Детали для глубокого сверления отверстий в суперсплавах, обработка микроотверстий на ЧПУ
Высокоточное сверление для критически важных применений
Сверление микроотверстий и глубоких отверстий в суперсплавах имеет решающее значение для компонентов, подвергающихся воздействию высоких температур, давления и циклических нагрузок. В 2024 году резко вырос спрос на прецизионно просверленные каналы охлаждения для реактивных двигателей, силовых турбин и химических реакторов, требующие допусков ЧПУ менее 10 мкм и глубины отверстий, превышающей 20×D.
Neway AeroTech предоставляет передовые услуги по обработке суперсплавов на ЧПУ и глубокому сверлению отверстий для аэрокосмических сплавов, таких как Inconel 718, CMSX-4 и Rene 88, предназначенных для критически важных компонентов газовых и жидкостных потоков.
Ключевые технологии обработки микроотверстий на ЧПУ
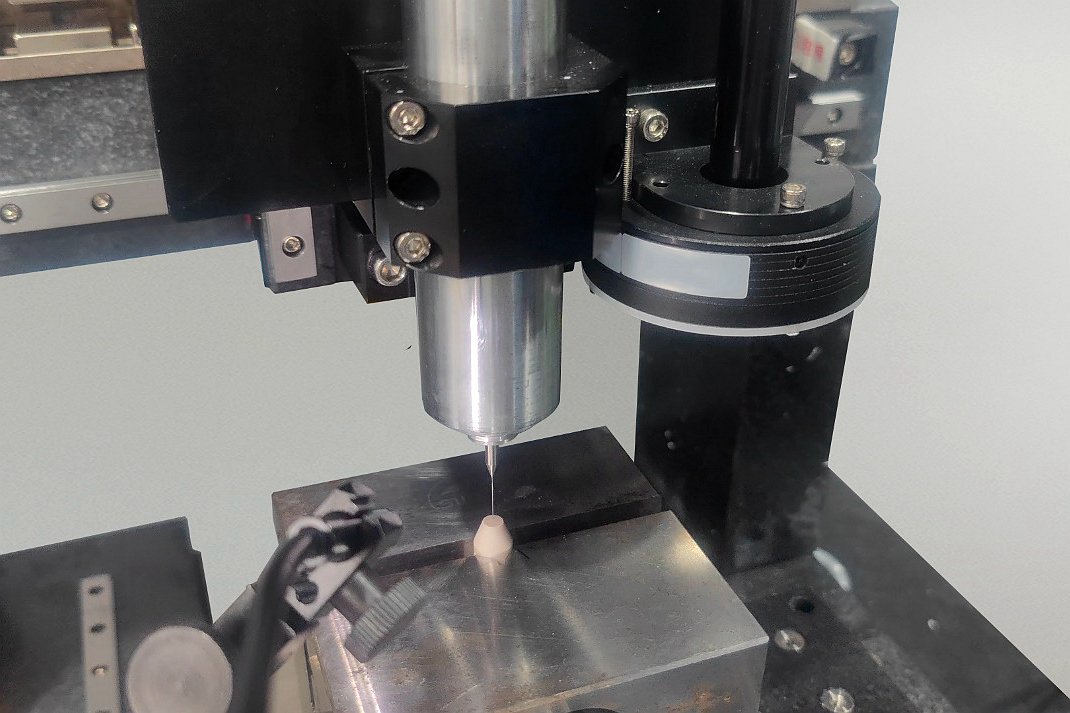
Компания Neway AeroTech использует высокоточные 5-осевые обрабатывающие центры и электроэрозионную обработку (ЭЭО) для создания микроотверстий в труднообрабатываемых суперсплавах.
Глубокое сверление отверстий глубиной до 25×D с использованием твердосплавных сверл с подачей охлаждающей жидкости.
Микро-ЭЭО для отверстий диаметром менее 0,3 мм и элементов, устойчивых к высоким температурам.
Орбитальное сверление и циклы сверления с прерыванием стружки уменьшают заусенцы и улучшают прямолинейность стенок.
Контроль в процессе обработки обеспечивает точность позиционирования в пределах ±5 мкм для отверстий под углом.
Все процессы соответствуют стандартам NADCAP и AS9100D для деталей, критически важных для полетов, и турбинных систем.
Типичные материалы суперсплавов для обработки микроотверстий
Сплав | Макс. температура (°C) | Предел текучести (МПа) | Применение |
|---|---|---|---|
704 | 1035 | Топливные форсунки, каналы охлаждения | |
1140 | 980 | Лопатки турбин, отверстия для импинджмент-охлаждения | |
980 | 1250 | Вентиляционные отверстия корпусов двигателей | |
920 | 1265 | Охлаждающие порты направляющих лопаток сопел |
Сплавы выбираются исходя из их окислительной стойкости, сохранения прочности и обрабатываемости в условиях тепловых градиентов.
Исследование случая: Микроотверстия охлаждения для сегмента лопатки турбины
Описание проекта
Производителю турбин потребовалось изготовить охлаждающие отверстия диаметром менее 0,6 мм под сложными углами в сегменте из сплава CMSX-4 толщиной 5 мм. Допуск составлял ±0,01 мм без термической деформации или конусности. Для достижения требуемой геометрии и металлургического качества совместно использовались инструменты для глубокого сверления и электроэрозионная обработка.
Типичные модели просверленных компонентов и области их применения
Модель детали | Описание | Материал | Глубина отверстия | Отрасль |
|---|---|---|---|---|
VN-300 | Лопатка с 18 микроотверстиями для импинджмент-охлаждения под углом 30°–60° | CMSX-4 | 8×D | |
TN-120 | Вставка сопла турбины с пленочными отверстиями 0,4 мм | Rene 88 | 6×D | |
EIH-200 | Коллектор теплообменника с параллельными массивами отверстий | Inconel 718 | 15×D | |
PCH-480 | Герметичный корпус с радиальными вентиляционными отверстиями | Nimonic 90 | 10×D |
Точность отверстий и угол входа были критически важны для последующего потока жидкости и сопротивления усталости.
Проблемы ЧПУ при глубоком сверлении отверстий в суперсплавах
Прогиб инструмента более 0,03 мм из-за соотношения сторон, превышающего 10×D.
Термическое разупрочнение при температуре >600°C в плохо проводящем сплаве CMSX приводит к нестабильности размеров.
Микротрещины во время ЭЭО требуют оптимизированного управления импульсами, чтобы избежать слоя повторного наплавления толщиной >2 мкм.
Отклонение отверстия на длинных участках, вызванное засорением стружкой без промывки под высоким давлением (>80 бар).
Сверление под углом более 45° требует 5-осевой компенсации и многоэтапного входа сверла.
Решения ЧПУ для глубокого сверления и обработки микроотверстий
Охлаждающая жидкость под высоким давлением 100 бар используется для удаления стружки в отверстиях из сплава Inconel 718 глубиной >12×D.
Предварительные орбитальные отверстия с чистовой ЭЭО позволили достичь диаметра 0,3 мм с отклонением круглости <2 мкм.
Циклы сверления с прерыванием стружки и мониторингом крутящего момента снизили ломкость инструмента на 40%.
Закрепление заготовки с 5-сторонним зажимом обеспечило отклонение углового отверстия в пределах ±0,005 мм.
Очистка после ЭЭО и пассивация устранили загрязнение слоем повторного наплавления.
Результаты и проверка
Методы производства
Компоненты были обработаны из заготовок, полученных методом вакуумного литья по выплавляемым моделям, и доработаны с использованием систем 5-осевой обработки на ЧПУ и глубокого сверления отверстий. Многоосевое сверление обеспечило контроль радиального входа на переменных контурах и сложных геометриях стенок.
Прецизионная финишная обработка
Микроотверстия были доработаны до шероховатости Ra ≤ 0,4 мкм с помощью ЭЭО и циклов развертывания. Системы глубокого сверления отверстий с биением <0,01 мм обеспечили круглость, в то время как многоэтапное направляющее сверление и твердосплавный инструмент с подачей охлаждающей жидкости поддерживали глубину отверстий до 20×D.
Последующая обработка
Горячее изостатическое прессование (ГИП) удалило внутреннюю пористость, после чего была проведена термообработка для снятия напряжений при температуре 870–980°C. Поверхностная пассивация и опциональное нанесение покрытия обеспечили долгосрочную коррозионную и термическую стойкость.
Контроль качества
КИМ (Координатно-измерительная машина) подтвердила прямолинейность отверстий в пределах ±0,006 мм; СЭМ (Сканирующий электронный микроскоп) исследовал целостность входной кромки; а Рентгеновский контроль подтвердил выравнивание скрытых элементов. Все детали прошли проверку на утечку гелия и валидацию на многоцикловую усталость в соответствии со спецификациями заказчика.
Часто задаваемые вопросы
Каков минимальный диаметр, достижимый при глубоком сверлении отверстий в суперсплавах?
Как вы поддерживаете прямолинейность отверстия в длинных отверстиях?
Можно ли объединить ЭЭО и сверление в одном процессе?
Какие материалы лучше всего подходят для микроканалов охлаждения?
Какие испытания требуются для подтверждения эффективности термических отверстий?
