3–12,5 мкм | Средняя | Высокая |
Стратегия выбора производственного процесса
Фрезерование/Токарная обработка на ЧПУ: Идеально для прецизионных лопаток турбонагнетателей, требующих жесткого контроля размеров (±0,005 мм) и повторяемого качества.
Электроэрозионная обработка (ЭЭО): Оптимально для высокосложных геометрий, требующих превосходной точности (±0,002 мм).
Вакуумное литье по выплавляемым моделям: Подходит для экономически эффективного производства сложных форм лопаток со средней точностью (±0,15 мм).
Селективное лазерное плавление (SLM): Эффективно для прототипирования и интеграции сложных охлаждающих каналов.
Матрица характеристик материалов Стеллит
Материал | Твердость (HRC) | Предел прочности на растяжение | Макс. темп. | Износостойкость | Рекомендуемое применение в автомобилестроении |
|---|---|---|---|---|---|
43–45 | 860 МПа | 850°C | Исключительная | Лопатки турбонагнетателей | |
45–48 | 810 МПа | 800°C | Отличная | Кромки лопаток с высоким износом | |
35–40 | 730 МПа | 850°C | Превосходная | Коррозионностойкие лопатки | |
20–35 | 930 МПа | 980°C | Хорошая | Конструкционные компоненты лопаток | |
28–35 | 650 МПа | 900°C | Отличная | Компоненты, подверженные термическим циклам | |
51–55 | 960 МПа | 750°C | Исключительная | Концы лопаток с экстремальным износом |
Стратегия выбора материала
Стеллит 6: Оптимален для лопаток, требующих сбалансированной прочности (860 МПа) и превосходной износостойкости при 850°C.
Стеллит 12: Выбирается для исключительной стойкости к истиранию на кромках лопаток при уровнях твердости 45–48 HRC.
Стеллит 21: Идеален для компонентов турбонагнетателей, подверженных коррозионным условиям, стабилен при температурах до 850°C.
Стеллит 25: Выбирается для конструкционной целостности, требующей высокой прочности (930 МПа) при повышенных температурах (980°C).
Стеллит 31: Рекомендуется для лопаток, подверженных интенсивным термическим циклам, обеспечивая отличную стойкость при 900°C.
Стеллит 3: Используется для концов лопаток, где требуются экстремальная износостойкость и твердость (до 55 HRC).
Ключевые технологии последующей обработки
Термическая обработка: Улучшает микроструктуру, прочность и усталостные характеристики лопаток.
Горячее изостатическое прессование (ГИП): Устраняет пористость, значительно повышая целостность лопаток в экстремальных рабочих условиях.
Теплозащитное покрытие (TBC): Защищает лопатки, снижая температуру поверхности примерно на 200°C, улучшая рабочий ресурс.
Динамическая балансировка: Обеспечивает минимальную вибрацию и оптимальную производительност� при частотах вращения выше 150 000 об/мин.
Отраслевое исследование: лопатки турбонагнетателей из Стеллита, обработанные на станках с ЧПУ
Neway AeroTech недавно поставила лопатки турбонагнетателей из Стеллита 6, обработанные на станках с ЧПУ, для крупного производителя автомобильных турбонагнетателей (OEM). Используя прецизионное фрезерование на станках с ЧПУ, передовые процессы ЭЭО и комплексную последующую обработку (термообработка, ГИП, динамическая балансировка), мы достигли лидирующей в отрасли размерной точности (±0,005 мм), выдающейся износостойкости и превосходного ресурса усталости, превысив требования заказчика к производительности.
Наш опыт в прецизионной обработке и материалах делает нас ведущим поставщиком лопаток турбонагнетателей.
Часто задаваемые вопросы
Каков ваш типичный срок производства лопаток турбонагнетателей из Стеллита, обработанных на станках с ЧПУ?
Можете ли вы выполнить мелкосерийные или прототипные заказы для проектов лопаток турбонагнетателей?
Каким сертификатам и стандартам качества автомобильной промышленности соответствуют ваши лопатки турбонагнетателей?
Предоставляете ли вы техническую поддержку в выборе подходящих сплавов Стеллита для конкретных применений в турбонагнетателях?
Какие методы испытаний обеспечивают надежность и производительность ваших лопаток турбонагнетателей, обработанных на станках с ЧПУ?
