ABB: Fabricação Personalizada de Segmentos de Turbina de 3º Estágio com Fundição de Cristal Equiaxia...
Na transição global para uma geração de energia mais limpa e eficiente, as turbinas a gás desempenham um papel crucial na ligação entre a energia renovável e um fornecimento estável à rede. Entre os desafios técnicos enfrentados por fabricantes líderes como a ABB, a melhoria do desempenho dos componentes da seção quente da turbina é uma prioridade chave. O segmento de turbina de terceiro estágio, operando sob temperaturas extremas e tensões mecânicas, está no centro desta evolução.
Recentemente, a ABB iniciou um programa estratégico para localizar e otimizar a fabricação destes segmentos utilizando a tecnologia de fundição de cristal equiaxial. Esta abordagem permite um equilíbrio preciso entre resistência mecânica, resistência à fadiga térmica e custo-benefício, alinhando-se perfeitamente com os exigentes requisitos de desempenho das usinas de ciclo combinado de próxima geração.
Contexto do Projeto e Requisitos
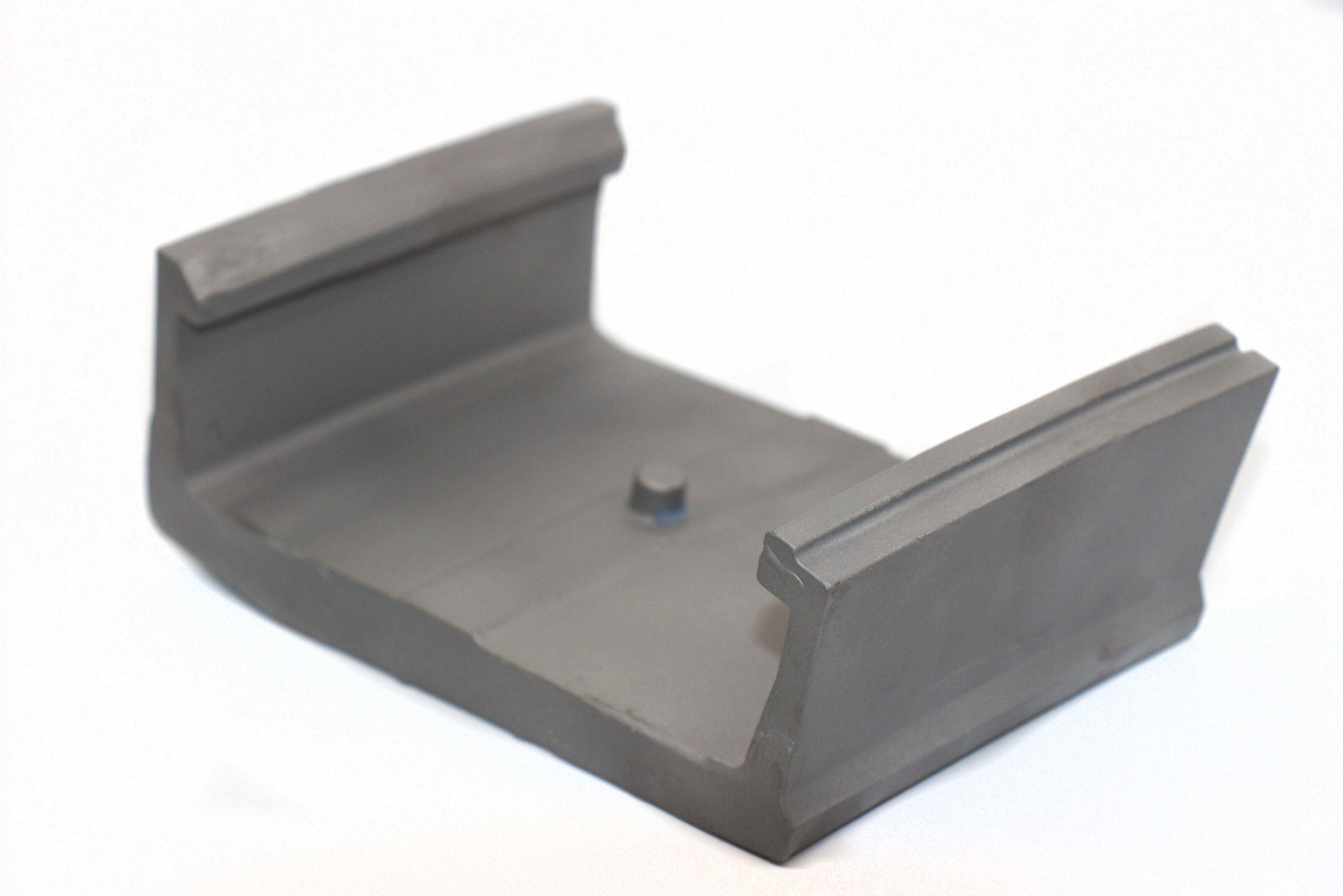
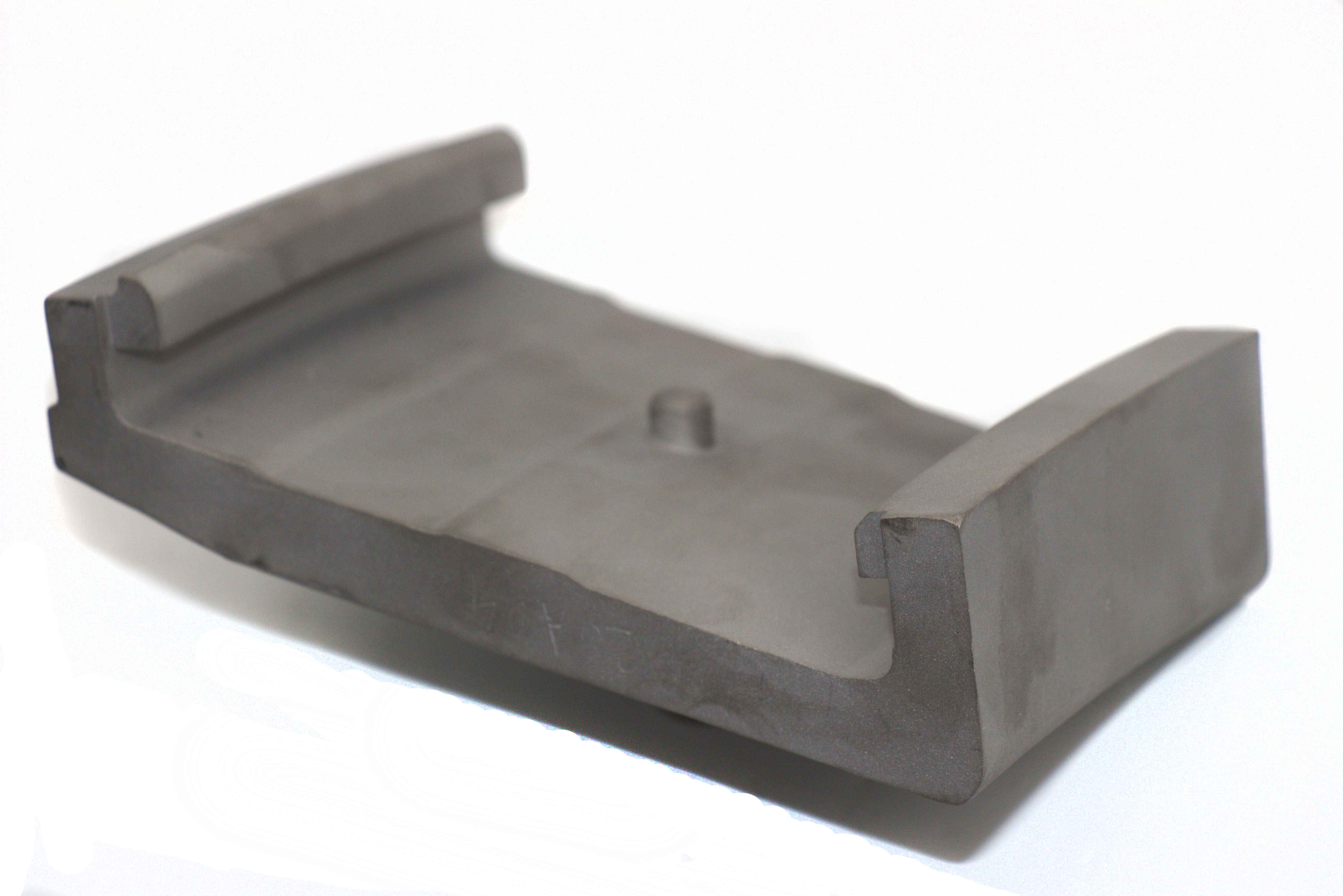
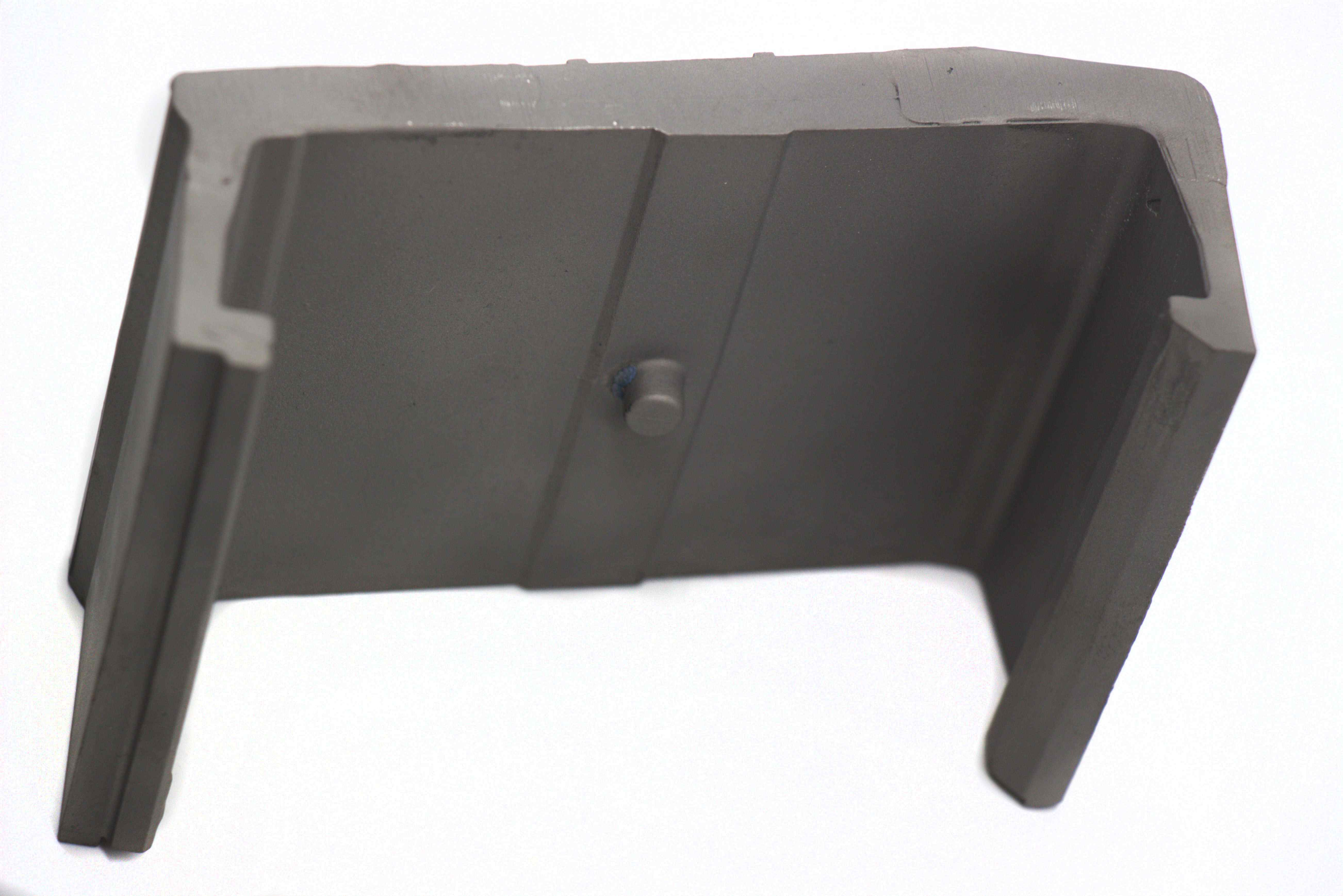
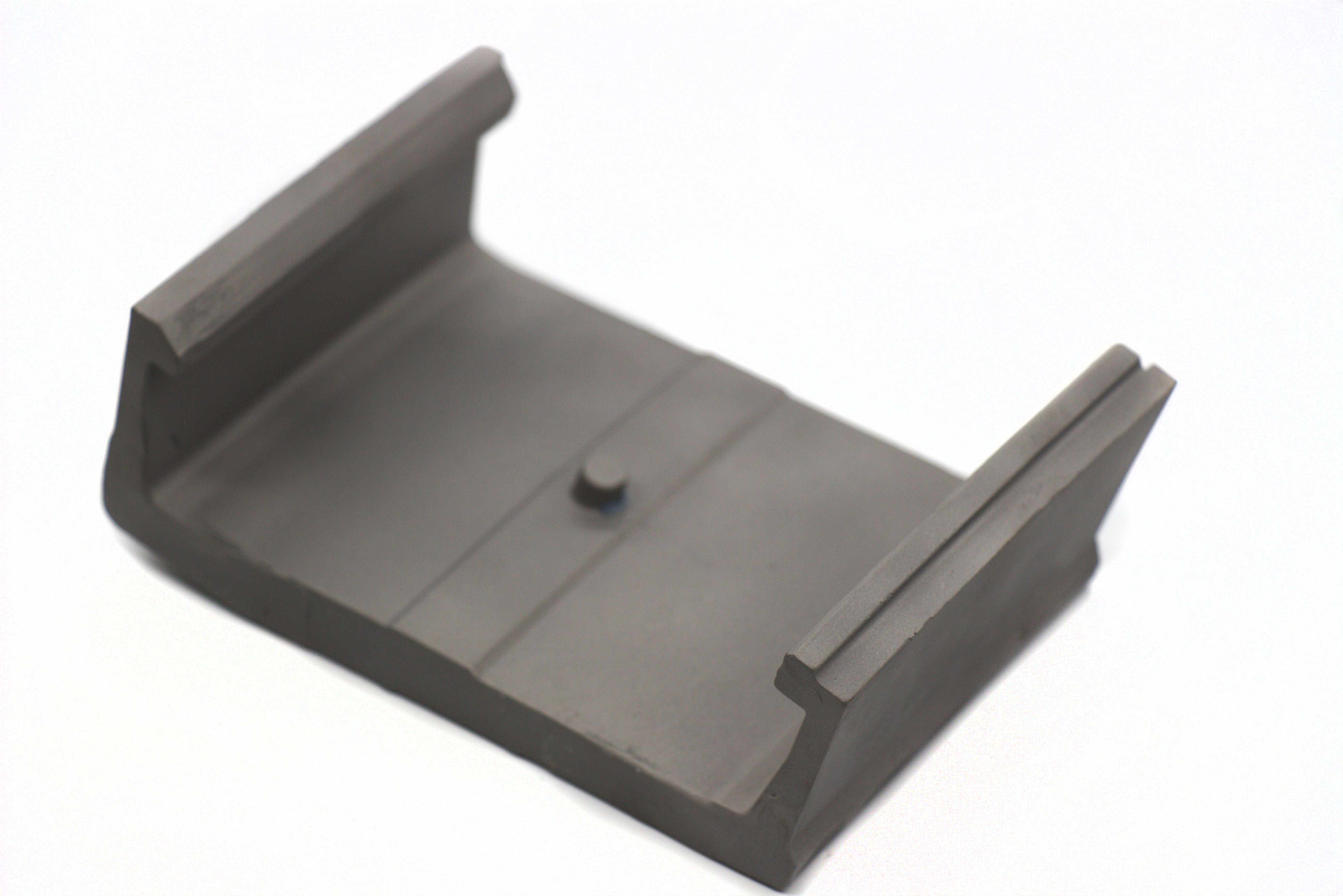
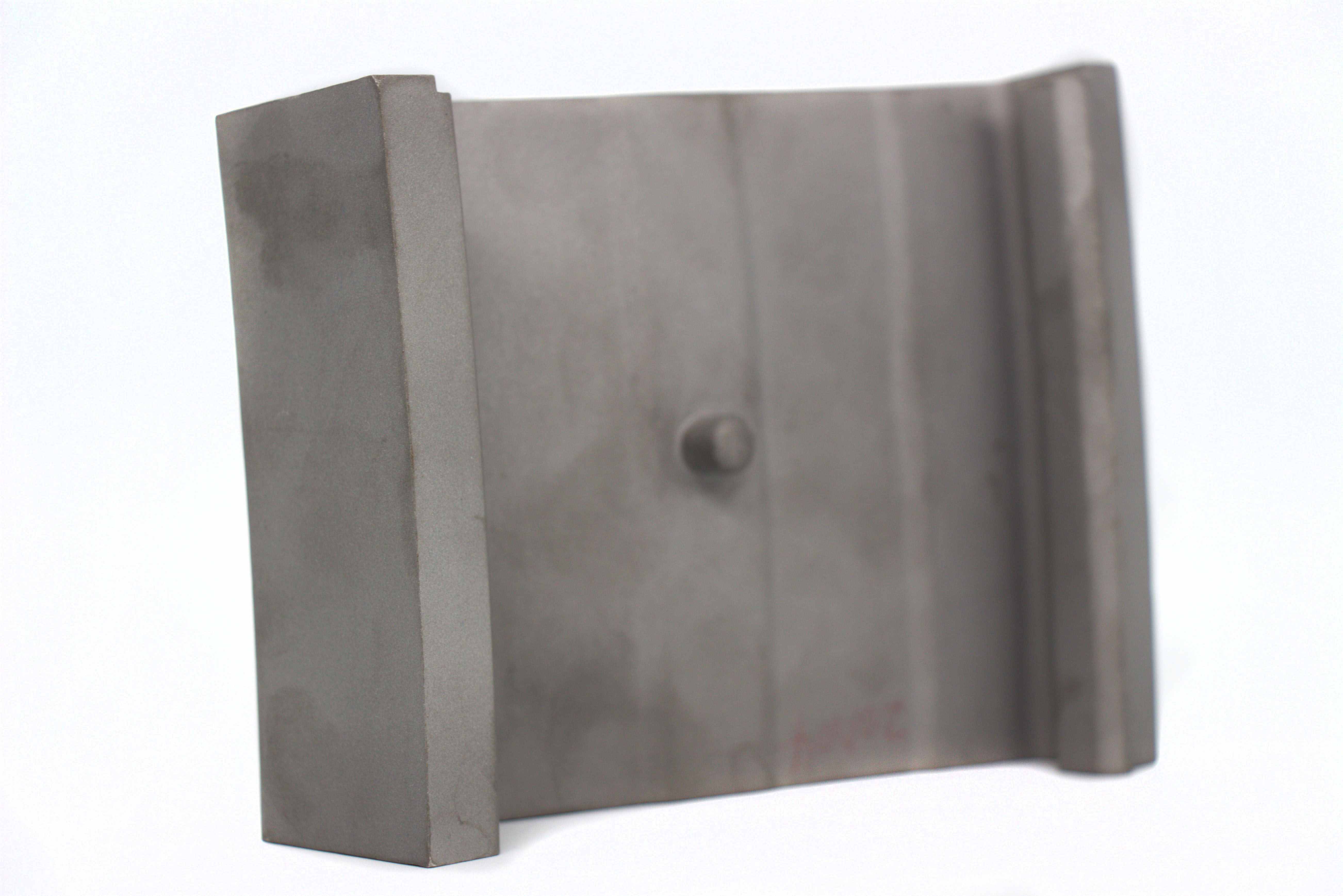
O segmento de turbina de terceiro estágio nos mais recentes modelos de turbinas a gás industriais da ABB opera em ambientes que excedem 1000°C, exposto a ciclos térmicos, oxidação e subprodutos corrosivos da combustão. Além da integridade mecânica, a precisão dimensional consistente e a qualidade da superfície são críticas para a eficiência aerodinâmica e durabilidade a longo prazo.
A equipe técnica da ABB necessitou de uma solução de fabricação personalizada que entregasse:
Propriedades mecânicas uniformes em todos os segmentos
Estrutura de grão controlada para desempenho otimizado de fadiga térmica
Precisão dimensional confiável e acabamento superficial para consistência na montagem
Produção econômica adequada tanto para volumes de protótipos quanto de produção em série
Dados estes objetivos, a fundição de cristal equiaxial foi selecionada como o processo ideal, equilibrando liberdade de design, desempenho mecânico e economia de fabricação escalável.
Seleção de Material e Processo
Seleção de Material
Para este projeto, o Inconel 738 foi escolhido como a liga base. Este material oferece uma combinação robusta de resistência à tração, resistência ao fluência e desempenho de oxidação em temperaturas elevadas, tornando-o idealmente adequado para aplicações de segmentos de turbina. A composição e o histórico de processamento do Inconel 738 alinham-se bem com a fundição de cristal equiaxial, garantindo crescimento de grão estável e comportamento mecânico uniforme.
Especificações detalhadas do material e capacidades de serviço do Inconel 738 podem ser consultadas através de soluções de ligas especializadas, como aquelas desenvolvidas para superligas de fundição utilizadas na fundição de precisão a vácuo.
Rota do Processo
A rota de fabricação selecionada é integrada.
Produção de modelos de cera de alta precisão
Construção avançada de carcaça com permeabilidade controlada
Fundição de precisão a vácuo sob gradientes térmicos otimizados
Perfis de resfriamento personalizados para promover a formação uniforme de grãos equiaxiais
Tratamento térmico pós-fundição para refinar a microestrutura e otimizar a distribuição de fases
Esta abordagem aproveita a flexibilidade da fundição de precisão a vácuo, oferecendo tanto alta qualidade metalúrgica quanto definição de recursos finos. O controle preciso do tamanho e distribuição dos grãos é crítico neste contexto, pois influencia diretamente a capacidade do componente de resistir à iniciação e propagação de trincas sob ciclos térmicos.
Desafios Técnicos e Soluções
Complexidade Geométrica e Controle de Precisão
O segmento de turbina de terceiro estágio apresenta geometrias intrincadas, incluindo passagens de resfriamento complexas e interfaces de montagem. Alcançar precisão dimensional nestes recursos exigiu inspeção digital integrada e loops de feedback.
Nossa equipe utilizou verificação por MMC (Máquina de Medir por Coordenadas) e varredura 3D de alta resolução para validar a conformidade dimensional durante todo o processo de produção. Isso permitiu o ajuste proativo de ferramentas e parâmetros de processo, garantindo que a geometria final da peça permanecesse dentro das janelas de tolerância rigorosas da ABB.
Uniformidade do Grão e Mitigação de Defeitos
A fundição de cristal equiaxial exige controle meticuloso sobre a dinâmica de solidificação. Para minimizar a variação do tamanho do grão e evitar segregação indesejada ou porosidade, nossos engenheiros ajustaram finamente:
Temperaturas de pré-aquecimento do molde
Sobreaquecimento de vazamento
Taxas de resfriamento controladas dentro da câmara de fundição
A verificação em processo através de inspeção por raios-X e microscopia metalográfica forneceu uma avaliação abrangente da qualidade interna. Quaisquer desvios foram rapidamente diagnosticados e abordados através de refinamento iterativo do processo.
Integração com Revestimentos de Barreira Térmica
A interface entre a liga base e o revestimento de barreira térmica (TBC) aplicado desempenha um papel decisivo na longevidade do componente. Neste projeto, a colaboração estreita entre engenheiros de fundição e de revestimento garantiu que a química da superfície e os perfis de rugosidade fossem totalmente compatíveis com os sistemas TBC proprietários da ABB, permitindo adesão durável e minimizando tensões de incompatibilidade térmica.
Resultados Preliminares e Métricas de Qualidade
As corridas de produção iniciais demonstraram excelente alinhamento com as especificações técnicas da ABB. Os principais resultados são resumidos abaixo:
Parâmetro de Desempenho | Valor Alvo | Resultado Real | Padrão ABB |
|---|---|---|---|
Faixa de tamanho de grão (μm) | 50-150 | 60-140 | ≤150 |
Defeitos internos (Nível de Raios-X) | ≤Nível 2 | Nível 1-2 | Nível 2 |
Rugosidade superficial Ra (μm) | ≤3.2 | 2.8-3.1 | ≤3.2 |
Resistência à tração a 1000°C (MPa) | ≥850 | 870-890 | ≥850 |
Ciclos de fadiga térmica | ≥3000 | >3200 | ≥3000 |
Resistência à oxidação (1050°C/1000h) | Aprovado | Aprovado | Aprovado |
Estes resultados validam a robustez do processo e sua adequação para implementação em larga escala. A ABB expressou alta satisfação com a consistência e qualidade dos segmentos entregues.
Integração de Produção em Larga Escala
Com base na fase bem-sucedida de validação do protótipo, o projeto transitou para a fabricação em escala para atender às demandas operacionais da ABB para os próximos modelos de turbinas a gás.
O design do processo enfatizou:
Rendimento estável em lotes de produção
Coleta automatizada de dados para monitoramento de processo
Fluxos de trabalho robustos de garantia de qualidade integrando dados de inspeção em tempo real
Práticas avançadas de gerenciamento de ferramentas e moldes foram implementadas para garantir desempenho uniforme do molde durante campanhas de produção prolongadas. Os materiais da carcaça do molde e os ciclos de pré-aquecimento foram controlados com precisão para manter a consistência da fundição. O rastreamento automatizado de perfis térmicos durante os ciclos de fundição a vácuo reduziu ainda mais a variabilidade do processo.
Garantia de Qualidade e Verificação Final
Cada lote de produção passou por um processo abrangente de inspeção em múltiplas etapas, incorporando:
Verificação dimensional usando máquinas de medir por coordenadas
Ensaios não destrutivos com inspeção por raios-X e métodos ultrassônicos
Avaliação microestrutural através de microscopia metalográfica e microscopia eletrônica de varredura
Ensaios mecânicos, incluindo ensaios de tração em temperaturas elevadas
Este rigoroso framework de validação garantiu que cada segmento de turbina entregue atendesse aos padrões exigentes da ABB para componentes críticos da seção quente.
Desempenho em Serviço e Feedback do Cliente
Após a qualificação, os segmentos de turbina de terceiro estágio fundidos sob medida foram integrados às turbinas protótipo da ABB para avaliação em campo. Dados operacionais do mundo real coletados de usinas de ciclo combinado destacaram vários benefícios chave de desempenho:
Integridade mecânica estável sob altos gradientes térmicos
Desvio dimensional mínimo após horas estendidas de serviço
Adesão consistente do TBC sem relato de delaminação
Nenhuma evidência de trincas prematuras ou degradação relacionada à oxidação
A equipe de engenharia da ABB relatou ganhos mensuráveis tanto na eficiência térmica quanto no ciclo de vida do componente, apoiando o objetivo mais amplo de reduzir o custo nivelado de energia (LCOE) para suas plataformas avançadas de turbinas a gás.
Inovações de Processo e Desenvolvimento Futuro
O sucesso deste projeto destacou a versatilidade e maturidade da fundição de cristal equiaxial como uma solução para componentes de turbina de alto desempenho. Olhando para o futuro, várias vias de inovação estão sendo ativamente exploradas:
Integração da prensagem isostática a quente (HIP) para melhorar ainda mais a densidade e a resistência à fadiga
Aplicação de algoritmos de controle de processo impulsionados por IA para otimizar a uniformidade da estrutura de grão
Combinação de fundição com impressão 3D para a fabricação híbrida de geometrias ainda mais complexas
Desenvolvimento colaborativo de ligas de alta temperatura de próxima geração, como ligas Rene avançadas para futuros designs de turbinas a gás
Contexto da Indústria e Impacto Mais Amplo
Este projeto exemplifica como a manufatura avançada está permitindo que OEMs de turbinas a gás respondam ao cenário energético em evolução. Em uma era de mercados de combustíveis voláteis e metas de descarbonização, maximizar a eficiência e confiabilidade de ativos de geração térmica permanece uma prioridade global.
Além disso, a localização da produção de componentes da seção quente da turbina, impulsionada por parcerias com especialistas em fundição de precisão, ajuda a mitigar riscos na cadeia de suprimentos e fomenta ecossistemas de manufatura regionais.
Através de esforços colaborativos de engenharia, a ABB e seus parceiros de fabricação estão estabelecendo novos benchmarks de qualidade e inovação na indústria de turbinas a gás. As lições aprendidas aqui informarão o desenvolvimento de soluções ainda mais avançadas à medida que o setor continua a evoluir.
Conclusão
A fabricação personalizada dos segmentos de turbina de terceiro estágio da ABB através da fundição de cristal equiaxial demonstra como uma abordagem de engenharia disciplinada e colaborativa pode desbloquear ganhos significativos de desempenho em componentes críticos.
Ao combinar seleção precisa de materiais, controle avançado de processo e garantia de qualidade rigorosa, este projeto entregou componentes que atendem e superam os exigentes requisitos de serviço das turbinas a gás modernas.
À medida que os mercados de energia progridem para maior eficiência e menores emissões, tais inovações na fabricação de componentes permanecerão vitais para permitir a próxima geração de tecnologias de geração de energia.
Perguntas Frequentes (FAQs)
Quais são as principais vantagens de usar fundição de cristal equiaxial para segmentos de turbina?
Por que a ABB escolheu o Inconel 738 para o segmento de turbina de 3º estágio?
Como a fundição de precisão a vácuo melhora a qualidade dos componentes na fabricação de turbinas?
Quais métodos de inspeção são usados para garantir segmentos de turbina livres de defeitos?
Quais inovações futuras estão sendo exploradas para a fabricação de segmentos de turbina?
