Теплозащитное покрытие (TBC) для повышения характеристик жаропрочных сплавов
Керамическая изоляция для максимальной долговечности жаропрочных сплавов
Компоненты из жаропрочных сплавов в турбинных двигателях, энергетических системах и теплообменниках обычно работают при температурах выше 1000°C. Даже при отличной окалиностойкости и сопротивлении ползучести длительное воздействие вызывает деградацию поверхности и структурную усталость. Теплозащитные покрытия (TBC) обеспечивают критически важную теплоизоляцию, снижая температуру поверхности металла до 150–200°C и значительно продлевая срок службы деталей.
Neway AeroTech предлагает плазменные керамические системы TBC для турбинных лопаток, направляющих аппаратов, камер сгорания и выхлопного оборудования, изготовленных из сплавов Inconel, Rene, CMSX и Hastelloy.
Структура и материалы системы TBC
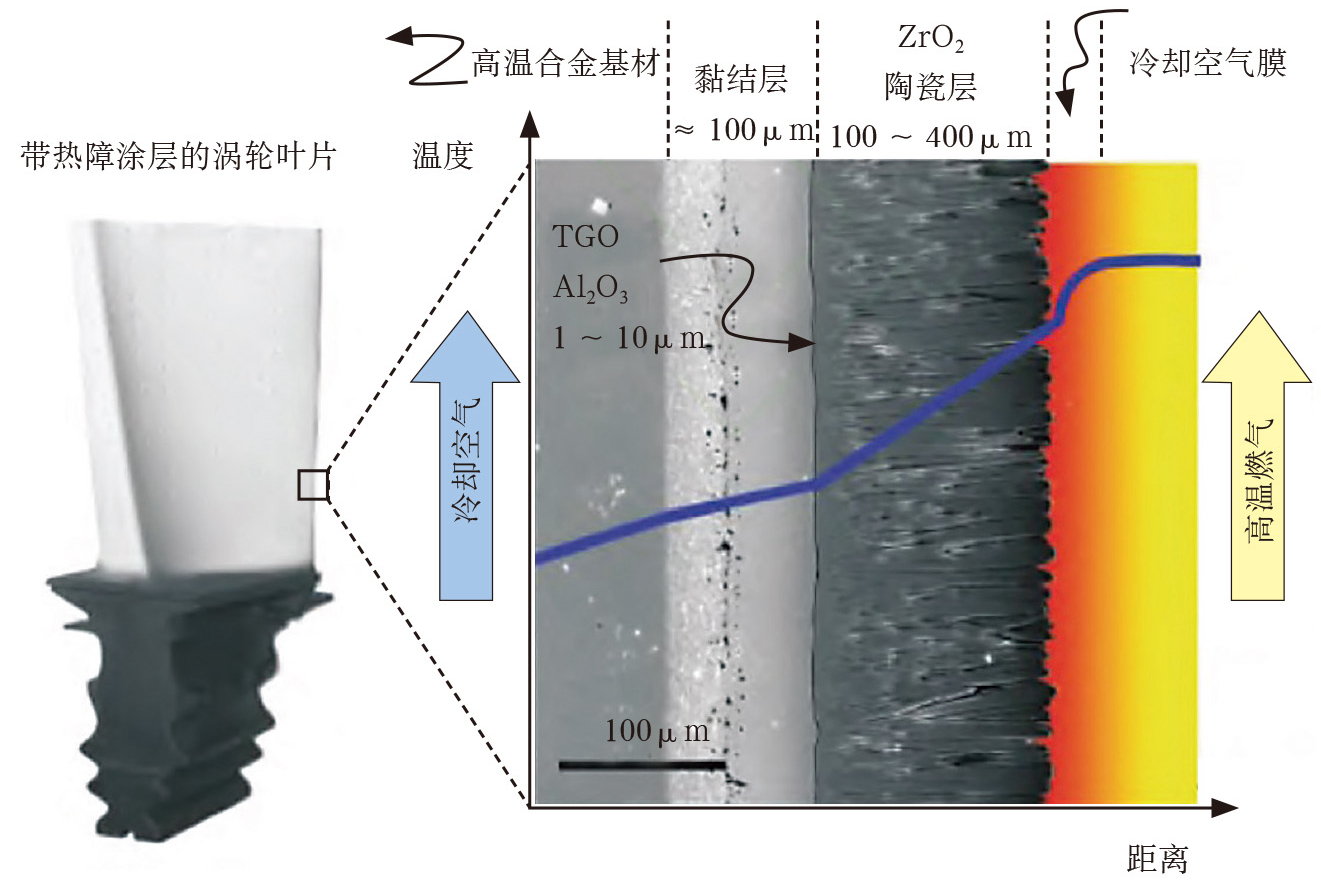
Стандартная система TBC включает два основных слоя, наносимых методом плазменного напыления или электронно-лучевого физического осаждения из паровой фазы (EB-PVD):
Связующий слой (150–250 мкм): Слой MCrAlY обеспечивает адгезию и окалиностойкость
Верхний слой (80–300 мкм): Керамика из диоксида циркония, стабилизированного оксидом иттрия (YSZ), для теплоизоляции и компенсации деформаций
Подложка: Компонент из жаропрочного сплава, отлитый или обработанный по спецификации, подвергнутый пескоструйной обработке перед нанесением покрытия
Плазменные покрытия обеспечивают пористость 10–15% для термостойкости. EB-PVD позволяет создавать перьевидные структуры для охлаждения турбинных лопаток.
Жаропрочные сплавы, обычно защищаемые TBC
Сплав | Макс. темп. (°C) | Покрываемые компоненты | Отрасль |
|---|---|---|---|
1050 | Направляющие аппараты статора, корпуса выхлопа | ||
980 | Сегменты соплового аппарата ВВД | ||
1140 | Лопатки первой ступени | ||
1175 | Огневые трубы камер сгорания |
TBC снижают окисление, задерживают начало ползучести и защищают тонкие сечения от тепловой деформации.
Пример из практики: Плазменное напыление YSZ на лопатки CMSX-4
Предпосылки проекта
Производителю турбин требовалось TBC для CMSX-4 лопаток, работающих при 1100°C. Плазменное напыление YSZ (8 мас.% Y₂O₃) было нанесено толщиной 180 мкм поверх связующего слоя NiCoCrAlY толщиной 200 мкм. TBC снизило температуру поверхности металла на 140°C и увеличило срок службы до ползучести в 1,8 раза.
Типичные компоненты с покрытием TBC и области применения
Компонент | Подложка | Толщина TBC | Отрасль |
|---|---|---|---|
Лопатка ротора | Inconel 738 | 250 мкм | |
Сегмент направляющего аппарата | Rene 88 | 220 мкм | |
Лопатка первой ступени | CMSX-4 | 180 мкм | |
Панель камеры сгорания | Hastelloy X | 200 мкм |
Все детали были испытаны на адгезию, пористость, термостойкость и целостность поверхности.
Проблемы и решения при нанесении TBC
Риск расслоения, когда несоответствие теплового расширения между подложкой и керамикой превышает 15 × 10⁻⁶/K
Эрозия при скорости газового потока >30 м/с со временем уменьшает толщину верхнего слоя — уплотнение материала повышает долговечность
Образование окалины под связующим слоем, если подготовка поверхности или среда не контролируются
Требуется Ra ≤ 5 мкм для уплотнительных поверхностей после TBC, что должно достигаться притиркой или маскированием
Термическая усталость при >1000 циклов требует пористости верхнего слоя, компенсирующей деформации, и столбчатой микроструктуры
Плазменные решения TBC для компонентов из высокотемпературных сплавов
Плазменное напыление при 45–55 кВт для равномерного осаждения верхнего слоя толщиной 100–250 мкм
Прецизионное маскирование ±0,1 мм для защиты уплотнительных и резьбовых элементов
Пескоструйная обработка связующего слоя до 4–6 Ra мкм и нанесение NiCoCrAlY для контроля окисления
YSZ с 8 мас.% Y₂O₃ стабилизирован для высокой стойкости к термическим циклам до 1200°C
Проверка после нанесения покрытия с помощью КИМ, РЭМ и рентгеновского контроля
Результаты и проверка
Выполнение процесса нанесения покрытия
Покрытия наносились в вакуумной плазменной камере с мониторингом теплового напыления в реальном времени. Параметры напыления корректировались в зависимости от геометрии и подложки.
Тепловые характеристики
Поверхности с покрытием YSZ показали снижение температуры поверхности на 140–160°C при газовом потоке 1100°C. Детали прошли испытание на термостойкость в 1000 циклов.
Финишная обработка поверхности
Критические размеры были сохранены после нанесения покрытия, уплотнительные поверхности отшлифованы до Ra 4,5 мкм. Равномерность толщины покрытия поддерживалась в пределах ±10 мкм.
Контроль
КИМ проверил геометрию. РЭМ подтвердил пористость 10–12% без микротрещин. Рентгеновский контроль подтвердил целостность линии сцепления.
Часто задаваемые вопросы
Какова максимальная рабочая температура для систем TBC на основе YSZ?
Можно ли повторно наносить TBC после эксплуатации или удаления?
Какие материалы связующего слоя обычно используются для жаропрочных сплавов турбин?
Как толщина TBC влияет на срок службы компонента и охлаждение?
Применимы ли TBC к деталям камер сгорания, сопел и направляющих аппаратов?
