PWA 1484 Производитель однокристальных литых морских силовых установок
Введение
PWA 1484 — это жаропрочный никелевый сплав второго поколения с монокристаллической (SX) структурой, разработанный для исключительной ползучестойкости, окалиностойкости и структурной целостности в высокотемпературных средах. Изначально созданный для аэрокосмических турбин, его превосходные характеристики также делают его идеальным для морских силовых установок, работающих в условиях экстремальных тепловых и механических нагрузок. Как специализированный производитель монокристаллического литья, мы изготавливаем силовые компоненты из PWA 1484 с ориентацией [001], жесткими допусками на размеры (±0,05 мм) и пористостью менее 1%.
Наши отливки адаптированы для морских газовых турбин, турбонагнетателей и выхлопных компонентов, где критически важны долговременная прочность и сопротивление ползучести.
Основная технология: Монокристаллическое литье PWA 1484
Мы используем вакуумную направленную кристаллизацию для производства морских компонентов из PWA 1484 с монокристаллической ориентацией [001]. Сплав вакуумно плавится и отливается при температуре ~1460°C в керамические оболочковые формы, предварительно нагретые до ~1100°C. Формы извлекаются со скоростью 1–3 мм/мин в печи Бриджмена для создания монокристаллических структур, что устраняет границы зерен и повышает сопротивление ползучести, срок службы при термической усталости и окалиностойкость.
Материальные характеристики сплава PWA 1484
PWA 1484 — это упрочненный γ′-фазой монокристаллический никелевый жаропрочный сплав с отличной механической и химической стабильностью при высоких температурах. Он широко используется в лопатках турбин первой ступени и горячесекционных конструкционных деталях. Ключевые свойства включают:
Свойство | Значение |
|---|---|
Плотность | 8,9 г/см³ |
Предел прочности при растяжении (при 1093°C) | ≥1140 МПа |
Длительная прочность на ползучесть (1000ч @ 1093°C) | ≥200 МПа |
Предельная рабочая температура | До 1200°C |
Окалиностойкость | Отличная |
Структура зерна | Монокристалл [001] |
Эти свойства позволяют компонентам из PWA 1484 сохранять размерную и механическую целостность в морских турбинах, подверженных высоким тепловым градиентам и коррозионным газовым потокам.
Пример из практики: Производство лопаток морской газовой турбины
Предпосылки проекта
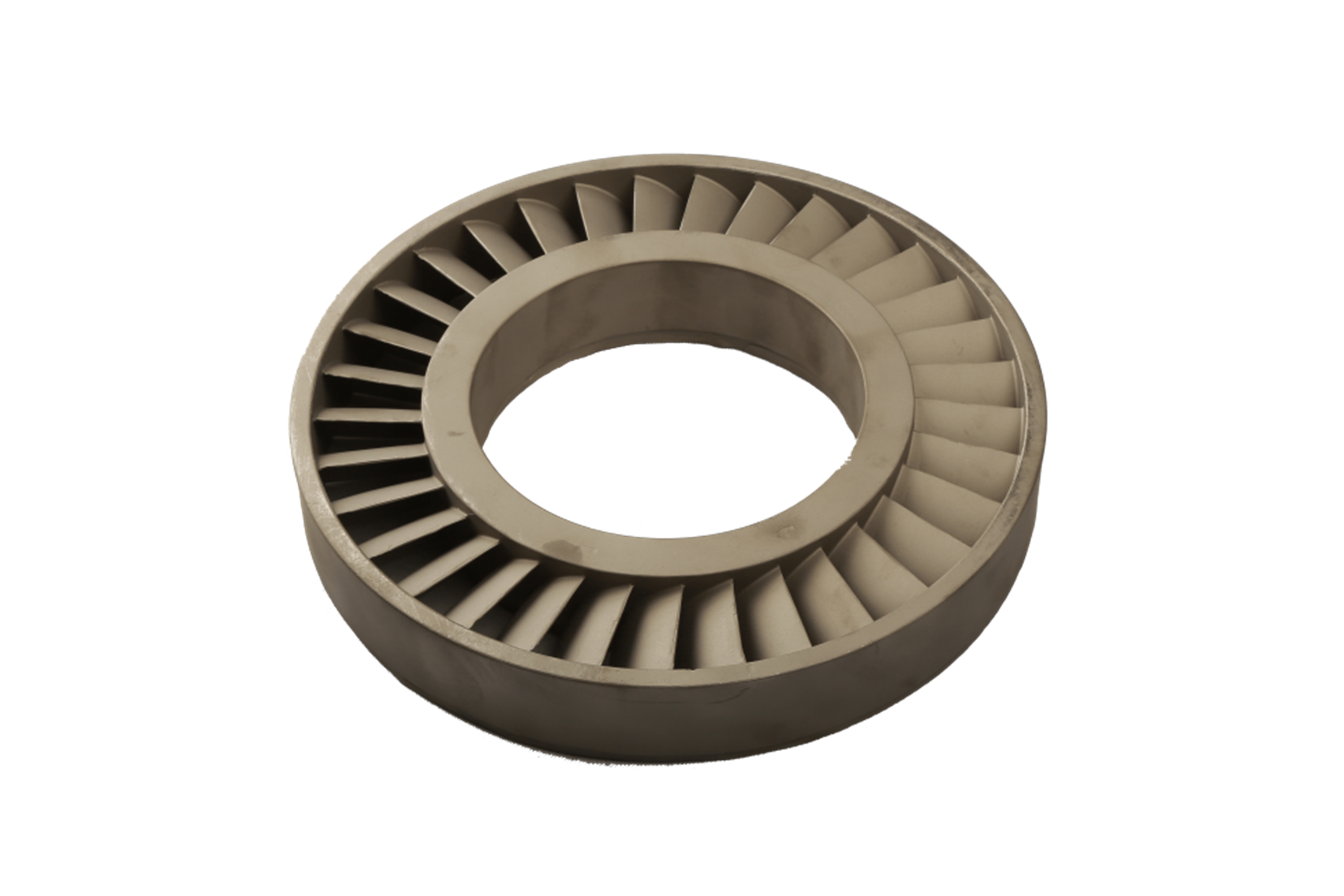
Подрядчик по морским силовым установкам требовал лопатки первой ступени и сопловые компоненты для высокопроизводительной морской газовой турбины, используемой на корабле класса фрегат. Лопатки должны были выдерживать условия выхлопа при 1150°C и продукты сгорания, содержащие соль. PWA 1484 был выбран благодаря своей долговременной прочности и высокой длительной прочности на ползучесть. Мы поставили монокристаллические, вакуумно-литые компоненты с обработкой ГИП, чистовой обработкой на ЧПУ и термобарьерными покрытиями, нанесенными методом ЭЛИ-ИП.
Типичные области применения в морских силовых установках
Лопатки морских газовых турбин (например, LM2500 Marine, WR-21): Монокристаллические лопатки из PWA 1484 выдерживают экстремальное давление и температуру в судовых газовых турбинах с длительными миссионными профилями.
Направляющие лопатки выхлопного сопла: Монокристаллические лопатки, используемые в соплах морских турбин, требующие низкого теплового расширения, окалиностойкости и точности размеров.
Высокотемпературные переходные каналы: Неподвижные монокристаллические отливки, подверженные теплу выхлопа и высокоскоростному потоку между камерой сгорания и входными ступенями турбины.
Лопатки ротора турбонагнетателя (Гибридные системы морских дизелей): Лопатки из PWA 1484 в современных вспомогательных судовых двигателях с экстремальным термическим циклированием и воздействием окисления.
Эти детали работают в средах, богатых солью, с высоким циклированием, что требует высокой надежности и термической стабильности, которые обеспечивает PWA 1484.
Производственные решения для морских компонентов из PWA 1484
Процесс литья Восковые сборки заформовываются в керамические формы и вакуумно отливаются при ~1460°C. Извлечение формы точно контролируется для получения монокристаллической ориентации [001]. Профили охлаждения оптимизированы для предотвращения образования посторонних зерен и внутренних дефектов.
Последующая обработка Горячее изостатическое прессование (ГИП) при ~1190°C и 100 МПа повышает плотность и устраняет пористость. Последовательности термообработки оптимизируют выделение γ′-фазы для максимального сопротивления ползучести и усталости.
Механическая обработка Обработка на станках с ЧПУ завершает создание прецизионных элементов, включая посадочные места хвостовиков, монтажные поверхности и выходные кромки. Электроэрозионная обработка (ЭЭО) используется для обеспечения жестких допусков на профиль лопатки. Глубокое сверление позволяет интегрировать каналы охлаждения.
Поверхностная обработка Термобарьерные покрытия (ТБП) наносятся методом ЭЛИ-ИП или ВПН для защиты поверхностей от термического окисления. Алюминидные покрытия могут использоваться для дополнительной защиты от солевой коррозии в морских условиях.
Испытания и контроль Все компоненты подвергаются рентгеновскому НК, проверке размеров на КИМ, испытаниям на растяжение и ползучесть при повышенных температурах и металлографическому анализу для подтверждения монокристаллической структуры, распределения γ′-фазы и адгезии покрытия.
Основные производственные задачи
Сохранение монокристаллической ориентации [001] в сложных, многоосевых геометриях лопаток.
Предотвращение образования посторонних зерен и рекристаллизации в процессе кристаллизации и термообработки.
Обеспечение окалиностойкости и усталостной долговечности в богатых солью высокотемпературных выхлопных потоках.
Результаты и проверка
Целостность монокристалла подтверждена дифракцией Лауэ и СЭМ-микроскопией структуры.
Точность размеров в пределах ±0,05 мм подтверждена 3D-сканированием на КИМ.
Длительная прочность на ползучесть ≥200 МПа при 1093°C подтверждена 1000-часовыми испытаниями.
Окалиностойкость поверхности сохранена после 1000 циклов морского соляного тумана/термоциклирования.
Часто задаваемые вопросы
Почему PWA 1484 подходит для применения в литых деталях морских газовых турбин?
Как вы контролируете ориентацию монокристалла в процессе литья?
Можно ли адаптировать детали из PWA 1484 под компоновку морских силовых установок?
Какие покрытия используются для повышения окалиностойкости и устойчивости к солевой коррозии?
Какие методы контроля подтверждают структурное качество монокристаллических морских компонентов?
