Литье из сплава Inconel 738 с равноосной кристаллической структурой для колес газовых турбин
Литье из сплава Inconel 738 с равноосной кристаллической структурой применяется для компонентов колес газовых турбин, когда требуются высокая жаропрочность, окалиностойкость, стабильность литья и размерная надежность. Колеса газовых турбин работают в сложных условиях, где центробежная нагрузка, термические циклы, воздействие горячих газов и вибрация могут влиять на срок службы. Для таких применений выбор материала и качество литья должны контролироваться с самого начала производственного процесса.
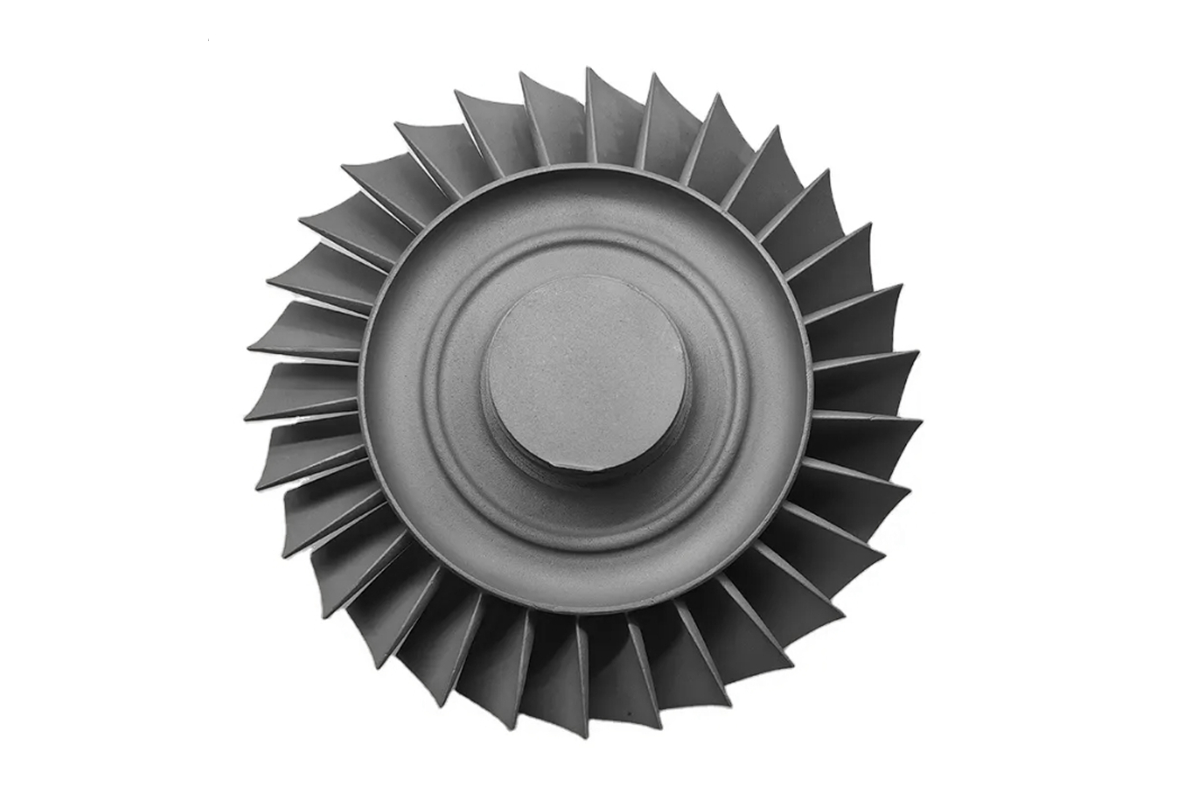
Inconel 738, также известный как IN738, представляет собой литейный никелевый суперсплав, обычно используемый для высокотемпературных турбинных компонентов. Когда колесо газовой турбины проектируется как компонент из литого суперсплава, литье с равноосной кристаллической структурой может обеспечить практический путь для производства сложной геометрии при балансировке стоимости, технологичности и высокотемпературных характеристик.
В компании NewayAeroTech производство колес газовых турбин из сплава Inconel 738 может быть оценено по полному маршруту, включающему анализ сплава, литье с равноосной кристаллической структурой, термообработку, ЧПУ-обработку, финишную обработку поверхности и окончательный контроль.
Почему Inconel 738 используется для колес газовых турбин
Колеса газовых турбин требуют материалов, способных сохранять механическую прочность и размерную стабильность при повышенных температурах. Материал также должен противостоять окислению, горячей коррозии и термической усталости во время работы двигателя.
Inconel 738 подходит для многих применений литых турбинных колес, поскольку он обеспечивает:
Высокотемпературную прочность для условий работы турбины
Хорошую стойкость к окислению и горячей коррозии
Пригодность для вакуумного литья по выплавляемым моделям
Стабильные характеристики для литых компонентов горячей секции
Более высокую производительность в горячей секции по сравнению со многими нержавеющими сталями общего назначения
Для индивидуальных проектов турбинных колес выбор сплава Inconel должен рассматриваться совместно с размером колеса, рабочей температурой, скоростью вращения, геометрией лопаток, конструкцией ступицы, требованиями к термообработке и стандартами контроля.
Что такое литье с равноосной кристаллической структурой?
Литье с равноосной кристаллической структурой создает структуру отливки, в которой зерна растут без предпочтительной ориентации монокристалла. Этот метод отличается от направленной кристаллизации или литья монокристаллов, которые часто используются для более специализированных применений турбинных лопаток.
Для многих статических и некоторых вращающихся литых компонентов литье с равноосной структурой обеспечивает практический баланс между технологичностью, стоимостью и производительностью. В проекте колеса газовой турбины пригодность литья с равноосной кристаллической структурой зависит от конструкции колеса, уровня напряжений, рабочей температуры, скорости вращения, целевого срока службы и спецификаций заказчика.
По сравнению с более продвинутыми методами контроля кристаллической структуры, литье с равноосной структурой может быть более подходящим, когда:
Конструкция детали допускает равноосную зернистую структуру
Заказчику требуется практический маршрут производства литейного суперсплава
Геометрия компонента сложна, но не требует характеристик монокристалла
Необходимо сбалансировать объем производства, стоимость оснастки и сроки поставки
Финальная механическая обработка и контроль могут подтвердить критические характеристики перед поставкой
Функция колеса газовой турбины и проблемы производства
Колесо газовой турбины является критическим вращающимся компонентом, который преобразует энергию горячего газа в механическое вращение. В зависимости от конструкции двигателя колесо может интегрировать лопатки, геометрию ступицы, интерфейсы вала, элементы, связанные с охлаждением, требования к балансировке и высокоточные монтажные поверхности.
Проблемы производства колес газовых турбин из сплава Inconel 738 включают:
Поддержание плотности литья в зонах перехода от толстой ступицы к тонким лопаткам
Контроль усадки, пористости, трещин и включений
Управление термическими напряжениями во время литья и термообработки
Сохранение профиля лопатки и симметрии колеса
Достижение точности отверстия вала, монтажной поверхности и базовых поверхностей после механической обработки
Контроль динамической балансировки для вращающегося сервиса
Проверка химического состава материала, внутреннего качества и окончательных размеров перед поставкой
Поскольку деталь является вращающейся и критически важной для эксплуатации, производственный процесс должен быть более строгим, чем простой заказ на литье. Поставщик должен понимать взаимосвязь между качеством литья, точностью механической обработки, термообработкой, балансировкой и контролем.
Маршрут вакуумного литья по выплавляемым моделям для турбинных колес из IN738
Вакуумное литье по выплавляемым моделям обычно используется для сложных турбинных деталей из суперсплавов, поскольку оно позволяет формировать геометрию, близкую к готовой форме, с уменьшением отходов на механическую обработку. Для колеса газовой турбины из сплава Inconel 738 литье может сформировать основной корпус колеса, геометрию лопаток, структуру ступицы и локальные переходы перед прецизионной механической обработкой.
Вакуумное литье по выплавляемым моделям полезно для компонентов из никелевых суперсплавов, поскольку этот процесс помогает контролировать окисление и поддерживает качество литья высокотемпературных сплавов. Для турбинных колес планирование литья должно учитывать систему литников, питание, контроль усадки, переход толщины стенок, стабильность оболочки и припуск на механическую обработку.
Важные точки контроля литья включают:
Точность восковой модели для геометрии лопаток и колеса
Прочность керамической оболочки и размерную стабильность
Дизайн потока металла и питания для зон перехода ступицы и лопаток
Контроль пористости, усадки, трещин и включений
Припуск на ЧПУ-обработку отверстия вала и монтажных интерфейсов
Планирование контроля внутренних дефектов и критических сечений
Для сложных высокотемпературных сплавов может быть рассмотрено литье специальных сплавов, когда компонент требует тщательного контроля сплава, моделирования литья, специального планирования процесса или стандартов приемки, специфичных для заказчика.
Термообработка для литых турбинных колес из Inconel 738
Термообработка является важным этапом для литых компонентов из сплава Inconel 738. Правильный маршрут термообработки может поддержать контроль микроструктуры, дисперсионное упрочнение, снятие напряжений и стабильность высокотемпературных характеристик.
Термообработка суперсплавов должна планироваться в соответствии со стандартом материала заказчика, требованиями чертежа и условиями эксплуатации. Для турбинных колес процесс термообработки также должен учитывать размерную стабильность и риск деформации, особенно в зонах лопаток, переходов ступицы и интерфейсов вала.
Перед термообработкой рекомендуется проверка марки материала и контроль отливки. После термообработки деталь может потребовать проверки размеров, контроля поверхности, анализа твердости или дальнейшего неразрушающего контроля в зависимости от спецификации проекта.
ЧПУ-обработка после литья с равноосной кристаллической структурой
Литье с равноосной кристаллической структурой создает заготовку турбинного колеса, близкую к готовой форме, но для прецизионных функциональных элементов требуется ЧПУ-обработка. Турбинное колесо обычно требует точного отверстия вала, торцевых поверхностей, монтажных поверхностей, элементов коррекции балансировки, базовых поверхностей и интерфейсов сборки.
ЧПУ-обработка суперсплавов важна, поскольку Inconel 738 трудно поддается механической обработке. Это требует подходящего инструмента, стабильного крепления, контролируемых параметров резания и тщательного контроля. Плохой контроль обработки может привести к размерным ошибкам, повреждению поверхности, следам вибрации или снижению точности сборки.
Типичные зоны ЧПУ-обработки могут включать:
Отверстие вала и внутренние монтажные элементы
Передние и задние базовые поверхности
Поверхности интерфейса ступицы
Зоны коррекции балансировки
Базовые поверхности для контроля и сборки
Локальные элементы лопаток или платформ, если это требуется чертежом
Припуск на механическую обработку должен быть запланирован на этапе литья. Если припуск слишком мал, окончательные размеры могут быть неисправимы. Если припуск слишком велик, возрастают затраты на обработку и износ инструмента.
Электроэрозионная обработка (EDM) и обработка локальных элементов
Некоторые элементы колес газовых турбин могут быть трудны для обработки обычными режущими инструментами, особенно если они узкие, глубокие, острые или расположены рядом со сложной геометрией лопаток. В таких случаях для обработки локальных элементов можно использовать электроэрозионную обработку (EDM).
Электроэрозионная обработка (EDM) суперсплавов может поддерживать создание локальных пазов, отверстий, острых границ или элементов с ограниченным доступом инструмента в компонентах из никелевых суперсплавов. EDM полезна, поскольку она может обрабатывать твердые и жаростойкие сплавы без reliance на высокие механические силы резания.
Если EDM используется на турбинном колесе, процесс должен контролировать качество кромок, слой переплава, состояние локальной поверхности и размерную точность. Для вращающихся компонентов любой локальный элемент также должен быть оценен на предмет концентрации напряжений и влияния на балансировку.
Контроль отливок колес газовых турбин из Inconel 738
Контроль имеет критическое значение, поскольку колеса газовых турбин являются вращающимися компонентами, подверженными высоким нагрузкам и температурам. План контроля должен проверять химический состав материала, плотность литья, состояние термообработки, обработанные размеры, качество поверхности и требования, связанные с балансировкой.
NewayAeroTech поддерживает испытания и анализ материалов суперсплавов для верификации сплава, анализа дефектов, размерного контроля и документации процессов.
Элемент контроля | Что проверять | Почему это важно |
|---|---|---|
Верификация материала | Марка Inconel 738, химический состав, записи о материале | Подтверждает соответствие сплава перед окончательной приемкой |
Контроль литья | Пористость, усадка, трещины, включения, деформация | Снижает риск отказа при высокотемпературном вращающемся сервисе |
Размерный контроль | Отверстие вала, геометрия ступицы, поверхности, профиль лопатки, базовые элементы | Обеспечивает точность сборки и согласованность геометрии колеса |
Контроль поверхности | Поверхностные трещины, следы обработки, качество кромок после EDM, повреждения при handling | Помогает предотвратить зарождение трещин и локальную концентрацию напряжений |
Контроль балансировки | Статическая или динамическая балансировка согласно чертежу или требованиям применения | Поддерживает безопасную и стабильную работу при вращении |
Соображения по HIP для литых турбинных колес
Для высокопроизводительных литых турбинных колес внутренняя плотность может быть ключевой проблемой. Если спецификация заказчика требует улучшенной внутренней плотности или снижения пористости, горячее изостатическое прессование (HIP) может быть рассмотрено как дополнительный процесс.
Горячее изостатическое прессование (HIP) суперсплавов может помочь снизить внутреннюю пористость и улучшить надежность литья для выбранных компонентов из суперсплавов. Необходимость HIP зависит от чертежа, условий эксплуатации, критериев приемки дефектов, стандарта контроля и целевой стоимости.
HIP следует планировать заранее, поскольку это может повлиять на последовательность процессов, планирование термообработки, контроль размеров и требования к окончательному контролю.
Inconel 738 против других суперсплавов для турбинных колес
Inconel 738 является одним из вариантов среди многих систем высокотемпературных сплавов. Окончательный выбор материала зависит от рабочей температуры, вращающих напряжений, метода литья, срока службы, условий коррозии, стоимости и спецификаций заказчика.
Также могут быть рассмотрены другие семейства материалов. Сплавы Rene могут рассматриваться для продвинутых компонентов горячей секции турбины. Материалы сплава Nimonic могут быть оценены для высокотемпературных применений на основе никеля. Сплав Stellite может быть рассмотрен, когда требуется стойкость к износу на основе кобальта или горячая коррозионная стойкость.
Лучший материал следует выбирать в соответствии с реальной средой двигателя, а не только по названию сплава. Для вращающихся турбинных колес уровень напряжений, скорость, температура, требования к контролю и коэффициент безопасности эксплуатации должны быть тщательно проанализированы.
Контрольный список RFQ для литья колес газовых турбин из Inconel 738
Для точного расчета стоимости литья колеса газовой турбины из сплава Inconel 738 с равноосной кристаллической структурой заказчики должны предоставить как данные чертежей, так и эксплуатационные требования. Это позволяет поставщику оценить технологичность литья, маршрут механической обработки, стоимость контроля, требования к балансировке и производственные риски.
Полный запрос коммерческого предложения (RFQ) должен включать:
Модель двигателя или турбины
Название детали, номер детали и уровень ревизии
3D CAD-модель и 2D-чертеж с допусками и ссылками на базы
Требуемая марка сплава, например Inconel 738 / IN738
Требование к кристаллической структуре, например литье с равноосной структурой
Рабочая температура, скорость вращения, нагрузка и ожидаемый срок службы
Требования к термообработке, HIP, покрытию или финишной обработке поверхности
Критические размеры, допуск отверстия вала, профиль лопатки и требования к балансировке
Требования к контролю, такие как химический анализ, капиллярный контроль (FPI), рентгенография, КТ, КИМ и отчет о балансировке
Количество для прототипа, пробной партии или производственного спроса
Если проект основан на изношенном или реверс-инжиниринговом турбинном колесе, заказчик должен предоставить старую деталь, фотографии, данные 3D-сканирования, условия эксплуатации, историю отказов и требуемые инженерные изменения. Для вращающихся турбинных деталей реверс-инжиниринг всегда должен включать функциональный обзор и обзор безопасности, а не только копирование геометрии.
Заключение
Литье из сплава Inconel 738 с равноосной кристаллической структурой может быть практическим производственным маршрутом для колес газовых турбин, когда конструкция требует литого никелевого суперсплава с высокой жаропрочностью, окалиностойкостью и сложной геометрией, близкой к готовой форме. Процесс должен контролировать плотность литья, стабильность термообработки, точность ЧПУ-обработки, обработку локальных элементов, контроль и требования к балансировке.
Для применений колес газовых турбин выбор материала и процесса должен быть тщательно проанализирован, поскольку деталь подвергается воздействию высоких температур, вращающих напряжений, вибрации и термических циклов. IN738 может обеспечить высокую производительность в горячей секции, но успешное производство зависит от полного инженерного маршрута и контроля качества.
NewayAeroTech поддерживает литье из сплава Inconel 738 с равноосной кристаллической структурой, ЧПУ-обработку, EDM, термообработку, обзор HIP и контроль для индивидуальных проектов колес газовых турбин. Пожалуйста, предоставьте модель турбины, чертеж, 3D-файл, стандарт сплава, условия эксплуатации, количество, требования к балансировке и требования к контролю для инженерной оценки.
