Литье деталей турбин из сплава IN713LC с равноосной структурой
Введение
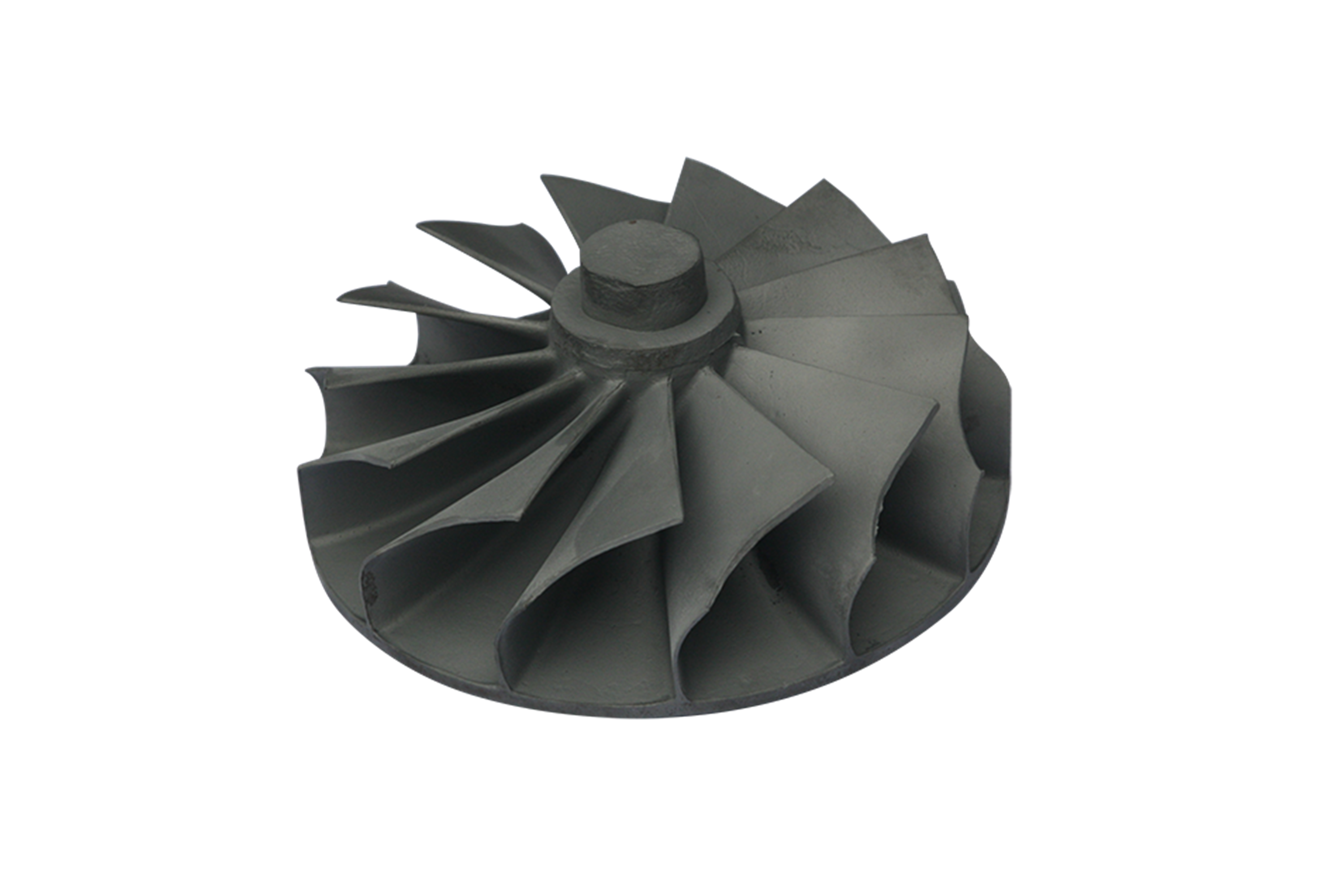
Литье с равноосной структурой из никелевого суперсплава IN713LC широко применяется при производстве высокопроизводительных турбинных компонентов для требовательных применений в аэрокосмической и энергетической отраслях. Известный своей исключительной термической стабильностью, компоненты из IN713LC стабильно работают при температурах до 982°C (1800°F), демонстрируя превосходную прочность на растяжение, превышающую 1034 МПа.
Neway AeroTech специализируется на передовом литье суперсплавов с равноосной структурой, используя технологию вакуумной индукционной плавки для производства турбинных компонентов с однородным размером зерна от 0,5 до 2 мм. Такой тщательный контроль обеспечивает выдающуюся усталостную прочность, оптимизированные механические свойства и исключительную надежность в условиях высоких термических и механических нагрузок.
Основная технология литья с равноосной структурой из сплава IN713LC
Изготовление восковых моделей: Высокоточные восковые модели отливаются в алюминиевые формы, точно воспроизводя геометрию турбинного компонента с точностью в пределах ±0,05 мм.
Формирование керамической оболочки: Модели многократно покрываются керамической суспензией и огнеупорной обсыпкой, формируя прочные оболочки толщиной примерно 6–8 мм.
Выплавление воска (депарафинизация): Керамические формы подвергаются автоклавной депарафинизации при 150°C, эффективно удаляя восковые модели без ущерба для структурной целостности или точности размеров формы.
Обжиг оболочки: Керамические оболочки обжигаются при температуре около 1000°C, повышая механическую прочность и полностью удаляя остаточную влагу и органические примеси.
Вакуумная индукционная плавка: Слитки сплава IN713LC подвергаются вакуумной индукционной плавке при температуре около 1450°C, обеспечивая точный химический состав и устраняя дефекты, связанные с газами.
Формирование равноосной структуры: Расплавленный сплав заполняет предварительно нагретые оболочки с контролируемой скоростью; быстрое, равномерное охлаждение приводит к образованию равноосных кристаллов (размер зерна 0,5–2 мм).
Удаление оболочки: После охлаждения до комнатной температуры керамические формы механически удаляются с помощью гидроструйной обработки высокого давления и щадящих методов абразивной вибрации.
Постлитьевые обработки: Компоненты подвергаются контролируемой термообработке, горячему изостатическому прессованию (ГИП) при 1150°C и давлении 150 МПа, что повышает механическую целостность и устраняет остаточную пористость.
Характеристики материала IN713LC
IN713LC — это упрочняемый дисперсионным твердением никелевый сплав, оптимизированный для высокой прочности при повышенных температурах и коррозионной стойкости. Ключевые свойства материала включают:
Максимальная рабочая температура: до 982°C (1800°F)
Предел прочности на растяжение: ≥1034 МПа (150 ksi) при комнатной температуре
Предел текучести: ≥862 МПа (125 ksi) при комнатной температуре
Относительное удлинение: ≥5%
Ползучесть: Превосходная длительная прочность на разрыв, превышающая 200 МПа после 1000 часов при 760°C
Окалиностойкость: Исключительная стойкость при длительном воздействии повышенных температур
Эти характеристики делают IN713LC идеальным для применения в турбинах авиационных двигателей и промышленных газовых турбин.
Пример из практики: Литье турбинных деталей с равноосной структурой
Предпосылки проекта
Neway AeroTech недавно сотрудничала с ведущим производителем турбин для поставки прецизионных литых турбинных компонентов с использованием литья с равноосной структурой из сплава IN713LC. Заказчик требовал надежной работы в экстремальных условиях эксплуатации в высокофорсированных авиационных двигателях и промышленных газовых турбинах, что подразумевало соблюдение строгих стандартов качества AS9100 и NADCAP.
Распространенные модели турбин
Типичные модели турбин, использующие IN713LC, включают:
Pratt & Whitney PT6 Series: Широко используемые турбовинтовые двигатели, приводящие в движение региональные самолеты, вертолеты, сельскохозяйственные самолеты и платформы общего назначения.
General Electric (GE) LM2500: Промышленные газовые турбины, обычно применяемые для морского движения, объектов энергогенерации и нефтегазовых насосных станций по всему миру.
Rolls-Royce RB211: Высокофорсированный двухконтурный турбореактивный двигатель, широко используемый в коммерческой авиации, в частности, на моделях самолетов Boeing 747 и 757.
Honeywell TPE331: Турбовинтовые двигатели, популярные в региональных самолетах, военных учебных машинах, сельскохозяйственных самолетах, а также в специализированных приложениях для разведывательных и наблюдательных беспилотников.
Выбор и конструктивные особенности типовых турбинных деталей
Выбранные турбинные компоненты включали лопатки, направляющие аппараты и сегменты сопел. Были учтены следующие критические конструктивные особенности:
Сложные аэродинамические геометрии, оптимизированные с помощью CFD-анализа
Внутренние охлаждающие каналы для снижения высоких термических градиентов
Конфигурации с тонкими стенками (толщиной до 0,8 мм) для оптимизации веса
Точные размерные допуски в пределах ±0,05 мм, проверенные с использованием КИМ
Решение по изготовлению турбинных компонентов
Подготовка к литью: Изготовлены точные восковые модели и керамические формы с сохранением размерной точности в соответствии со стандартами аэрокосмической промышленности (±0,05 мм).
Вакуумное литье: Вакуумная индукционная плавка при 1450°C в контролируемом вакууме (≤10^-3 Па) обеспечивает чистый расплав для оптимальной стабильности химического состава.
Контролируемая кристаллизация: Расплавленный сплав кристаллизуется в предварительно нагретых формах с контролируемой скоростью охлаждения для получения однородной зеренной структуры со средним размером зерна от 0,5 до 2 мм.
Горячее изостатическое прессование (ГИП): Компоненты подвергаются ГИП при 1150°C и 150 МПа, эффективно снижая внутреннюю пористость и повышая механическую и структурную целостность.
Термическая обработка: Проведена термическая обработка при 1200°C в течение 2 часов, быстрое охлаждение на воздухе с последующим старением при 850°C в течение 16 часов.
Прецизионная обработка на станках с ЧПУ: Выполнена высокоточная обработка на станках с ЧПУ для достижения сложных аэродинамических профилей и критических размеров с допусками ±0,02 мм.
Электроэрозионная обработка (ЭЭО): ЭЭО используется для точного создания сложных внутренних охлаждающих каналов и тонкостенных элементов толщиной до 0,8 мм.
Финишная обработка поверхности и контроль: Финишная обработка поверхности в сочетании с тщательным размерным контролем (КИМ), неразрушающим контролем (рентген, ультразвук), обеспечивая соответствие стандартам AS9100.
Основные производственные проблемы деталей из жаропрочных сплавов
Поддержание точного контроля размера зерна (<2 мм) и его однородности
Минимизация микродефектов структуры, таких как микродефекты усадки и выделение карбидов
Обеспечение стабильных механических свойств по всей сложной геометрии
Соблюдение строгих размерных допусков в соответствии с аэрокосмическими спецификациями
Результаты и проверка
Однородность размера зерна стабильно поддерживается в целевом диапазоне 0,5–2 мм, обеспечивая оптимальную усталостную прочность и механическую стабильность.
Неразрушающий рентгеновский и ультразвуковой контроль не выявил критических внутренних дефектов, подтвердив целостность компонентов и соответствие аэрокосмическим стандартам.
Испытания на растяжение подтвердили характеристики выше 1034 МПа при комнатной температуре, что подтверждает надежность в условиях высоких рабочих напряжений и температур.
Испытания на усталость превысили целевые 100 000 циклов в смоделированных рабочих условиях, продемонстрировав повышенную долговечность и увеличенный срок службы.
Часто задаваемые вопросы
Какие конкретные преимущества предлагает IN713LC в высокотемпературных турбинных применениях?
Какие критические средства контроля качества реализуются в процессе литья с равноосной структурой?
Какие отрасли в основном используют литые турбинные детали из IN713LC с равноосной структурой?
Каких размерных допусков можно достичь для турбинных компонентов из IN713LC?
Какие методы испытаний обеспечивают механическую надежность турбинных деталей из жаропрочных сплавов?
