Рентгеновский контроль: Неразрушающий контроль для обнаружения внутренних дефектов в отливках из суп...
Введение в процесс
Суперсплавы предназначены для применений, где высокая производительность не подлежит обсуждению. От реактивных двигателей до силовых турбин эти материалы выдерживают экстремальные условия, включая высокие температуры, интенсивное давление и коррозионные среды. Для таких критических применений любой дефект, видимый или скрытый, может поставить под угрозу структурную целостность и производительность компонента. Этот уровень надежности особенно важен в таких отраслях, как аэрокосмическая и авиационная промышленность и ядерная энергетика.
Внутренние дефекты, такие как поры, трещины и включения, особенно сложны, потому что их нельзя обнаружить при поверхностном осмотре. В игру вступает рентгеновский контроль, надежный метод неразрушающего контроля (НК). Рентгеновский контроль позволяет производителям выявлять и оценивать внутренние дефекты в деталях из суперсплавов, не повреждая компоненты. Это гарантирует, что только бездефектные детали, такие как используемые в деталях выхлопных систем из суперсплавов и компонентах корпусов реакторов из суперсплавов, попадают в конечное применение, снижая риски и повышая надежность.
Что это за процесс?
Рентгеновский контроль — это метод неразрушающего контроля (НК), широко используемый в аэрокосмической и энергетической отраслях для оценки внутренней структуры материалов без их повреждения. Этот процесс использует высокоэнергетические рентгеновские лучи для проникновения в материалы, создавая детальные изображения, которые выявляют скрытые дефекты, такие как трещины, пористость и включения.
Типы рентгеновского контроля
Радиографический контроль (РК):
Традиционный рентгеновский контроль, который фиксирует изображения на пленке.
Проверенный метод обнаружения дефектов в плотных материалах, таких как суперсплавы.
Надежен для применений, требующих долговечных и долгосрочных записей инспекций.
Цифровая радиография (ЦР):
Современная техника, использующая цифровые датчики вместо пленки.
Обеспечивает более быстрое получение изображений, более высокое разрешение и возможности манипулирования изображением для улучшенного обнаружения дефектов.
Обычно применяется в отраслях, требующих быстрого выполнения и детального анализа.
Этапы процесса
Позиционирование образца:
Компонент из суперсплава размещается между источником рентгеновского излучения и детектором для обеспечения точной визуализации.
Излучение рентгеновских лучей:
Высокоэнергетические рентгеновские лучи испускаются из источника, проникая в материал. Различные скорости поглощения материала, зависящие от его плотности и толщины, создают внутреннее изображение.
Захват изображения:
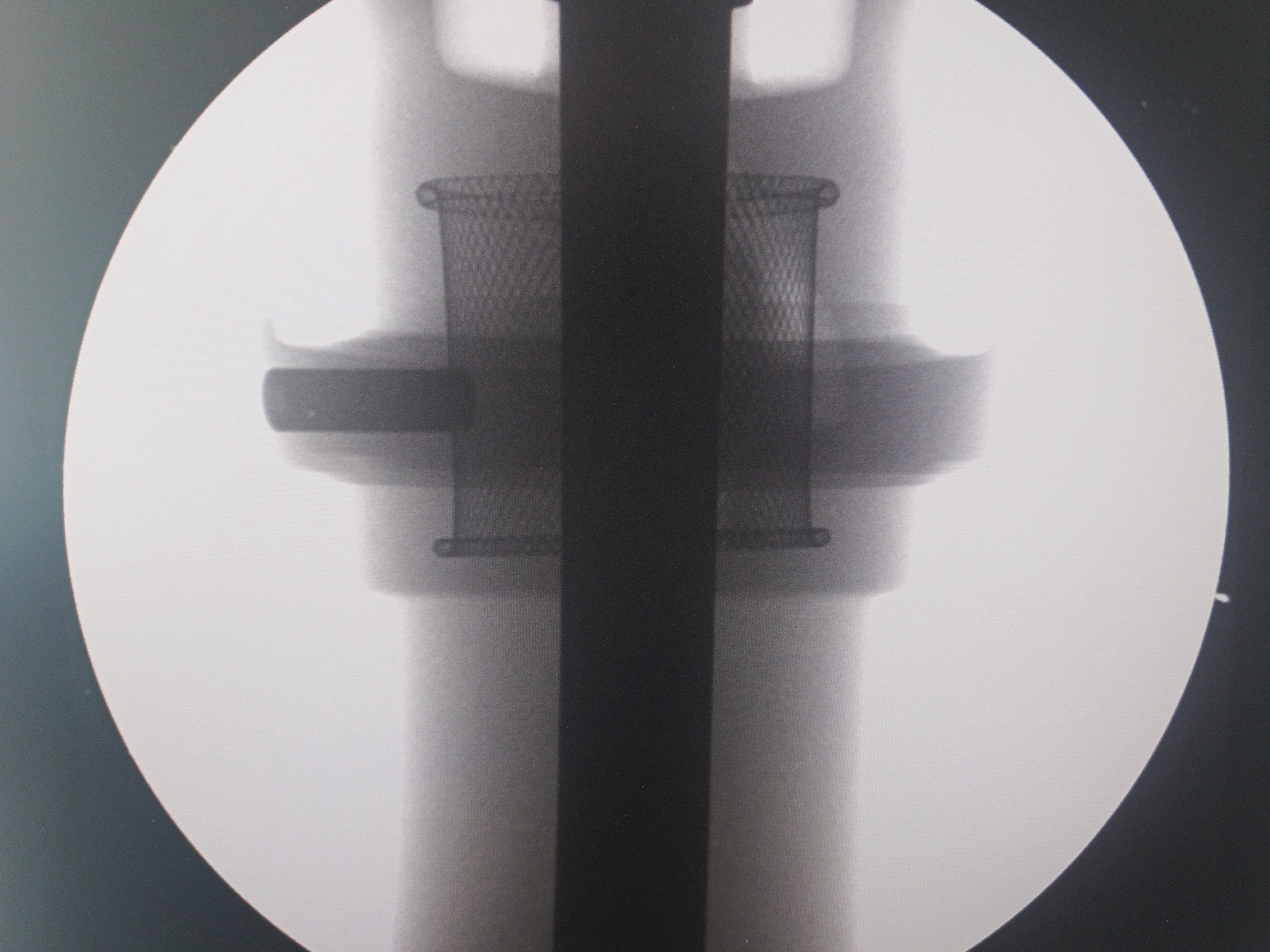
Детектор (пленка или цифровой датчик) записывает рентгеновские лучи, проходящие через материал, создавая радиографическое изображение, выделяющее внутренние особенности.
Анализ:
Изображение анализируется на наличие дефектов, таких как трещины, пустоты или включения. Этот этап имеет решающее значение для обеспечения целостности и надежности компонента в требовательных применениях.
Применения и преимущества
Рентгеновский контроль особенно эффективен для плотных материалов, таких как суперсплавы, выявляя внутренние дефекты, которые могут быть необнаружимы при поверхностном осмотре. Эта техника обеспечивает качество и надежность компонентов, используемых в экстремальных условиях, таких как лопатки турбин и критические конструкционные детали.
Обнаруживая дефекты на ранних этапах производственного процесса, рентгеновский контроль снижает частоту отказов, улучшает производительность и соответствует отраслевым стандартам.
Роль в проверке деталей из суперсплавов
Компоненты из суперсплавов жизненно важны в высоконагруженных применениях, где надежность и производительность имеют первостепенное значение. Рентгеновский контроль имеет решающее значение для обеспечения соответствия этих компонентов строгим стандартам качества путем обнаружения внутренних дефектов, которые могут поставить под угрозу их целостность. Вот как рентгеновский контроль применяется на различных этапах производства деталей из суперсплавов:
Проверка отливок из суперсплавов
Отливки из суперсплавов, такие как лопатки турбин, рабочие колеса и сопловые кольца, склонны к внутренним дефектам из-за сложности их геометрии и самого процесса литья. Распространенные проблемы включают:
Пористость: Воздушные карманы, захваченные внутри материала.
Трещины: Возникающие из-за неравномерного охлаждения при затвердевании.
Включения: Посторонние материалы, вносимые в процессе литья.
Рентгеновский контроль выявляет эти внутренние дефекты, обеспечивая сохранение структурной целостности литых компонентов. Этот шаг критически важен в высокопроизводительных применениях, таких как авиационные двигатели и силовые турбины, где необнаруженные дефекты могут привести к катастрофическим отказам.
Проверка деталей из суперсплавов, изготовленных методом 3D-печати
Аддитивное производство, или 3D-печать, позволяет производить сложные компоненты из суперсплавов. Однако послойный процесс создает уникальные проблемы, такие как:
Неполное сплавление: Зазоры между слоями из-за плохого соединения.
Пустоты: Воздушные карманы, образующиеся при осаждении материала.
Неоднородности материала: Вариации плотности или состава.
Рентгеновский контроль необходим для анализа этих деталей, поскольку он проникает в сложные геометрии и выявляет скрытые дефекты без повреждения компонента. Это гарантирует, что детали из суперсплавов, изготовленные методом 3D-печати, соответствуют высоким требованиям к производительности аэрокосмической и энергетической отраслей.
Проверка деталей из суперсплавов, обработанных на станках с ЧПУ
Обработка на станках с ЧПУ обычно используется для доводки размеров и отделки поверхности компонентов из суперсплавов после литья или 3D-печати. Однако механическая обработка может выявить или усугубить скрытые дефекты, такие как:
Трещины: Распространяющиеся под напряжением при обработке.
Расслоение: Разделение слоев в некоторых композитных суперсплавах.
Рентгеновский контроль проверяет внутреннюю целостность деталей из суперсплавов, обработанных на станках с ЧПУ, гарантируя, что никакие дефекты не останутся необнаруженными. Это особенно важно для таких компонентов, как диски турбин и уплотнения, которые должны надежно работать в экстремальных условиях.
Другие сценарии обнаружения
Помимо проверки литых, напечатанных на 3D-принтере и обработанных деталей, рентгеновский контроль ценен для других применений, включая:
Сварные соединения: Проверка того, что сварные швы свободны от внутренних пустот или трещин.
Термообработанные детали: Подтверждение того, что термические процессы не привели к дефектам.
Склеенные сборки: Обеспечение целостности паяных или склеенных компонентов.
Рентгеновский контроль гарантирует, что компоненты из суперсплавов, независимо от их производственного процесса, соответствуют самым высоким стандартам качества и надежности, обеспечивая уверенность в их производительности для критических применений.
Сравнение с другими методами контроля
Хотя рентгеновский контроль является мощным инструментом, это лишь один из многих методов обнаружения дефектов в компонентах из суперсплавов. Вот как он сравнивается с другими распространенными техниками:
Ультразвуковой контроль (УЗК)
Сильные стороны: УЗК использует звуковые волны для обнаружения внутренних дефектов и эффективен для крупных, толстых компонентов. Он портативен и часто более экономичен, чем рентгеновский контроль. Ультразвуковой контроль с водным погружением особенно полезен для обеспечения однородности материала в деталях из суперсплавов.
Слабые стороны: УЗК требует квалифицированных операторов и может испытывать трудности со сложной геометрией или очень плотными материалами, такими как суперсплавы.
КТ-сканирование
Сильные стороны: Компьютерная томография (КТ) предоставляет 3D-изображения внутренних структур, предлагая более детальный анализ, чем традиционный рентгеновский контроль. Она идеальна для сложных компонентов с замысловатой геометрией. Например, линейно-матричная промышленная КТ может обнаружить даже самые мелкие внутренние дефекты в направленных отливках из суперсплавов.
Слабые стороны: КТ-сканирование дороже и занимает больше времени, чем рентгеновский контроль, что делает его менее практичным для крупносерийного производства.
Методы поверхностного контроля (КИМ, СЭМ)
Сильные стороны: Координатно-измерительные машины (КИМ) и Сканирующая электронная микроскопия (СЭМ) отлично подходят для поверхностного контроля и размерного анализа. Они особенно эффективны для обеспечения геометрической точности и анализа поверхностных дефектов на микроскопическом уровне.
Слабые стороны: Эти методы не могут обнаружить внутренние дефекты, что делает их непригодными для всестороннего контроля качества.
Заключение
Хотя каждый метод имеет свое место в обеспечении качества, рентгеновский контроль выделяется тем, что предоставляет детальный вид внутренних дефектов неразрушающим способом, особенно для плотных и сложных компонентов из суперсплавов. Сочетание рентгеновского контроля с дополнительными техниками, такими как КТ или УЗК, обеспечивает всестороннее обнаружение дефектов и надежность для применений, требующих точного внутреннего анализа.
Когда выбирать рентгеновский контроль для высокоточных применений
Рентгеновский контроль не всегда является первым выбором для каждого применения, но он незаменим в сценариях, где критически важно обнаружение внутренних дефектов. Рассмотрите возможность использования рентгеновского контроля в следующих ситуациях:
Высокорисковые применения: Компоненты, используемые в производстве аэрокосмических и ядерных деталей, часто требуют безупречной работы, где отказ недопустим. Рентгеновский контроль гарантирует, что эти компоненты соответствуют строгим стандартам безопасности, таким как требуемые для деталей камер сгорания газовых турбин для энергетики.
Сложная геометрия: Детали со сложными внутренними особенностями, такие как лопатки турбин из суперсплавов или монокристаллические лопатки компрессора, требуют методов неразрушающего контроля, которые могут проникать и выявлять скрытые дефекты.
Валидация после производства: После производства обеспечение бездефектности компонентов имеет решающее значение. Например, турбинные компоненты из суперсплава Inconel и прецизионно изготовленные детали для горнодобывающей промышленности значительно выигрывают от рентгеновского контроля как части протоколов обеспечения качества.
Анализ отказов: Исследование первопричины отказа компонента путем анализа его внутренней структуры жизненно важно для понимания проблем в таких продуктах, как компоненты теплообменников из Hastelloy X или детали, полученные методом вакуумного литья по выплавляемым моделям.
Тщательно выбирая рентгеновский контроль для правильных применений, особенно для критических и высокоточных деталей, производители могут сбалансировать стоимость, эффективность и надежность.
Часто задаваемые вопросы
Как рентгеновский контроль обнаруживает внутренние дефекты в отливках из суперсплавов?
Каковы ограничения рентгеновского контроля для деталей из суперсплавов?
Может ли рентгеновский контроль обнаруживать дефекты в плотных суперсплавах, используемых в турбинных компонентах?
Как цифровая радиография сравнивается с традиционным радиографическим контролем по точности?
Подходит ли рентгеновский контроль для всех типов процессов производства суперсплавов?
