ABB: Изготовление сегментов турбины 3-й ступени с использованием технологии литья равноосных кристал...
В условиях глобального перехода к более чистой и эффективной генерации электроэнергии газовые турбины играют ключевую роль в обеспечении баланса между возобновляемыми источниками энергии и стабильной работой энергосети. Среди технических задач, стоящих перед ведущими производителями, такими как ABB, повышение производительности компонентов горячей части турбины является приоритетным направлением. Сегмент турбины третьей ступени, работающий в условиях экстремальных температур и механических нагрузок, находится в центре этой эволюции.
Недавно компания ABB инициировала стратегическую программу по локализации и оптимизации производства этих сегментов с использованием технологии литья равноосных кристаллов. Такой подход обеспечивает точный баланс между механической прочностью, стойкостью к термической усталости и экономической эффективностью, что полностью соответствует высоким требованиям к производительности электростанций комбинированного цикла нового поколения.
Предпосылки проекта и требования
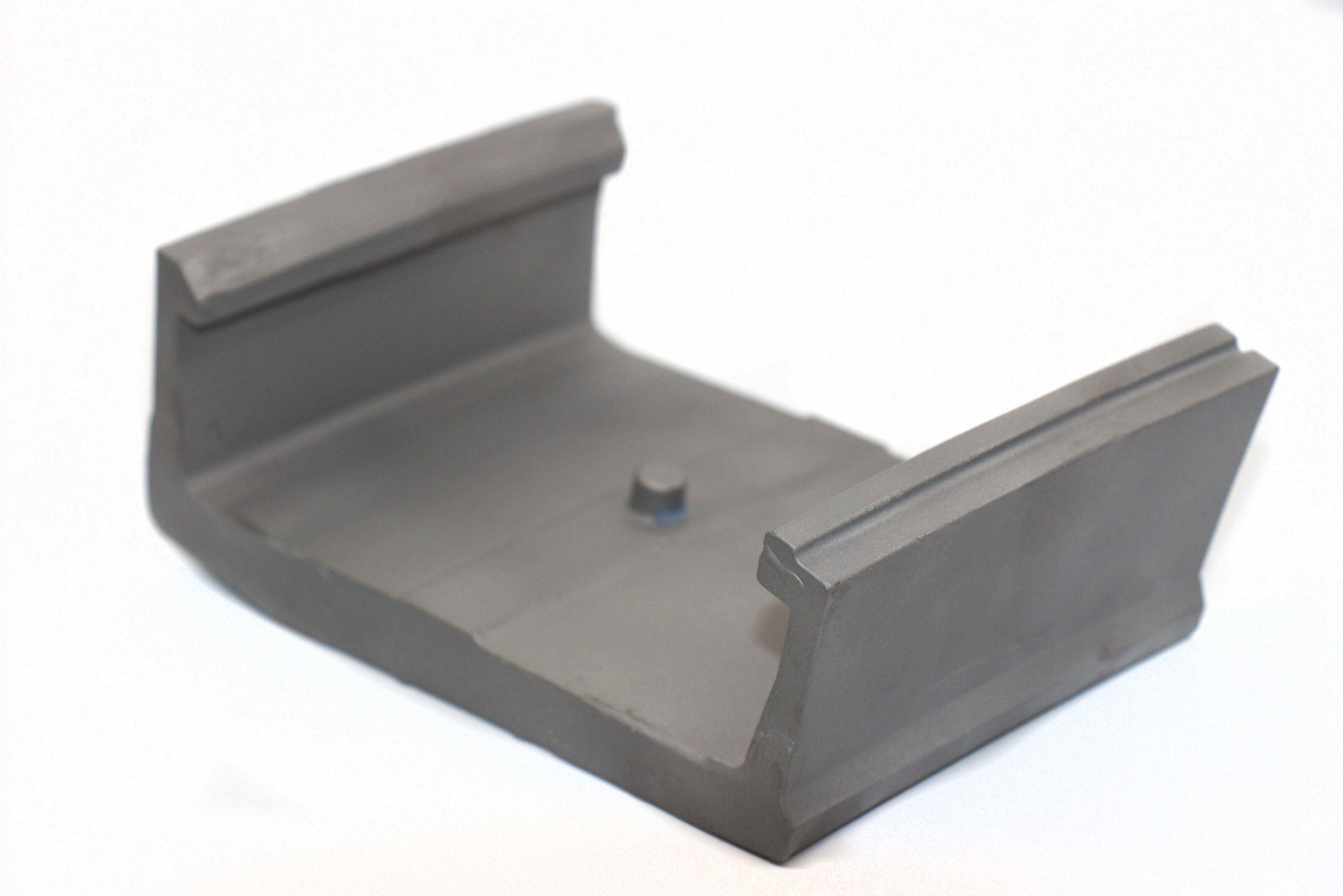
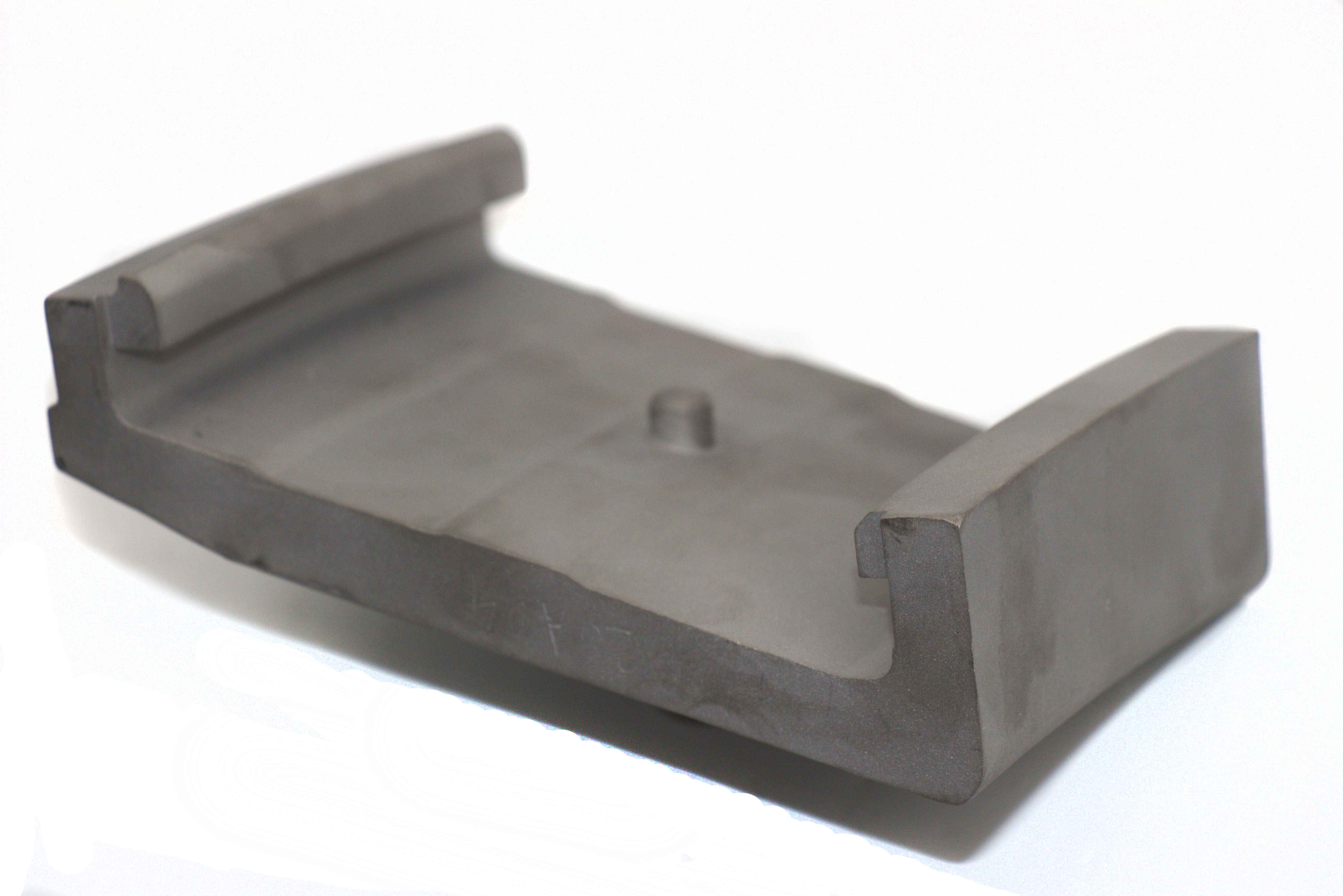
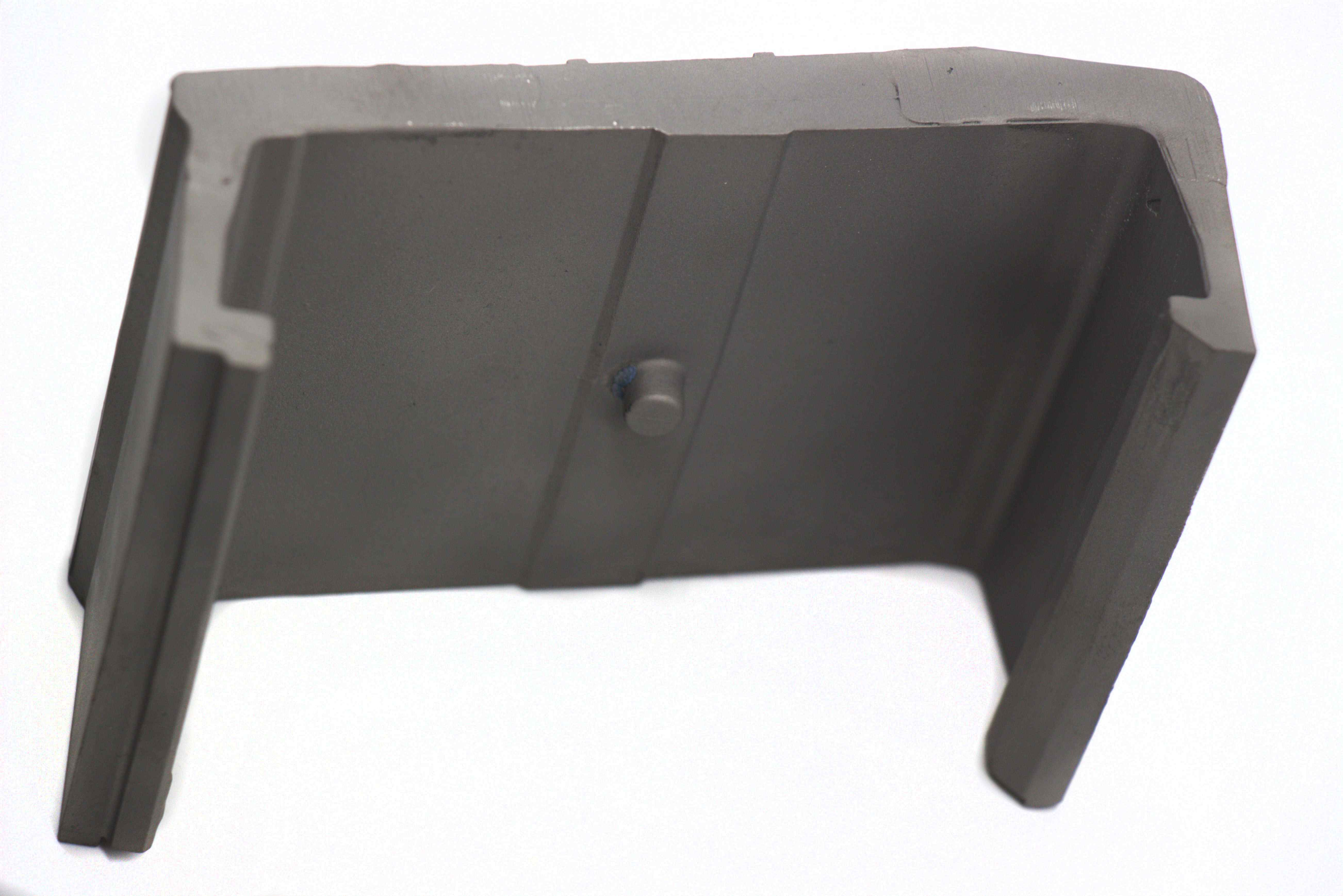
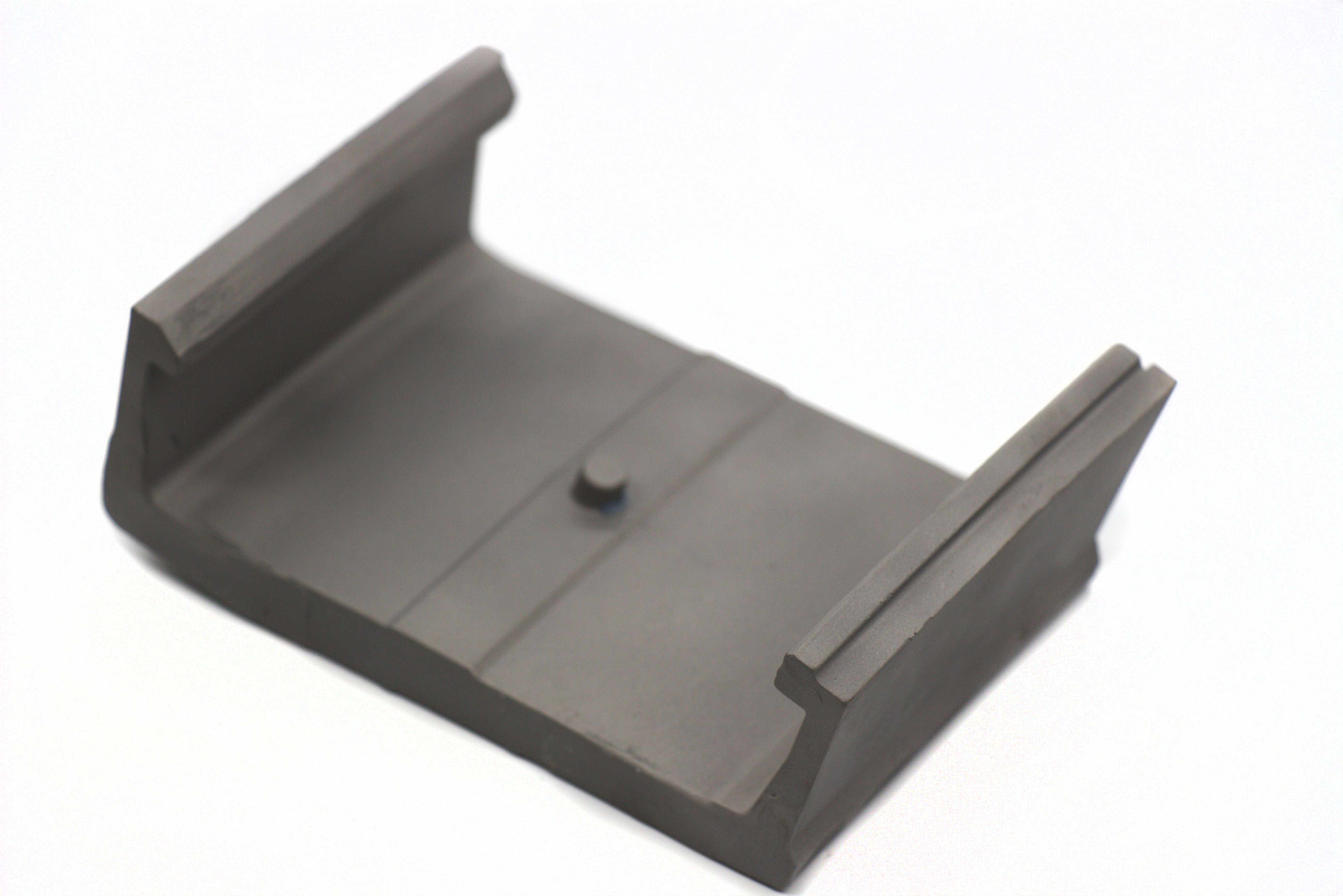
Сегмент турбины третьей ступени в новейших моделях промышленных газовых турбин ABB работает в средах с температурой свыше 100°C, подвергаясь термическим циклам, окислению и воздействию коррозионных продуктов сгорания. Помимо механической целостности, критически важными для аэродинамической эффективности и долговечности являются стабильная точность размеров и качество поверхности.
Техническая команда ABB требовала индивидуального производственного решения, обеспечивающего:
Однородные механические свойства всех сегментов
Контролируемую зернистую структуру для оптимизации стойкости к термической усталости
Надежную точность размеров и чистоту поверхности для согласованности сборки
Экономически эффективное производство, подходящее как для опытных образцов, так и для серийного выпуска
Учитывая эти цели, литье равноосных кристаллов было выбрано в качестве оптимального процесса, обеспечивающего баланс между свободой проектирования, механическими характеристиками и масштабируемой экономической эффективностью производства.
Выбор материала и процесса
Выбор материала
Для этого проекта в качестве базового сплава был выбран Inconel 738. Этот материал обладает надежным сочетанием прочности на разрыв, ползучести и стойкости к окислению при повышенных температурах, что делает его идеально подходящим для применения в сегментах турбин. Состав и история обработки Inconel 738 хорошо соответствуют технологии литья равноосных кристаллов, обеспечивая стабильный рост зерен и однородное механическое поведение.
Подробные спецификации материала и возможности обслуживания Inconel 738 можно найти в специализированных решениях для сплавов, таких как те, что разработаны для передовых жаропрочных сплавов для литья, используемых в вакуумном инвестиционном литье.
Маршрут процесса
Выбранный производственный маршрут является интегрированным.
Высокоточное производство восковых моделей
Передовое формирование оболочек с контролируемой проницаемостью
Вакуумное инвестиционное литье при оптимизированных тепловых градиентах
Индивидуальные профили охлаждения для стимулирования равномерного формирования равноосных зерен
Последующая термическая обработка отливок для уточнения микроструктуры и оптимизации распределения фаз
Этот подход использует гибкость вакуумного инвестиционного литья, обеспечивая как высокое металлургическое качество, так и четкость мелких деталей. Точный контроль размера и распределения зерен имеет решающее значение в данном контексте, поскольку он напрямую влияет на способность компонента противостоять зарождению и распространению трещин при термическом циклировании.
Технические вызовы и решения
Геометрическая сложность и контроль точности
Сегмент турбины третьей ступени имеет сложную геометрию, включая замысловатые каналы охлаждения и монтажные интерфейсы. Достижение точности размеров этих элементов потребовало интегрированных цифровых проверок и контуров обратной связи.
Наша команда использовала контроль на КИМ и 3D-сканирование с высоким разрешением для проверки соответствия размеров на протяжении всего производственного процесса. Это позволило проактивно корректировать оснастку и параметры процесса, гарантируя, что геометрия готовой детали остается в строгих допусках ABB.
Однородность зерна и предотвращение дефектов
Литье равноосных кристаллов требует тщательного контроля динамики затвердевания. Чтобы минимизировать вариации размера зерен и избежать нежелательной сегрегации или пористости, наши инженеры точно настроили:
Температуры предварительного нагрева формы
Перегрев разливаемого металла
Контролируемые скорости охлаждения внутри литейной камеры
Пооперационная проверка с помощью рентгеновского контроля и металлографической микроскопии обеспечила комплексную оценку внутреннего качества. Любые отклонения быстро диагностировались и устранялись посредством итеративного совершенствования процесса.
Интеграция с теплозащитными покрытиями
Интерфейс между базовым сплавом и нанесенным теплозащитным покрытием (TBC) играет решающую роль в долговечности компонента. В этом проекте тесное сотрудничество между инженерами по литью и покрытиям обеспечило полную совместимость химического состава поверхности и профилей шероховатости с фирменными системами TBC компании ABB, что позволило добиться прочного сцепления и минимизировать напряжения термического несоответствия.
Предварительные результаты и показатели качества
Первые производственные запуски продемонстрировали отличное соответствие техническим спецификациям ABB. Ключевые результаты приведены ниже:
Параметр производительности | Целевое значение | Фактический результат | Стандарт ABB |
|---|---|---|---|
Диапазон размера зерна (мкм) | 50-150 | 60-140 | ≤150 |
Внутренние дефекты (уровень по рентгену) | ≤Уровень 2 | Уровень 1-2 | Уровень 2 |
Шероховатость поверхности Ra (мкм) | ≤3.2 | 2.8-3.1 | ≤3.2 |
Предел прочности при 1000°C (МПа) | ≥850 | 870-890 | ≥850 |
Циклы термической усталости | ≥3000 | >3200 | ≥3000 |
Стойкость к окислению (1050°C/1000ч) | Пройдено | Пройдено | Пройдено |
Эти результаты подтверждают надежность процесса и его пригодность для полномасштабного внедрения. Компания ABB выразила высокую удовлетворенность стабильностью и качеством поставленных сегментов.
Интеграция полномасштабного производства
Основываясь на успешной фазе валидации опытных образцов, проект перешел к масштабированному производству для удовлетворения операционных потребностей ABB в отношении будущих моделей газовых турбин.
Проектирование процесса было сосредоточено на:
Стабильном выходе годной продукции в производственных партиях
Автоматизированном сборе данных для мониторинга процесса
Надежных рабочих процессах обеспечения качества, интегрирующих данные инспекции в реальном времени
Были внедрены передовые практики управления оснасткой и формами для обеспечения равномерной работы форм в течение длительных производственных кампаний. Материалы оболочек форм и циклы предварительного нагрева контролировались с высокой точностью для поддержания постоянства литья. Автоматизированное отслеживание тепловых профилей во время циклов вакуумного литья дополнительно снизило вариабельность процесса.
Обеспечение качества и окончательная проверка
Каждая производственная партия проходила комплексный многоэтапный процесс инспекции, включающий:
Проверку размеров с использованием координатно-измерительных машин
Неразрушающий контроль с помощью рентгеновской инспекции и ультразвуковых методов
Оценку микроструктуры посредством металлографической микроскопии и сканирующей электронной микроскопии
Механические испытания, включая испытания на растяжение при повышенных температурах
Эта строгая система валидации гарантировала, что каждый поставленный сегмент турбины соответствовал высоким стандартам ABB для критических компонентов горячей части.
Эксплуатационные характеристики и отзывы клиентов
После квалификации изготовленные по индивидуальному заказу сегменты турбины третьей ступени были интегрированы в опытные турбины ABB для полевых испытаний. Данные реальной эксплуатации, собранные на электростанциях комбинированного цикла, выявили несколько ключевых преимуществ производительности:
Стабильная механическая целостность при высоких тепловых градиентах
Минимальное изменение размеров после длительных часов службы
Стабильное сцепление TBC без сообщений об отслоении
Отсутствие признаков преждевременного растрескивания или деградации, связанной с окислением
Инженерная команда ABB сообщила об измеримом повышении как тепловой эффективности, так и жизненного цикла компонентов, поддерживая более широкую цель снижения приведенной стоимости электроэнергии (LCOE) для их передовых платформ газовых турбин.
Инновации процесса и будущее развитие
Успех этого проекта подчеркнул универсальность и зрелость литья равноосных кристаллов как решения для высокопроизводительных компонентов турбин. В будущем активно исследуются несколько путей инноваций:
Интеграция горячего изостатического прессования (HIP) для дальнейшего повышения плотности и сопротивления усталости
Применение алгоритмов управления процессом на основе ИИ для оптимизации однородности структуры зерен
Комбинирование литья с 3D-печатью для гибридного производства еще более сложных геометрий
Совместная разработка жаропрочных сплавов нового поколения, таких как передовые сплавы серии Rene для будущих конструкций газовых турбин
Отраслевой контекст и более широкое влияние
Этот проект демонстрирует, как передовое производство позволяет производителям оригинального оборудования (OEM) газовых турбин реагировать на меняющийся энергетический ландшафт. В эпоху нестабильных рынков топлива и целей по декарбонизации максимизация эффективности и надежности активов тепловой генерации остается глобальным приоритетом.
Более того, локализация производства компонентов горячей части турбин, обусловленная партнерством со специалистами по прецизионному литью, помогает снизить риски цепочки поставок и способствует развитию региональных производственных экосистем.
Благодаря совместным инженерным усилиям ABB и ее производственные партнеры устанавливают новые стандарты качества и инноваций в индустрии газовых турбин. Уроки, извлеченные здесь, будут информировать разработку еще более продвинутых решений по мере развития сектора.
Заключение
Индивидуальное изготовление сегментов турбины третьей ступени для ABB с использованием литья равноосных кристаллов демонстрирует, как дисциплинированный, совместный инженерный подход может раскрыть значительный потенциал повышения производительности критических компонентов.
Сочетая точный выбор материалов, передовой контроль процесса и строгое обеспечение качества, этот проект позволил создать компоненты, которые соответствуют и превышают жесткие эксплуатационные требования современных газовых турбин.
По мере продвижения энергетических рынков к более высокой эффективности и снижению выбросов такие инновации в производстве компонентов останутся жизненно важными для обеспечения следующего поколения технологий генерации электроэнергии.
Часто задаваемые вопросы (FAQ)
Каковы ключевые преимущества использования литья равноосных кристаллов для сегментов турбин?
Почему ABB выбрала сплав Inconel 738 для сегмента турбины 3-й ступени?
Как вакуумное инвестиционное литье повышает качество компонентов при производстве турбин?
Какие методы инспекции используются для обеспечения отсутствия дефектов в сегментах турбин?
Какие будущие инновации исследуются для производства сегментов турбин?
