Услуга 3D-печати SLS для компонентов камеры сгорания из аэрокосмических суперсплавов
Введение в 3D-печать SLS для компонентов камер сгорания аэрокосмической отрасли
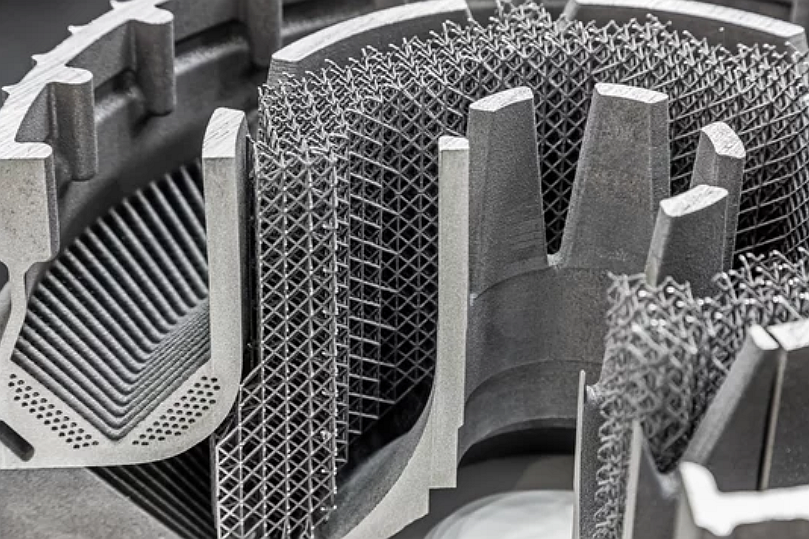
Селективное лазерное спекание (SLS) — это надежный метод изготовления сложных компонентов камер сгорания из аэрокосмических суперсплавов. Этот послойный процесс сплавления порошка обеспечивает равномерную плотность, контролируемую микроструктуру и термическую целостность сложных геометрий в условиях экстремальных температур и давления.
В компании Neway Aerotech наши услуги по 3D-печати SLS поддерживают производство компонентов камер сгорания из суперсплавов для двигательных установок, авиационных двигателей и узлов турбинных камер сгорания.
Обзор 3D-печати SLS
Возможности процесса
Параметр | Значение |
|---|---|
Толщина слоя | 40–60 мкм |
Минимальный размер элемента | ~0,5 мм |
Размерный допуск | ±0,1 мм на 100 мм |
Максимальная температура камеры | >1000°C для изделий из суперсплавов |
Плотность (после ГИП) | ≥99,7% |
SLS позволяет создавать облегченные решетчатые структуры, внутренние сети охлаждения и сложные профили стенок за один цикл построения.
Почему SLS для камер сгорания аэрокосмической отрасли?
Бесконтактное послойное сплавление сохраняет геометрию тонких стенок
Поддерживает интеграцию сложных элементов (отверстия для охлаждения, решетчатые усилители, интегрированные порты)
Высокоточное плавление порошка обеспечивает механические характеристики в средах с температурой выше 1000°C
Полная совместимость с последующей обработкой, такой как ГИП, ЭРО и нанесение покрытий
Соображения по материалам
Распространенные суперсплавы для камер сгорания, изготавливаемых методом SLS
Материал | Макс. температура (°C) | Прочность при 800°C (МПа) | Окалиностойкость | Пример применения |
|---|---|---|---|---|
700–750 | ~970 | Отличная | Вкладыши авиационных камер сгорания, крепления топливных форсунок | |
>980 | ~1100 | Превосходная | Жаровые трубы турбин, корпуса завихрителей | |
>1000 | ~1200 | Отличная | Горелочные кольца, корпуса зажигателей | |
~1175 | ~880 | Исключительная | Стенки камер сгорания в трактах окислительного газа |
Исследование случая: Изготовление сегмента вкладыша камеры сгорания из Inconel 939 методом SLS
Предпосылки проекта
Заказчику из сектора аэрокосмической и авиационной промышленности потребовался цельный вкладыш камеры сгорания с внутренними каналами охлаждения, изготовленными методом 3D-печати, решетчатыми усилителями и интегрированными топливными входами. Был выбран материал Inconel 939, подходящий для рабочих температур 980–1050°C.
Производственный процесс
Проектирование для аддитивного производства: Интегрированы охлаждающие каналы диаметром 1 мм, стенки решетки толщиной ,7 мм и оптимизирован контур камеры
Построение методом SLS: Толщина слоя 50 мкм, время построения 38 часов, размерный допуск ±0,08 мм
Обработка ГИП: 1200°C, 100 МПа в течение 4 часов для достижения плотности 99,8%
Финишная обработка ЭРО: Электроэрозионная обработка портов форсунок и уплотнительных фланцев с допуском ±0,005 мм
Нанесение покрытия: Нанесено теплозащитное покрытие на внутренние стенки
Последующая обработка и контроль
Контроль на КИМ всех функциональных элементов
Рентгеновский контроль не выявил усадки или скоплений пор
Анализ методом СЭМ подтвердил равномерное сплавление зерен
Ультразвуковое иммерсионное тестирование подтвердило внутреннюю целостность
Результаты и верификация
Конечный сегмент камеры сгорания из Inconel 939 достиг размерной точности в пределах ±0,08 мм и шероховатости поверхности Ra ≤ 0,6 мкм на зонах уплотнения.
Все внутренние пути охлаждения были чистыми, а вариация толщины стенок после доработки методом ЭРО составила менее ±0,05 мм.
Рентгеновское и ультразвуковое тестирование подтвердили плотность >99,8% при отсутствии подкожных дефектов или расслоения слоев.
Деталь выдержала 1000-часовые испытания под высоким давлением горячего газа без каких-либо деформаций или трещин усталости.
Часто задаваемые вопросы
Какие типы суперсплавов лучше всего подходят для деталей камер сгорания, изготовленных методом SLS?
Как устраняется пористость в компонентах турбинных камер сгорания, изготовленных методом SLS?
Можно ли непосредственно печатать каналы пленочного охлаждения и подвергать их последующей обработке методом ЭРО?
Какова максимальная толщина стенки, достижимая для оборудования камер сгорания, изготовленного методом SLS?
Какая постобработка необходима для аэрокосмической сертификации деталей, изготовленных методом SLS?
