Возможности ремонта длинных осей с использованием технологии лазерного напыления
В отраслях, где оборудование работает в экстремальных условиях, целостность оси имеет решающее значение для безопасной и эффективной работы. Будь то в аэрокосмической отрасли, автомобилестроении, энергетике или морских приложениях, отказ критического компонента оси может привести к дорогостоящим простоям, ремонту или, в худшем случае, к катастрофическому разрушению. Технология лазерного напыления стала мощным, устойчивым и эффективным решением для ремонта длинных осей, обеспечивая точное восстановление и улучшение поверхностных свойств оси. Лазерное напыление включает нанесение материала на подложку с помощью высокоэнергетического лазера, что позволяет точно контролировать процесс и получать равномерный высокопроизводительный напыленный слой.
В отличие от традиционных методов ремонта, лазерное напыление минимизирует зону термического влияния, сохраняя основные свойства материала и значительно продлевая срок службы длинных осей в высоконагруженных приложениях. Способность лазерного напыления восстанавливать оси до их первоначальной функциональности — а часто и превосходить её — сделала эту технологию всё более ценной в отраслях, зависящих от компонентов длинных осей. От аэрокосмической отрасли до нефтегазовой производители стали полагаться на лазерное напыление не только для ремонта, но и для повышения производительности и долговечности своего оборудования.
Обзор технологии лазерного напыления для длинных осей
Технология лазерного напыления использует сфокусированный лазер для расплавления напыляемого материала, обычно высокопроизводительного порошка сплава, на поверхности оси или аналогичного компонента. Этот точный процесс нанесения обеспечивает равномерное сцепление покрытия, добавляя слой, устойчивый к износу, коррозии и другим формам деградации. Лазерное напыление является привлекательной альтернативой традиционным методам ремонта, таким как сварка и термическое напыление, поскольку оно обеспечивает
высококачественную отделку,
минимальную зону термического влияния и
настраиваемые покрытия, адаптированные под конкретные требования.
Традиционные методы ремонта, такие как сварка, имеют ограничения применительно к длинным осям. Сварка может вызывать большие зоны термического влияния, искажая подложку или вызывая внутренние напряжения, которые ставят под угрозу целостность детали. В отличие от этого, лазерное напыление обеспечивает контролируемый, локализованный тепловой ввод, что позволяет минимизировать воздействие на окружающий материал, сохранить микроструктуру оси и улучшить её производительность.
Подходящие материалы для ремонта длинных осей методом лазерного напыления
Лазерное напыление совместимо с широким спектром материалов, что позволяет производителям адаптировать ремонт для удовлетворения конкретных отраслевых требований. Вот некоторые из наиболее подходящих материалов для ремонта длинных осей.
Сплавы Inconel
Сплавы Inconel — это высокопроизводительные материалы, известные своей прочностью, стойкостью к окислению и стабильностью при высоких температурах. Благодаря своей никель-хромовой матрице сплавы Inconel обладают высокой стойкостью к коррозии и усталости, что делает их идеальными для применений, работающих при экстремальных температурах, таких как газовые турбины и энергетическое оборудование. Лазерное напыление с использованием Inconel 625 и Inconel 718 обеспечивает долговременную защиту, сокращая необходимость частого ремонта и обслуживания в сложных условиях.
Сплавы Hastelloy
Сплавы Hastelloy широко известны своей исключительной коррозионной стойкостью и термической стабильностью. Состоящие из никель-молибден-хромовой матрицы, сплавы Hastelloy превосходно проявляют себя в химической переработке и нефтегазовых приложениях, где компоненты регулярно подвергаются воздействию агрессивных химикатов. Лазерное напыление с использованием Hastelloy C-276 и Hastelloy X высокоэффективно в условиях с колеблющимися температурами и коррозионными средами, сохраняя целостность и производительность оси.
Титановые сплавы
Титановые сплавы, в частности Ti-6Al-4V, — это легкие, но высокопрочные материалы с отличной коррозионной стойкостью. Они часто используются в приложениях, где снижение веса имеет решающее значение, например, в аэрокосмической и морской средах. С помощью лазерного напыления титановые сплавы могут укреплять поверхности осей для сопротивления износу и коррозии, сохраняя долговечность и надежность в суровых условиях. Уменьшенный вес также повышает энергоэффективность в системах, где вес оси влияет на общую производительность.
Производственный процесс лазерного напыления
Лазерное напыление требует тщательно контролируемых этапов для достижения оптимальной производительности и надежности, особенно применительно к длинным осям.
Подготовка материала
Первый этап лазерного напыления включает выбор подходящего материала для ремонта. Напыляемый материал, будь то Inconel, Hastelloy, титановый сплав или другой подходящий материал, должен быть подготовлен в виде мелкого порошка. Этот порошок тщательно выбирается на основе условий эксплуатации оси и требований к производительности. Такие факторы, как термостойкость, коррозионная стойкость и характеристики износа, гарантируют, что материал обеспечивает желаемые свойства для данного применения.
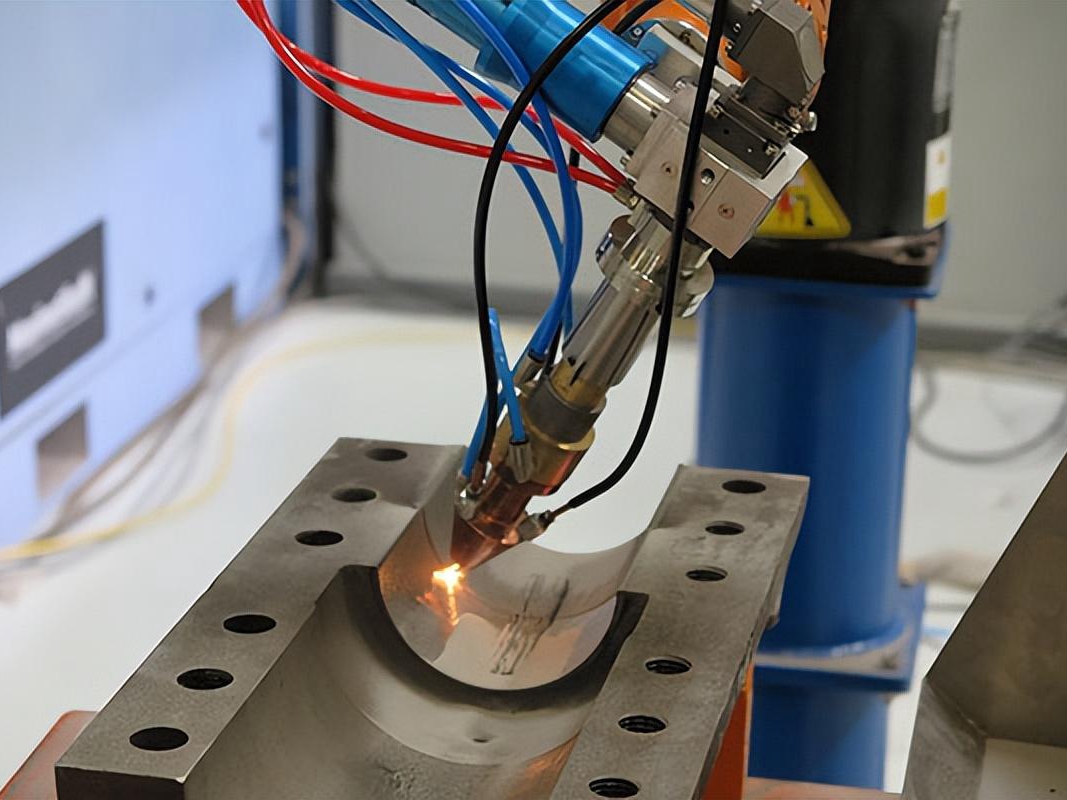
Выполнение лазерного напыления
В процессе напыления высокоэнергетический лазер расплавляет напыляемый материал и наносит его на поверхность оси. Этот локализованный тепловой ввод обеспечивает минимальное искажение и ограниченную зону термического влияния, что критически важно для сохранения исходных свойств оси. Процесс лазерного напыления автоматизирован и контролируется в реальном времени для управления скоростью нанесения, расходом порошка и мощностью лазера, обеспечивая постоянный и равномерный слой по всей поверхности оси. Для длинных осей лазерная система точно перемещается вдоль компонента, чтобы обеспечить бесшовное покрытие, повышающее долговечность и производительность оси.
Мониторинг в реальном времени
Мониторинг процесса напыления необходим для поддержания качества. Продвинутые датчики и камеры отслеживают движение лазера, нанесение порошка и температуру, позволяя операторам вносить необходимые корректировки. Этот мониторинг гарантирует, что толщина слоя равномерна и соответствует необходимым спецификациям. Мониторинг в реальном времени также помогает предотвратить дефекты, такие как трещины или неполное сцепление, которые могут поставить под угрозу долговечность ремонта.
Технологии постобработки для длинных осей после лазерного напыления
После завершения процесса лазерного напыления часто требуются дополнительные этапы постобработки для оптимизации производительности оси. Эти этапы включают горячее изостатическое прессование (ГИП), термообработку, ЧПУ-обработку и испытания материалов.
Горячее изостатическое прессование (ГИП)
ГИП — это технология постобработки, которая предполагает воздействие высокого давления и температуры на ось после напыления. Этот э�ап снижает внутреннюю пористость и улучшает механические свойства, обеспечивая бесшовное сцепление напыленного материала с подложкой. Повышая плотность и устраняя захваченные газы, ГИП максимизирует прочность и долговечность оси, продлевая её срок службы в суровых условиях эксплуатации.
Термообработка
Термообработка используется для снятия остаточных напряжений и улучшения микроструктуры напыленного материала. Этот этап улучшает механические свойства и стойкость оси, делая её более устойчивой к усталости и износу. Термообработка необходима для длинных осей, испытывающих значительные нагрузки и крутящий момент во время работы, так как она помогает равномерно распределить напряжение по всему компоненту.
ЧПУ-обработка
После термообработки часто необходима ЧПУ-обработка для достижения точных размеров, требуемых для бесшовной установки оси в её сборку. ЧПУ-обработка обеспечивает жесткие допуски и гладкую поверхность, что критически важно для поддержания функциональности оси и совместимости с другими компонентами. Она удаляет излишки напыленного материала, создавая качественную, высококачественную отделку, соответствующую отраслевым стандартам.
Испытания и анализ материалов
Испытания материалов проводятся для подтверждения соответствия отремонтированной оси требованиям к производительности. Это включает анализ микроструктуры, твердости и коррозионной стойкости напыленного слоя для обеспечения качества ремонта. Испытания материалов — это важный этап обеспечения качества, который подтверждает пригодность оси для требовательных применений.
Испытания и обеспечение качества
Различные испытания и меры обеспечения качества гарантируют, что длинные оси после лазерного напыления соответствуют отраслевым стандартам.
Испытания на координатно-измерительной машине (КИМ)
Испытания на КИМ проверяют размерную точность оси после напыления и механической обработки. Это гарантирует, что отремонтированная ось соответствует заданным допускам и геометрическим параметрам, что критически важно для сборок, где важна точность. Это гарантирует, что отремонтированная ось соответствует заданным допускам и геометрическим параметрам, что критически важно для сборок, где важна точность.
Рентгеновское и ультразвуковое тестирование
Неразрушающие методы контроля, такие как рентгеновское и ультразвуковое тестирование, обнаруживают подповерхностные дефекты, пустоты или неоднородности в напыленном слое. Эти методы обеспечивают четкое изображение внутренней структуры, подтверждая, что в оси нет скрытых слабых мест, которые могут привести к преждевременному отказу.
Анализ на сканирующем электронном микроскопе (СЭМ)
Анализ на СЭМ исследует микроструктуру напыленного слоя, гарантируя, что нанесенный материал правильно сцепился с подложкой. Этот детальный анализ ценен для обнаружения микроскопических дефектов, которые могут повлиять на производительность компонента.
Испытания на усталость и коррозию
Испытания на усталость оценивают устойчивость оси к повторяющимся нагрузкам, в то время как испытания на коррозию гарантируют, что материал может выдерживать суровые условия окружающей среды. Эти испытания имеют решающее значение для аэрокосмической, нефтегазовой и морской отраслей, где оси подвергаются непрерывному износу и воздействию коррозионных сред.
Отрасли и применения для длинных осей после лазерного напыления
Технология лазерного напыления используется в различных отраслях для ремонта и улучшения длинных осей в требовательных приложениях.
Аэрокосмическая и авиационная промышленность
� аэрокосмической и авиационной промышленности оси подвергаются высоким нагрузкам, экстремальным температурам и коррозионным средам. Лазерное напыление обеспечивает прочность и долговечность, необходимые для противостояния этим условиям, что делает его популярным выбором для ремонта компонентов шасси и конструкционных осей. Эта технология гарантирует, что оси сохраняют целостность даже при экстремальных требованиях аэрокосмических применений.
Энергетика
Энергетика полагается на тяжелые оси, выдерживающие высокие нагрузки и термические напряжения. Лазерное напыление повышает долговечность осей в турбинах, генераторах и другом критически важном энергетическом оборудовании, минимизируя простои и техническое обслуживание, тем самым обеспечивая операционную эффективность и снижая долгосрочные затраты.
Нефтегазовая отрасль
В нефтегазовой отрасли часто встречаются коррозионные химикаты и среды высокого давления, которые могут вызывать деградацию компонентов осей. Лазерное напыление такими материалами, как Hastelloy, обеспечивает необходимую коррозионную стойкость для долговечной работы в трубопроводах, буровом оборудовании и насосах, что делает его идеальным решением для оборудования, подверженного воздействию агрессивных сред.
Морская отрасль
Морская среда является высококоррозионной, особенно для компонентов движительных систем и палубных механизмов. Лазерное напыление титановыми сплавами или другими коррозионно-стойкими материалами может значительно продлить срок службы морских осей, тем самым повышая надежность в условиях соленой воды и обеспечивая долговечность критически важных компонентов.
Автомобильная промышленность
Тяжелые грузовики и внедорожники требуют прочных осей для работы с высокими нагрузками и абразивными условиями. Автомобильные применения выигрывают от лазерного напыления как экономически эффективного решения для ремонта и улучшения автомобильных осей, тем самым снижая потребность в частой замене и улучшая общую производительность транспортного средства, особенно в условиях высоких нагрузок и требовательной среды.
Часто задаваемые вопросы
Что такое лазерное напыление и как оно помогает в ремонте длинных осей?
Какие отрасли обычно используют лазерное напыление для ремонта и улучшения осей?
Как лазерное напыление сравнивается с традиционными методами ремонта, такими как сварка?
Какие материалы лучше всего подходят для ремонта длинных осей методом лазерного напыления?
Какие методы испытаний обеспечивают качество и долговечность осей после лазерного напыления?
